


- 收藏
- 加入书签
钕铁硼磁体皮秒激光微加工实验
 打开文本图片集
打开文本图片集
 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/a7c3/a7c3202240/a7c3202240232-3-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/a7c3/a7c3202240/a7c3202240232-3-l.jpg">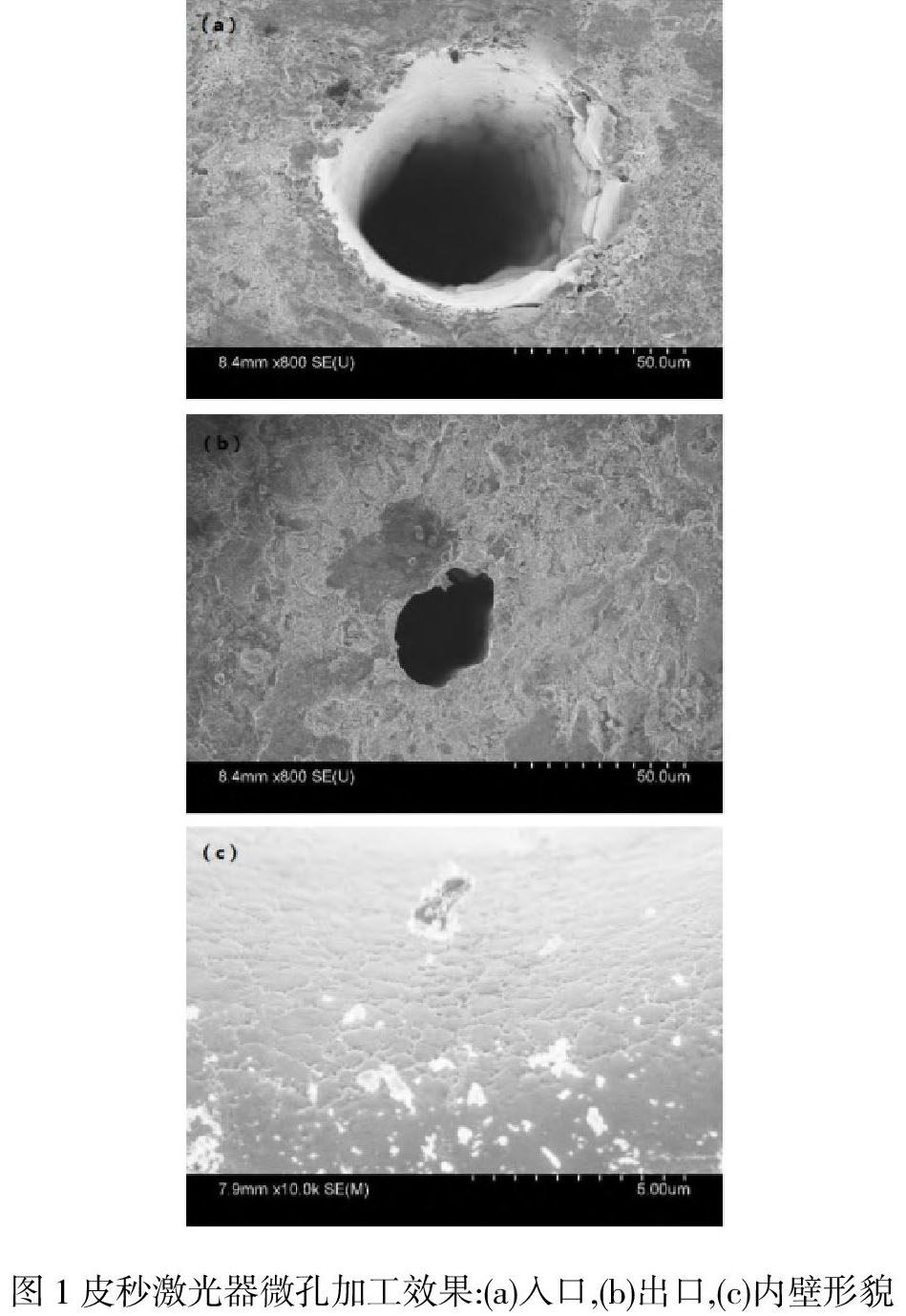
摘要:Nd2Fe14B永磁材料(Nd-Fe-B)以ND-Fe14B为主要成分,具有较高的剩磁和较高的矫正力,广泛应用于新型汽车发动机、家电、计算机、卫星等高科技领域。锰稀土永磁材料以较高的磁能密度满足设备小型化发展要求,成本低廉,因此从20世纪80年代开始出版,以优越的磁能迅速占领了永磁材料市场。现代NdFeB磁铁的开发和生产正在以惊人的速度发展。
关键词:钕铁硼;硼磁体;皮秒激光
引言
钕铁硼(NdFeB)以其优异的磁性能,广泛应用于汽车电子、电力、航空航天等领域。例如MEMS器件中电磁薄膜驱动型(EMMAs)微型泵、轴向磁通永磁无刷直流电动机(BLDC)中磁性部件、可穿戴设备磁性材料供应等,这些应用需要对磁体进行必要的加工,例如打孔和切割。然而钕铁硼材料存在硬度大、脆性高等缺点,传统的机械加工方式极易引起材料本身破坏,急需引入一种安全、质量优异的加工方法。激光加工不会对环境造成污染,激光具有时间控制和空间可控性,时间方面通过激光调制技术压缩脉冲可以实现纳秒、皮秒量级,空间方面通过光学聚焦系统将光斑压缩到微米量级,达到很高的功率密度,激光加工范围广,不受材料的硬度、脆性、刚性等机械性能影响,几乎可以加工任何物质。具有加工效率高、深径比大、加工方式灵活、可针对倾斜面加工、非接触加工等优点,激光加工越来越受到青睐。
1实验方法
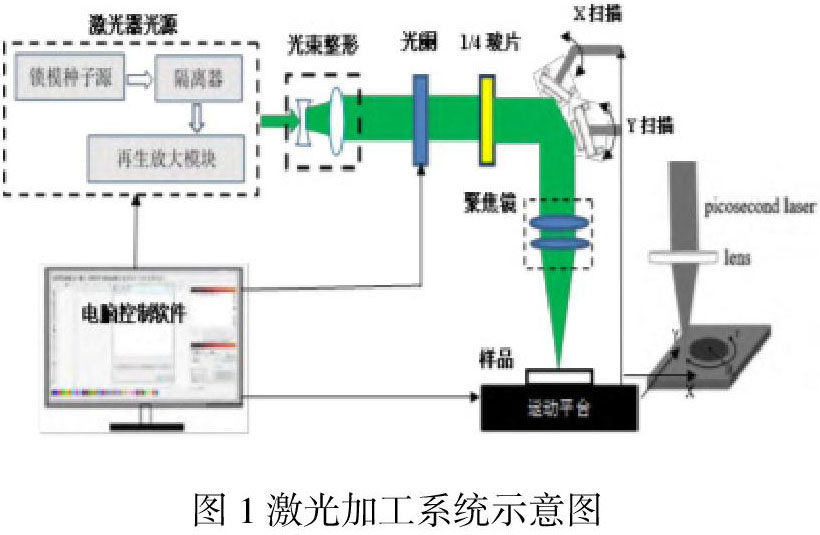
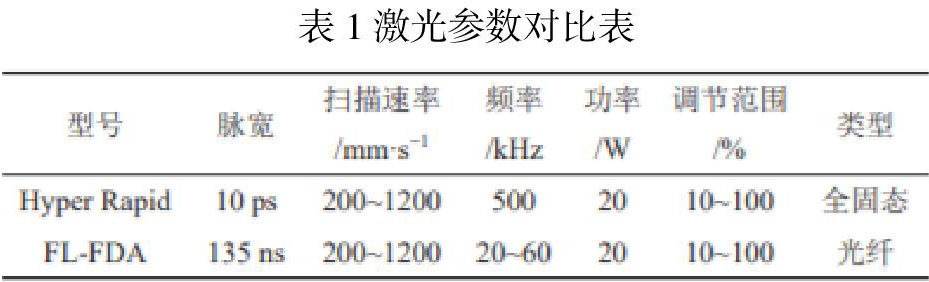
选取牌号N40的厚度0.7mm、直径2mm钕铁硼圆盘进行激光打孔实验。本实验采用环切法打孔,激光光斑聚焦在材料上,加工系统通过X、Y扫描控制进行微加工,加工图形为圆环,环切法优势在于可以有效避免高斯光束分布不均匀造成的小孔圆度不够,减小加工误差;高速扫描有效地降低光斑重叠率,降低热沉积,减小热效应影响,提高硬脆材料微孔加工质量。将钕铁硼材料悬空固定在加工台上,调节聚焦系统使激光作用于材料上,从顶层逐步去掉加工处的材料,如图1所示。激光光源采用美国相干公司皮秒激光器,本设备采用锁模种子源泵浦再生放大器结构,与传统纳秒光纤激光器加工效果进行对比,两种激光参数如表1所示。图1中为皮秒激光器结构,光纤激光加工时激光器光源部分整体换为光纤激光器。通过计算,在同等功率下,皮秒激光因为脉宽更窄,其峰值功率密度为光纤激光器的1500倍。采用扫描电子显微镜(型号日立S4800)观察钕铁硼材料样品,此设备采用大样品室的半内透镜设计,新型物镜采用专利的ExB设计。1kV低加速电压时有2nm的分辨率。利用扫描电子显微镜可以更加清晰的观察材料结构,特别是材料微裂纹情况。
2钕铁硼国内研究现状
研究了磁控溅射穿透对烧结钕铁硼性能和微观结构的影响,发现镝元素高温扩散后,可在磁体内部引发钕置换反应,形成富含钕的均匀连续相,并在圆柱形晶粒(Nd,Dy)的表面积上形成2Fe14B对于10毫米钕铁硼磁体,扩散后无镝和低镝,扩散处理后的修正力分别增加52%和32%。利用烧结磁体技术,结合晶界扩散处理技术,在实验室成功获得了Br=12.9KGs、Hcj=35.0KOe、Bh=40.3MGO高矫顽力磁力。将烧结后磁体的粒径从20μm减小到10μm,.研究了柱状晶粒扩散和沿晶界扩散两种方式,结果表明,稀土在晶界的扩散系数是柱状晶粒扩散系数的一百倍。此外,还提出了双趋势扩散模型,阐明了稀土元素在钨中扩散的物理过程,并用于指导烧结钨晶粒扩散过程的优化。重点介绍了烧结钕铁硼磁体对耐热性的影响,根据分析结果,提出了更换主要元素、提高合金元素晶界附加性能、调节制备工艺等提高磁体耐热性的三种方法。研究添加烧结锰晶体元素对磁体耐热性的影响。总结了熔炼工艺、氧含量、粒度、烧结温度和回火工艺等参数对磁体性能和耐热性的影响。分析总结了烧结钕铁硼磁体的研究情况。采用25公斤的真空中频感应电炉制造钕铁硼铜合金锭和速凝鳞片合金锭。采用XRD分析测试法、磁性能测试法等方法,分别研究了凝固过程、氢破碎过程、抗氧化剂、合金元素、温度、工艺对烧结钕铁硼磁体磁性能和微观结构的影响。在研究磁体温度系数随内部性能和结构因素变化规律的基础上,掌握了高温稳定烧结用Nd-Fe-B磁体的设计原理。
3钕铁硼磁体皮秒激光微加工
3.1皮秒激光器微孔加工效果
实际加工中优质微孔应热效应小、残渣少、锥度小、微裂纹少、内壁光滑。激光加工过程中接触点和材料的温度变化剧烈,即迅速达到高温后立即下降,高温过程中材料会产生液相、汽相变化,受大的热效应影响,会产生较大的应力变化,使材料产生微裂纹。微裂纹不易发现,但是这种忽视会对整体的部件产生严重影响,所以加工过程中要尽量避免微裂纹。图1给出了加工效果的SEM照片。由图1a可以看出入口热损伤小,圆滑,微孔残渣很少;由图2b可以看出出口圆度适中,无热损伤;由图1c可以看出加工后微孔内壁光滑,残渣少。在全固态皮秒激光器功率20W,脉冲宽度10ps,频率500kHz,功率通过电动可调衰减器调节95%情况下,激光入口直径47.9μm,出口23.0μm,材料厚度0.7mm,孔锥度1.01°。
3.2解决反挤压钕铁硼磁环裂纹的措施
研究人员通过有限元模拟发现,反挤压变形采用圆柱压头在挤压变形时压头端面和侧面过渡区域之间会产生应力集中,导致裂纹的产生。这为人们从模具结构方面考虑降低变形过程中的应力可以减少裂纹的产生提供了参考。采用不同倒角半径的压头制备了钕铁硼磁环,他们发现随着倒角半径的增加,磁环内壁变得更加光滑,但是,倒角半径过大会降低变形时的有效应力和有效应变,对磁环的性能产生不利的影响。因此选择合适的压头倒角不仅可以改善裂纹情况,同时对于磁环性能的改善也有积极的作用。此外,反挤压磁环在变形过程中是依靠压头的挤压,材料从模具和压头之间的空腔向上流动,轴向方向没有约束,这是导致磁环的顶部产生裂纹的原因。有研究表明,在磁环的顶部施加背压力达到0.5MPa时可以有效的抑制磁环顶部开裂,并且不会对磁环顶部的晶粒排列和性能产生影响,因此通过在变形过程中施加一个轴向方向的压力可以改善反挤压环顶部的裂纹情况。采用施加背压力的方法制备出了Br=1.04T、iHc=980kA/m的无裂纹钕铁硼磁环。为了保证挤压变形过程中施加持续的背压力,设计研发出一种各向异性钕铁硼磁环的近终成型加工装置,该装置可以在挤压变形过程中对磁环的顶部始终施加反向的压力来消除磁环顶部裂纹,保证磁环成品率。
3.3成形-烧结一体化工艺
(1)磁场方向(Pressing)的形成。使用自动磁力压缩机按压2 ~ 4公斤的大胚胎,机器人自动用干燥等静压运输。应用于PDCC磁场定向成型的自动磁压力机,在材料自动称重、模具喷涂、定向成型、模具成型、机器人夹紧等情况下,基本符合传统的自动磁场。但是,只有,磁单元成型后现有的(2)干燥等静压等。将磁胚密度提高到约4.5g/cm3,通过干压和其他静压提高磁铁密度均匀性。干燥等静压也称为干燥袋粉末辅助成型装置,将形成磁场方向的低密度块(密度3.6-4.0g/cm3)放置在橡胶软袋中,橡胶软袋容纳比磁性块稍大的腔体,通过绝缘外部橡胶套挤压橡胶软袋,使块密度提高到约4.5g/cm3(密度值是关键)该工艺提高了圆柱形、方形、风块(异形)等各种形状磁块的密度和均匀性,在烧结效果、磁表达等方面具有传统意义。干燥等静压是钨从成形到烧结自动化的关键。(3)工件切割。干燥等静压后,磁性机器人会自动被送到金刚石切割机,在烧结前切割胚胎,切割后再将磁性装置放回锡墨盒(XY机器人自动编码箱)。工件切割是首次应用于玉石、平板等材料切割的金刚砂切割工艺,具有切割效率高、材料损耗小(切割0.2-0.3毫米)的优点,近年来在烧结磁铁的切割中得到了广泛应用。(4)连续烧结。装满箱子的石墨粉箱子用自动堆叠处理,连续进入烧结路进行烧结。切割后得到的磁块在真空高温下进入烧结炉。PDCC工艺采用了隧道窑等新型连续无面食焙烧炉,在赛道上滑行,结构简单,可靠性高。熟练使用材料托盘的前、后隔热挡板,避免各种温度区域的热辐射干扰。同时,末端高温区使用针阀引入小氩气体,低温区真空泵总是抽真空控制一定范围的真空,小氩流量不影响温度区的分布,低温区的气体沉淀不影响高温区的材料。
3.4反挤压钕铁硼磁环成型过程中的润滑与粘模
反挤压磁环经常使用的润滑剂是二硫化钼、氮化硼等,此类润滑剂在高温下延展性差,在变形过程中会发生开裂,甚至是发生脱落,出现模具与坯料粘连的现象,造成脱模困难,这不仅会造成磁环开裂降低成品率,还会缩短模具的使用寿命。因此解决反挤压磁环脱模困难的问题,对反挤压磁环制备技术的推广应用有积极的作用。使用氮化硼粉末和石墨粉末按质量比混合作为润滑剂解决了变形过程中发生的黏模问题,提高了磁环成品率和模具使用寿命;在制备工艺上他们还采用了热压前冷压预压处理,有效的减少了晶粒长大的问题。使阴模和冲头可以移动并且分别单独加热,解决了感应加热线圈固定不可移动的问题。阴模及与之配合的感应线圈都可以移动,实现了保护脱模,避免了脱模过程中发生磁环断裂的现象。
结束语
为验证皮秒激光器加工效果,采用对比光源纳秒光纤激光器加工,纳秒光纤激光器加工热效应明显,材料容易产生裂纹;皮秒激光器热效应小,微孔表面残渣少,微孔内壁光滑,皮秒加工微孔更具优势;采用全固态皮秒激光器环切法进行微加工,激光重复频率500kHz,扫面速度500mm/s,得到入口直径47.9μm、出口23.0μm、材料厚度0.7mm及孔锥度1.01°的优质微孔;对皮秒激光加工适宜的离焦量为0.2mm左右。
参考文献:
[1]彭英知,莫佳琳,王全永,唐艳琼.国内外稀土钕铁硼永磁材料产品标准比对研究[J].标准科学,2020(08):89-94.
[2]武卯泉.钕铁硼生产取向成型工艺段自动化系统设计[J].机械工程与自动化,2020(03):170-172.
[3]王文华,郭丽,宋丽平,曾庆平,钟可珺,张燕萍.氟离子选择性电极法测定钕铁硼废料中氟含量[J].化学工程与装备,2020(06): 234-235.
[4]江英英,甘正明.高性能粘结钕铁硼磁性材料生产工艺环境影响分析[J].绿色科技,2019(24):151-153.
[5]张葆华.钕铁硼生产中烧结挥发物的相关研究[J].中国金属通报,2019(11):264-265.
[6]张友亮.烧结钕铁硼产品不合格镍/铜/镍镀层退除速率的研究[J].电镀与环保,2019,39(02):70-71.

 京公网安备 11011302003690号
京公网安备 11011302003690号

