


- 收藏
- 加入书签
高速铁路隧道接触网预埋槽道全过程施工质量管理及常见问题整改对策
 打开文本图片集
打开文本图片集
 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-3-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-3-l.jpg"> < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-4-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-4-l.jpg">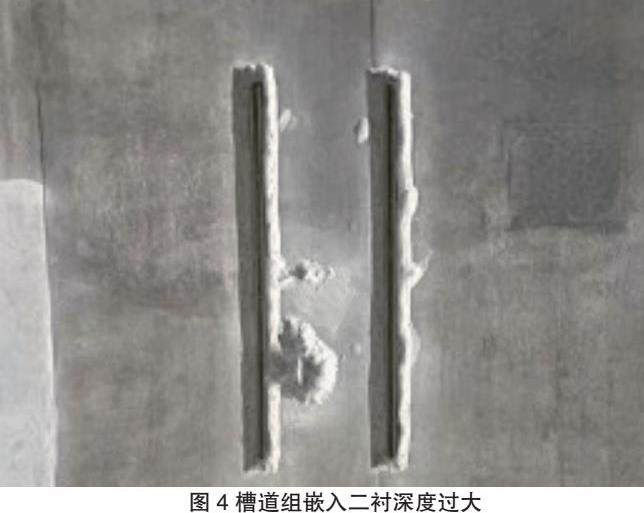 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-5-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-5-l.jpg"> < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-6-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-6-l.jpg">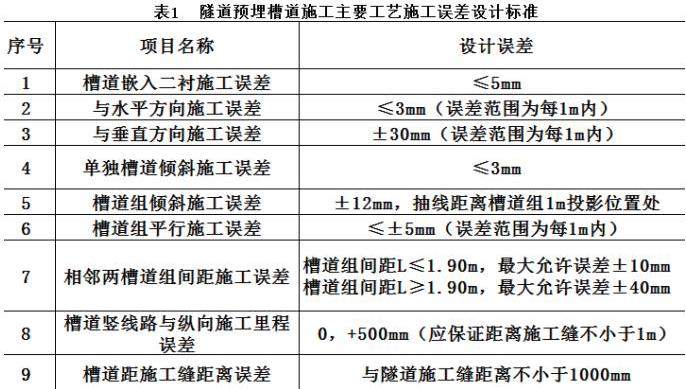 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-7-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-7-l.jpg">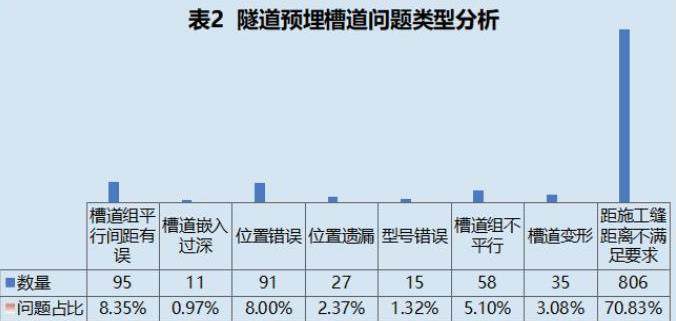 < a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-8-l.jpg">
< a rel="example_group" title="Custom title" href="http://img.resource.qikan.cn/qkimages/616c/616c202321/616c2023211076-8-l.jpg">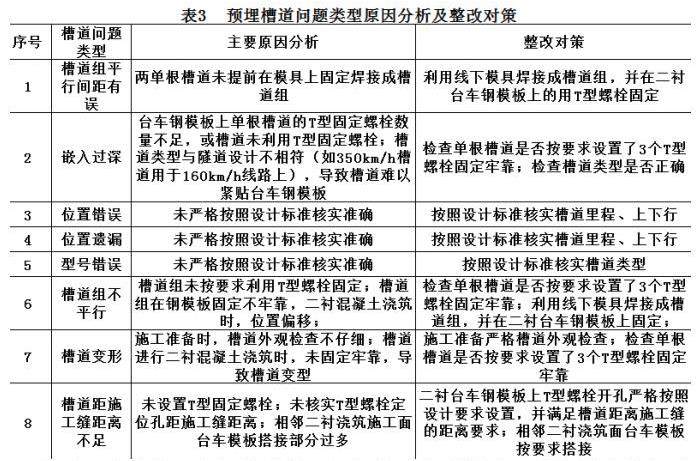
摘要:本文旨在全面梳理高速铁路隧道内接触网预埋槽道全过程施工流程、质量及工艺要求,分析施工各环节问题发生的原因并提出有针对性的整改措施,达到施工全过程各环节质量管理的目的。
关键词:接触网;高速隧道预埋槽道;质量工艺;全过程质量管理
Abstract:The purpose of this article is to comprehensively review the entire construction process, quality, and process requirements of the embedded groove of the overhead contact system in high-speed railway tunnels, analyze the causes of problems in each construction link, and propose targeted rectification measures to achieve the goal of quality management in each link of the entire construction process.
Key words: Catenary;Embedded channel of high-speed tunnel;quality process, whole process quality management
0 引言
高速铁路隧道内接触网设备悬挂需利用预埋槽道固定,实际工程实施中,预埋槽道施工质量和工艺却存在很多问题,其中发现问题的预埋槽道大多数是难以通过有效方法整改利用的,例如槽道安装里程错误、槽道安装型号错误、槽道施工工艺不合格不能满足接触网吊柱安装条件等,在这种情况下,只能废除原有预埋槽道,除特殊情况重做二衬将槽道重新预埋外,整改方案几乎就是采用外置槽道。遗憾的是,由于外置槽道施工质量及工艺标准要求较高,整改后的外置槽道同样存在很多的问题,对隧道内接触网工程进度及质量产生较大影响。基于这一客观情况,本文旨在全面梳理高速铁路预埋槽道全过程施工流程、质量及工艺要求,分析常见问题产生原因及有效控制措施,提高预埋槽道精准施工水平,达到全过程施工工艺质量管理的目的。
1 主要施工工序
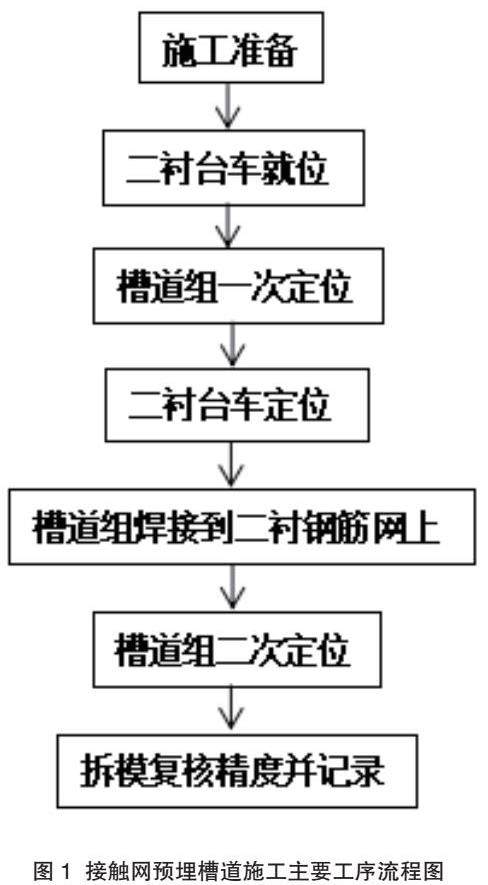
隧道内预埋槽道主要施工工序:1)施工准备,包括设计施工图纸审核,槽道型号及数量提报(型号与隧道设计相符合,避免槽道弧形与台车不密贴),进场检查、验收,槽道提前焊接组装(即将两根单槽道在模具上进行焊接加工,确保槽道组尺寸精度和质量);2)二衬台车就位,主要是将二衬台车移动到施工位置,并初步核对台车中心线和隧道中心线位置是否一致;3)槽道组在二衬台车上一次定位,将不同型号的槽道通过T型螺栓固定在台车钢模板上,并核实各槽道的型号、位置参数;4)二衬台车定位,确认二衬台车移至最终施工位置,包括二衬台车所在里程、净空核实等;5)槽道焊接到二衬钢筋网上,主要是将二衬钢筋网中的环形接地钢筋两端分别与槽道组及隧道底部预留的综合接地端焊接固定;6)槽道组在二衬台车上二次精确定位,即再次核实预埋槽道最终里程、型号等相关重要参数是否与设计相符,并紧固T型螺栓固定槽道;7)拆模复核精度并记录,包括固定T型螺栓拆除、二衬养护及施工误差检查记录等。接触网预埋槽道施工主要工序流程如图1。
2 主要施工工序工艺质量控制
隧道预埋槽道施工关键施工工序工艺质量控制包括:槽道外观检查、槽道组装焊接、台车钢模板上开槽道T型螺栓定位孔、槽道组一次定位、槽道组在二衬钢筋网上焊接固定、槽道组二次定位、二衬浇注及脱模。
2.1 槽道外观检查
槽道整根无扭曲损伤变形,槽道内发泡填充物完整无缺,槽道长度符合组装焊接型号要求。
2.2 槽道组装焊接
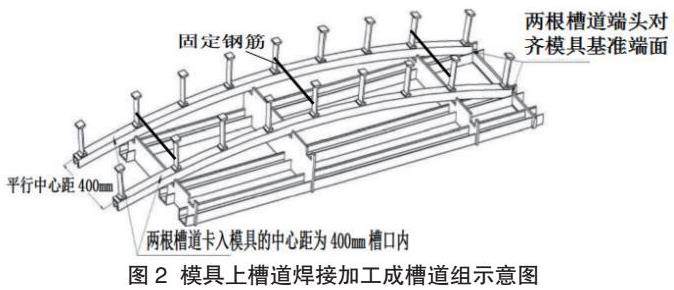
对两根单槽组成的槽道组,先采用模具定位的方式进行定位,模具定位尺寸采用线切割的方式加工而成,保证了槽道组尺寸的高精度、高质量,例如:接触网吊柱A型槽道两根槽道间距400mm、中心锚结下锚处D型槽道两根槽道间距600mm,可设计成满足槽道中心距为400mm 和600mm使用模具,再将两根单槽放在模具上进行焊接加工成槽道组,每组槽道合理布置三根钢筋焊接固定,并将焊接位置及时喷锌防护,避免槽道镀锌层受损,同时检查焊缝是否饱满、牢固,避免在台车二衬灌注混凝土时槽道发生移位,如图2。
2.3 台车钢模板上开槽道T型螺栓定位孔
按照设计要求各类型槽道在隧道内的布设位置,在台车钢模板上进行 A、B、C、D、E、F 等各类型槽道开孔(孔的长边与槽道的槽方向一致,如图3),施工单位可根据隧道内槽道数量选择提前在台车钢模板上开孔,数量较少的槽道开孔可选择现场安装前切割,使用后封堵即可。开孔应考虑台车搭接长度,严格按照图纸要求控制槽道距台车边缘的距离,确保槽道距隧道施工缝距离满足设计标准。为确保槽道与台车钢模板密贴,避免槽道嵌入二衬深度过大(如图4),每个槽道前中后应各设置1个T型螺栓紧固,由于台车预留有冲顶孔、注浆孔,这些预留孔应避免与槽道位置冲突,因此在台车设计时要综合考虑预留孔与槽道位置,进行合理布局。
2.4 槽道组一次定位
槽道组一次定位主要是将焊接组装好的槽道组或单根槽道,通过T型螺栓定位孔提前安装在二衬台车钢模板上,以保障槽道组安装精度(若槽道组通过焊接在二衬钢筋网上进行定位固定,则槽道组位置的施工精度较难控制)。
2.5 槽道组在二衬钢筋网上焊接固定
槽道组在二衬台车钢模板上安装完成后,根据设计接地要求,将槽道组和二衬钢筋网中的环形接地钢筋进行可靠焊接,连接钢筋焊接应在槽道锚杆部位(如图5),环形接地钢筋另一端与隧道底部预留的综合接地钢筋端进行可靠焊接,接地连接后检测槽道贯通电阻,测试合格后方可进入下道工序。
2.6 槽道组二次定位
再次核对槽道组里程、型号及接地焊接等情况无误后,在台车钢模板上的开孔位置将T型螺栓紧固固定槽道组,使槽道组与台车钢模板密贴、可靠,这是防止槽道埋深过大的关键工序,注意各螺栓拧紧一致,防止受力不均引起槽道变形,如图6。
2.7 二衬浇注及脱模
台车模板封堵完后,进行二次衬砌浇注,脱模前将T型固定螺栓松开,打开封堵,将T型螺栓反方向旋转90度取出,槽道表面少量水泥浆剔除时,应注意不得破坏槽道本体防腐层,以免使材料强度发生改变。
3 主要问题原因分析及整改对策
3.1 隧道预埋槽道主要施工工艺误差设计标准
高速铁路隧道预埋槽道的里程、位置、间距、型号等技术参数依照设计图要求确定,主要施工控制项目包括:槽道嵌入二衬施工误差、与水平方向施工误差(槽道顺线路方向,下锚处较多)、与垂直方向施工误差、单独槽道倾斜施工误差、槽道组倾斜施工误差、槽道组平行施工误差、相邻两槽道组间距施工误差、槽道竖线路与纵向施工里程误差及槽道距施工缝距离误差等,主要工艺施工误差设计标准数值如表1。
从表1看出,设计对槽道施工各工序工艺精度控制误差要求均很高,为确保各项技术指标满足设计规范,施工时严格控制好预埋槽道全过程工序环节施工质量,并做好复核记录,确保施工质量和及时能对问题进行整改。
3.2 主要问题类型分析
现场验收检查发现,预埋槽道出现的主要问题包括:槽道组平行间距有误、槽道嵌入过深、位置错误、位置遗漏、槽道变型、槽道距离隧道施工缝距离不满足设计要求等问题,以某高铁为例,预埋槽道检查发现主要问题类型情况分布见表2:
3.3 问题原因分析及整改对策
通过表2问题类型分析,槽道距离隧道施工缝距离不满足设计要求的问题占了总问题的七成以上,其次分别是槽道组平行间距有误、位置错误、槽道组不平行等,生产的主要问题原因分析及整改对策见表3。
通过上述分析,我们发现施工组织管理在质量及工艺控制中发挥了主导作用。在现场检查工作中,施工组织管理中比较突出的问题有:一是项目部技术负责人思想不重视,未认识到预埋槽道施工质量对后续接触网施工进度、高铁整体工期乃至后续运维的带来的较大的施工及安全影响;二是项目部相关施工管理制度的缺失,未编制预埋槽道标准化施工作业指导意见,导致施工人员不能得到统一培训和指导;三是现场监督制度落实不足,未形成有效的工序及工艺质量检查卡控流程,导致同样的问题不断出现且难以有效控制;四是现场技术人员业务能力及工作责任意识不够,对槽道设计施工精准度要求认识存在较大不足,导致预埋槽道施工是否满足设计标准未能得到严格把控;五是建设接口工程施工管理制度不完善,接触网预埋槽道作为站前与站后的接口工程,在日常管理中,很多问题未能形成良好的现场管理、检查及反馈机制,导致现场施工发生的问题得不到及时整改。
4 结束语
高速铁路隧道内接触网预埋槽道是站前和站后主要接口工程之一,在实际施工过程中,很多的问题在被发现后还是会不断出现,仅强调施工组织管理工作还是不够,关键是要找出施工全流程各环节问题产生的原因和实施有针对性的整改方法,并落实日常管理要求,将问题在源头处理好,形成快速、高效的现场施工质量及工艺管理制度,才能切实做到减少或基本消除预埋槽道施工过程中存在的问题,提高现场施工质量,保障铁路建设安全。
参考文献:
[1]中华人民共和国铁道部.电气化铁路接触网隧道预埋槽道: TB/T 3329-2013[S].北京: 中国铁道出版社,2013.
[2]张维武等.高铁隧道接触网预埋槽道二次定位施工工艺:中国,201510095044.1[P].2015-03-04.
[3]TB 10753-2018,高速铁路隧道工程施工质量验收标准[M].北京:中国铁路出版社有限公司,2018.
[4]高速铁路隧道内接触网槽道预埋安装设计参考图.

 京公网安备 11011302003690号
京公网安备 11011302003690号

