


- 收藏
- 加入书签
一种新型绿色环保复合生态板的生产工艺及发展前景
 打开文本图片集
打开文本图片集
 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/kjys/kjys201908/kjys201908264-3-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/kjys/kjys201908/kjys201908264-3-l.jpg">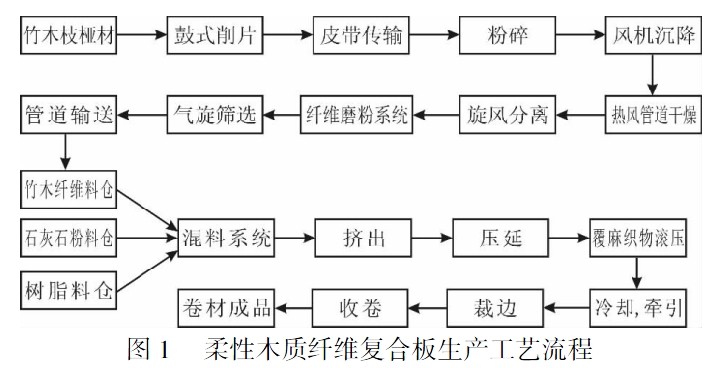
摘要:在建设生态文明社会的时代背景下,研发绿色环保且具有防水防潮功能的复合生态板成了复合板生产企业追求的目标,也是未来复合板制造行业产品研发的必然趋势。本文以柔性木质纤维复合板为例,研究了一种绿色环保且具有防水防潮功能的复合生态板的生产工艺,对未来复合板发展的前景进行了展望。未来的复合生态板必然向着多功能的方向发展,将更加环保,符合生态环境建设的国家战略目标,而且纳米技术在生态复合板中会得到更加广泛的应用。抓住未来复合板发展的趋势,提高复合板的生产工艺,将是复合板生产企业的发展方向。
关键词:复合板;绿色环保;柔性木质纤维复合板;防水防潮
复合生态板是近些年出现的一种新型的环保木制材料,它广泛应用于室内装潢、整体橱柜、以及室内地板等诸多领域。该材料采用先进的卷材生产工艺,生产过程低碳节能,没有甲醛释放,不会对环境造成任何污染,符合环保要求,而且材料经济耐用,装饰效果十分美观。因为目前,我国可利用的复合生态板生产材料非常有限,对木材资源的使用有一定的生命周期,复合生态板的产量比较有限。而且目前市场上的复合生态板存在较大的缺陷,比如防潮功能不强,甲醛释放能力较弱,环保的优势表现得还不太明显,不能满足客户的需求。因此有必要提高复合生态板的生产工艺,研究其发展前景,为复合生态板的发展提供更加广阔的发展空间。
一、复合生态板的概念
生态板是将带有不同颜色或纹理的纸,放入生态板树脂胶粘剂中浸泡,然后干燥固化后,将其铺装在刨花板、细木工板等表面,经热压而成的装饰板。复合生态板是指将生态板覆在另一块木板上,中间通过刷胶粘和而成。目前上,市场上的复合板由很多不同的材质制造而成,本文选择其中优势比较明显,应用比较广泛的柔性木质纤维复合板作为研究对象。这种复合生态板有较高的耐磨性和轻弹性,且绿色环保,广泛应用于墙面、家具面板和地面,装饰效果非常好。
二、复合生态板的生产工艺
复合生态板的制作包括三方面的内容,一是甲醛的净化,以使制作出的复合板不污染环境,符合环保要求;二是柔性木质纤维复合板的制作工艺;三是增加防潮功能,下面进行详细地分析。
(一)甲醛净化的制作
甲醛净化生态板的生产过程包括两项内容,一是制造甲醛净化浸渍胶膜纸;二是将甲醛净化浸渍膜纸压贴在柔性木质纤维复合板上,使其具有甲醛净化的功能。其具体制作过程如下:
1、甲醛净化浸渍胶膜纸的生产
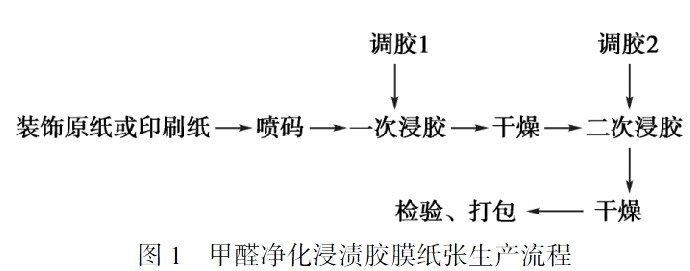
甲醛净化浸渍胶膜纸生产流程如下图1所示,首先对装饰纸进行喷码,然后经过两次的浸胶和干燥,最后进行检验和打包,两次浸胶的时候都需要进行调胶的工作。
甲醛净化浸渍胶膜纸和普通浸渍胶膜纸的区别的关键是在调胶和二次浸胶工序中添加甲醛净化添加剂。甲醛净化添加剂的主要成分是起净化作用的甲壳素和纳米硅片等天然物质,它们会随着三聚氰胺甲醛树脂溶液附着在浸渍纸表层,经过干燥预固化后形成甲醛净化浸渍胶膜纸。
调胶:首先把一定量的聚氰胺甲醛树脂溶液注入调胶罐内,然后按比例加入脱模剂、渗透剂、除尘剂等助剂及甲醛净化添加剂和固化剂,搅拌直到凝固,固化时间冬季5.5分钟,夏季7分钟,固化后还要继续搅拌一段时间,以确保添加物全部溶解,以备使用。
二次浸胶:将调制好的胶水分别与胶泵、胶槽、胶水回流系统连接好,根据复合板及三聚氰胺甲醛树脂溶液特性调整浸胶量、预固化度等参数。
浸渍胶膜纸储存:建立配有空调的浸渍胶膜纸储存仓库,仓库的温度要在25 ℃以下,湿度低于75%,储存时间最长为两个月。
2、甲醛净化柔性木质纤维复合板
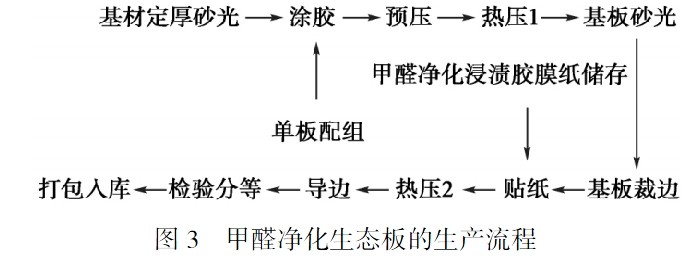
甲醛净化生态板的关键工序为调胶、二次浸胶、甲醛净化浸渍胶膜纸储存、贴纸、热压。其生产流程如下图3所示:
贴纸:按需求在基板上双面覆贴三聚氰胺浸渍胶膜纸,浸渍胶膜纸需完全盖住基板。
热压:采用单面热压工艺,一面热压完成冷却后再压另一面。热压工艺为:单位压力0.6-1.0 MPa,温度(125 ± 5) ℃,时间8-10分钟。热压后板面要求平整光洁,无干湿花及亮点,无垃圾压痕等缺陷。
(二)柔性木质纤维复合板的制作
1、原材料的选择及木质纤维的制作
柔性木质纤维复合板的主要原料成分是天然植物纤维,天然植物纤维占到复合板材料的40%以上。天然纤维的来源植物主要是松木、杨木的小枝桠。原料直径要在2cm以上,且没有发霉,没有杂质。同一批次的原料含水量要均匀,以利于后期较好地控制干燥时间。如果原材料含水量不同,可以采用气力输送风量,控制原料管道中的干燥时间,以保证其最终的含水量。对于竹材、秸秆类等材料,特别是对木材的处理,要经剥皮、去杂后削成木片,尺寸控制在2cm左右,采用鼓式削片机进行强制进料。
2、混合配料
采用破碎机行粗粉碎,经热风管道干燥后,木皮含水量为8%-12%。最后,通过使用磨粉机将木皮加工为80-120目的木纤维粉。木纤维粉在预处理时,可采用高速混料机,将其与树脂颗粒、石灰石等高速均匀地搅拌混合,在混合的过程中,注意树脂颗粒是否分布均匀。
3、天然纤维表面的改性处理
因为纤维素纤维很难与聚合物相容,难以形成符合材料,因此在热塑性树脂与木纤维粉混合时,可适当加用木粉处理剂,以提高两者的结合性能。因此,需要在木质纤维研磨后进行接技共聚改性处理,达到充分利用纤维的优良性能,从而改善其浸润性。
另外,为了稳定基体树脂聚合物与纤维键合,需通过界面偶合改变界面粘合性,减少纤维表面的羟基与自身的吸水性。
4、压延与覆麻背衬及后处理
待混合料挤出后,需将片材辊压至厚度均匀、大幅面,采用辊筒压延机进行辊压。然后在背面覆麻编织增强网,提高其强度和稳定性能。最后在后处理方面,在加工的过程中需要合理控制温度,冷却、裁边等工序需在冷却后进行,这有利于尺寸的稳定与物料的成型。

 京公网安备 11011302003690号
京公网安备 11011302003690号

