



- 收藏
- 加入书签

桥式起重机的钢结构主梁下挠分析
 打开文本图片集
打开文本图片集
摘 要:桥式起重机是以桥型主梁的金属结构作为主要承载构件,是影响起重机正常运行的重要因素。本文主要介绍了起重机主梁挠度的技术要求,测量方法,超标后的修复方法,为使用单位管理和使用起重机提供参考。
关键词:桥架型起重机;钢结构主梁;下挠修复
近年来,桥架型起重机是管片厂等大型构件施工生产中的重要工具和设备,在定期的检测检验中,主梁的拱度、挠度检验是很重要的环节,是《起重机械监督检验规程TSGQ7016-2016》中判定桥架型起重机是否合格的重要因素。对存在安全事故隐患,无改造、修理价值的桥式起重机,或者达到国家安全技术规范规定的报废期限,应当按要求及时予以报废。从桥架型起重机开始安装到投入使用,随着设备持续或间断的作业过程中,主梁拱度开始逐渐减少,到达一定程度时就可能产生下挠,主梁的受力状态随之改变,影响使用安全,严重时还会发生主梁钢结构变形、开裂,甚至失稳或断裂等事故。本文就起重机主梁下挠的原因等方面做一些分析,为工程使用提供参考。
1、起重机主梁挠度的基本概念
1.1桥架型起重机
按照国标通用术语定义,桥架型起重机指其取物装置悬挂在能沿桥架运行的起重小车、葫芦或臂架起重机上的起重机[1],在炼钢厂、管片生产厂等大型生产厂房内,通常作为重要的运输和吊装工具。因桥架型起重机自身的结构特点,使得桥架下方的空间可以被充分利用,吊装运输货物基本不受地面堆放物的影响,其本身的结构优势和使用稳定性使其在工厂生产中被广泛使用。
1.2主梁上拱度
按照国标GB/T 6974—2008《起重机名词术语》定义:“以桥架两端梁上平面为基准,主梁上平面相对于基准面向上弯曲,主梁跨中向上弯曲的最大上拱值称为主梁的上拱度”。由于工作等级、主梁自重、起吊物等因素影响,主梁在运行过程中会产生弹性下挠,国内桥架型起重机在制作过程中会预制上拱度,目的是为了增强主梁的承载能力,并减缓在使用过程中小车的爬坡和溜车。但实际上,通过预制拱度使小车在运行时保持水平状态只是一种理想状态,考虑起重机运行时,起重量随作业要求是动态调整的,小车的作业状态随之变化,不完全处于满载状态,导致小车的运行出现时而溜车、时而爬坡的问题。
通过收集部分国家对于上供度的规范限制要求,发现各区域(国家)对上拱度的要求不尽相同,例如:欧盟对上拱度无明确要求;随着标准《Cranes - Stiffness - Bridge and gantry cranes》ISO22986:2007的发布,日本、美国等国家对起重机主梁上拱度的观点有了重新认识,发现了上拱度对起重机在使用过程中的使用性能和安全性能存在一定影响。
1.3主梁下挠修复的界限判定
桥架型起重机的钢结构主梁,由于在使用过程中的各种原因发生了上拱度逐渐减少的现象,原始拱度变化,向下产生了一定的变形量,主梁在水平线以下产生的永久变形,称为主梁下挠[2]。在主梁下挠过程中,《GB 6067-85 起重机械安全规程》对下挠的允许范围值进行了规定,当超过规定值时,该起重机就不能再继续使用,“对于一般桥式类型起重机,当小车处于跨中,并且在额定载荷下,主梁跨中的下挠值在水平线下达到跨度的1/700时,如不能修复,应报废”[3]。在起重机的定期检验时,同样对挠度提出了要求,《TSG7015-2016 起重机械定期检验规则》约定,对于有调速控制系统和定位精度要求的桥、门式起重机,如设计文件对该要求不明确的,按照起重机的工作等级进行检验,对A1~A3级,垂直静挠度不大于S/700;对A4~A6级,垂直静挠度不大于S/800;对A7级、A8级,垂直静挠度不大于S/1000;悬臂端不大于L1/350或者L2/350[4](S为跨度,m;L1、L2为有效悬臂长度,m)。
2、主梁下挠的检测检验
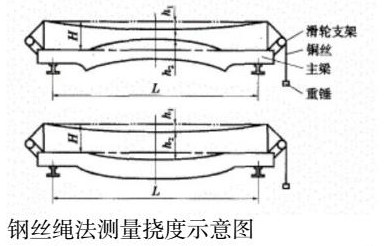
主梁下挠的检测,传统的检测方法是钢丝绳法或水准仪法测量。检测前,将小车或电葫芦停至轨道端部并处于空载状态。
2.1 钢丝绳法:适用于普通桥式起重机,选用直径0.49mm-0.52mm的钢丝绳,拉在主梁上盖板宽度中心的位置,一端固定,绕过高度为H的等高块,另一端悬挂拉力为150N的试验重锤,对跨中处S/10范围内进行测量,筋板处钢丝与主梁间的距离为h((h1+h2)),h与H之差即为主梁上拱度值或下挠值(考虑钢丝自重的修正值),当h>H时,即主梁下挠,应密切关注。如下图所示:
钢丝绳测量法在实际使用中较为简单,但对于室外工作的起重机,受风力、大跨度等因素影响会造成较大的测量误差;对于单梁起重机,检验人员没办法行走,不易测量,且钢丝绳易弯折,存在测量误差。
2.2 水准仪(经纬仪)法:在地面选择合适位置,将水准仪调平、固定好。将钢直尺固定在吊具上,选取主梁跨中S/10大筋板处进行测量记录,和两端梁中心的标高值进行计算。如筋板处的标高值比两端梁中心标高平均值小,即主梁产生了下挠,下挠值为二者之差。但是,在实际测量中因受到外面因素如地面位置、光线、小车轨道磨损等,导致测量的误差值较大。
3、主梁下挠的原因
3.l 制造的原因。起重机金属结构的各部位,受不同方向的拉应力或压应力等内应力影响,主要是因为结构件在制造过程中受工艺、或强制组装变形产生了附加内应力。另外,焊接过程中受焊接工人技术等原因导致了受热不均匀,造成焊缝及周边的金属收缩,进而金属结构内部产生残余内应力,加上在使用过程中受载荷作用,使主梁产生了很大的应力而引起永久变形。
3.2 使用的原因。起重机的设计使用是有使用环境、工作等级类型等要求的,若未按要求使用,发生超载或其它不合理的使用在设计时是没有进行考虑的,导致因使用不当引发安全问题。不少使用单位对起重机的使用不够重视,长期超载和改变工作类型使用,如某厂一台75t桥式起重机,因操作不规范,经常处于超载的工作状态,使用仅3年就下沉 40 mm,故重视起重机的作业状态,禁止超载使用是非常必要的,也是存在较大危险的。此外,起重机的作业环境也有一定影响,长期处在通风差、尘土多的环境中,加上作业率高,长时间使用,导致主梁钢结构材料产生疲劳;使用过程中,主梁受力状态发生了变化,造成了主梁下挠。
3.3 运输的原因。桥架型起重机为现场组合连接,经过主梁、端梁吊装,桥架组合连接,小车吊装,行走、起升机构调试等程序。在运输过程中,由于主梁为细长大金属结构件,在起吊、安装过程中出现不合理吊装、搬运、错误放置等现象,在组装过程中出现了较大的内应力,在正式投入使用之前已经引发了主梁的变形。
3.4 维修的原因。在对起重机进行维护保养的过程中,由于技术人员没有掌握在主梁上加热引起结构变形的规律,因而在未采取防止变形措施的情况下,就在桥架上进行气割或焊接,导致主梁产生了严重变形。或者对主梁下挠引起的小车爬坡和溜车,在维修时,直接采用在小车轨道下加垫片,加速了主梁的变形。所以,应对维修人员进行定期的培训学习,使其掌握维修保养的基本原理,了解金属结构件变形的规律,尽量避免在结构上加热,必须焊接或气割时,应视具体情况,作出防止变形的措施。
3.5其它原因。根据统计,热加工车间使用的起重机比冷加工车间使用的起重机主梁产生下挠现象更为普遍,下挠的程度也更严重,证明温度对起重机主梁变形的影响是很大的,这是因为持续的高温环境使得钢结构主梁的屈服强度下降。例如,在钢厂等热环境中,冶炼的辐射热使得主梁的下盖板温度持续超过上盖板,导致了下盖板和上盖板的受热伸长不一致,加上载荷的作用,加快了主梁拱度的自然减少。另外,起重机使用方,应注意合理使用,遵守操作规程和必要的制度,这对延长起重机的使用寿命和防止主梁下挠是非常重要的。
4、主梁下挠对起重机性能的影响
4.1 对小车运行机构的影响。如果起重机零负重,空载时,主梁钢结构已处于水平状态或水平线以下,当施加载荷后,主梁同小车轨道将产生进一步变形。小车由跨中向端部运行时,运行机构不仅要克服小车的正常运行阻力,而且面临因轨道倾斜而产生的爬坡附加力,在增加动力消耗的同时降低了小车运行机构的使用寿命,甚至发生了机构损坏或电动机烧坏。
4.2 对大车运行机构的影响。主梁下挠可能会造成大车车轮的倾斜,运行过程中,车轮严重磨损,大大降低车轮的使用寿命甚至出现脱轨的情况。并且,桥式起重机大车运行机构采用集中传动形式,如果传动机构因主梁下挠产生了下大幅度下沉,在运转时,可能使得联轴器齿部折断,传动轴弯曲被联接螺栓断裂等。
4.3 对小车架和小车轮的影响。对于双梁起重机,若两根主梁的下挠程度不一致,小车的车轮不能同时与轨道接触,当某一车轮处于悬空时,导致小车出现“三条腿”现象,影响小车架受力不均。而桥架结构的变形,往往会影响其他结构,例如下挠引发主梁水平旁弯,若向内弯曲则引起小车轨距减小,当轨距减小到一定量,对于双轮缘小车,在运行时会发生夹轨现象;对于外侧单轮缘小车,运行时可能发生脱轨的危险。
5、主梁下挠的修复方法
对主梁下挠变形进行修复,常用的修复方法有两种,一种是预应力法,一种是火焰矫正法,在修复时可根据起重机的实际情况选择使用。
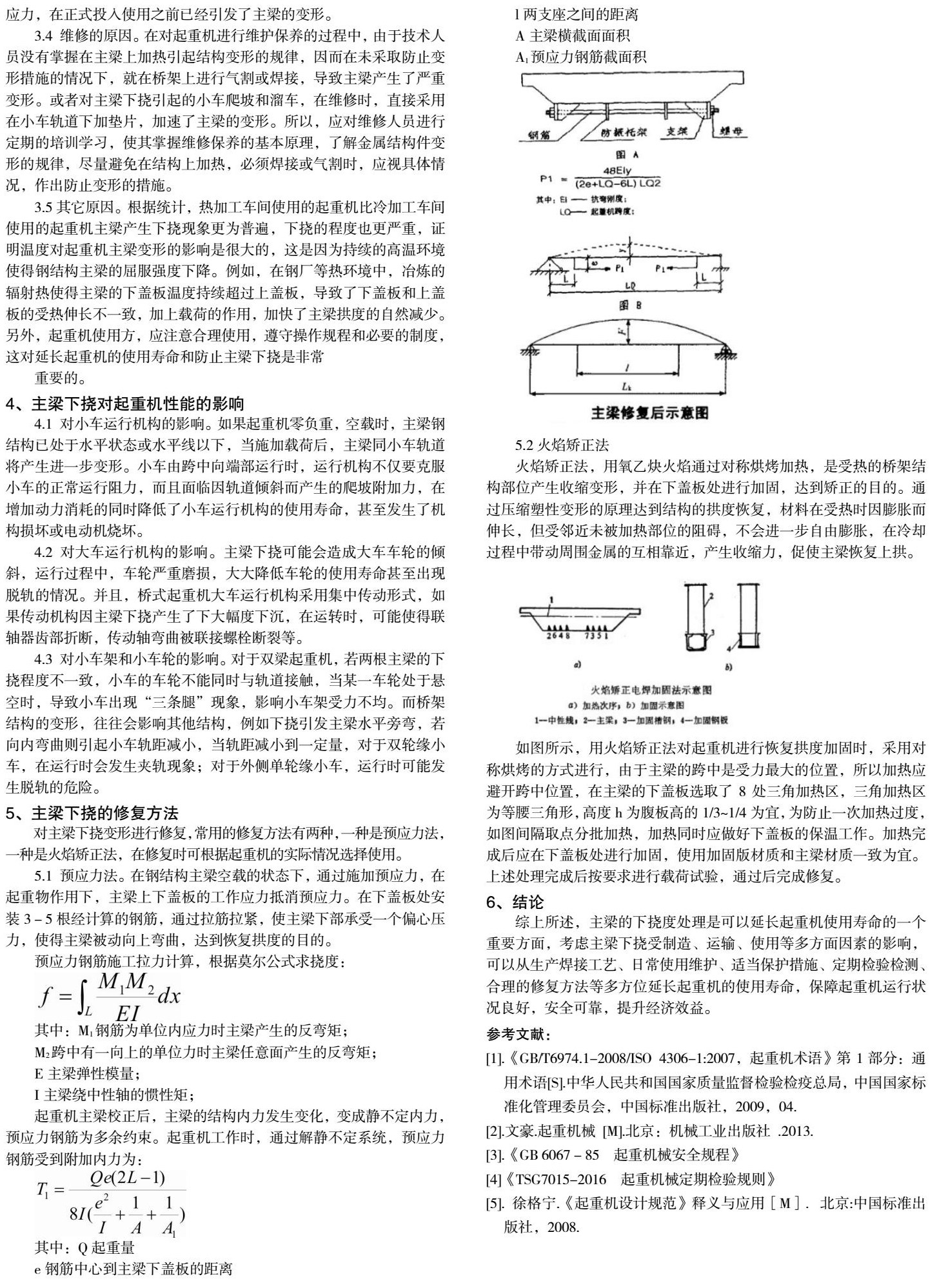
5.1 预应力法。在钢结构主梁空载的状态下,通过施加预应力,在起重物作用下,主梁上下盖板的工作应力抵消预应力。在下盖板处安装3-5根经计算的钢筋,通过拉筋拉紧,使主梁下部承受一个偏心压力,使得主梁被动向上弯曲,达到恢复拱度的目的。
5.2火焰矫正法
火焰矫正法,用氧乙炔火焰通过对称烘烤加热,是受热的桥架结构部位产生收缩变形,并在下盖板处进行加固,达到矫正的目的。通过压缩塑性变形的原理达到结构的拱度恢复,材料在受热时因膨胀而伸长,但受邻近未被加热部位的阻碍,不会进一步自由膨胀,在冷却过程中带动周围金属的互相靠近,产生收缩力,促使主梁恢复上拱。
如图所示,用火焰矫正法对起重机进行恢复拱度加固时,采用对称烘烤的方式进行,由于主梁的跨中是受力最大的位置,所以加热应避开跨中位置,在主梁的下盖板选取了8处三角加热区,三角加热区为等腰三角形,高度h为腹板高的1/3~1/4为宜,为防止一次加热过度,如图间隔取点分批加热,加热同时应做好下盖板的保温工作。加热完成后应在下盖板处进行加固,使用加固版材质和主梁材质一致为宜。上述处理完成后按要求进行载荷试验,通过后完成修复。
6、结论
综上所述,主梁的下挠度处理是可以延长起重机使用寿命的一个重要方面,考虑主梁下挠受制造、运输、使用等多方面因素的影响,可以从生产焊接工艺、日常使用维护、适当保护措施、定期检验检测、合理的修复方法等多方位延长起重机的使用寿命,保障起重机运行状况良好,安全可靠,提升经济效益。
参考文献:
[1].《GB/T6974.1-2008/ISO 4306-1:2007,起重机术语》第1部分:通用术语[S].中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会,中国标准出版社,2009,04.
[2].文豪.起重机械 [M].北京:机械工业出版社 .2013.
[3].《GB 6067-85 起重机械安全规程》
[4]《TSG7015-2016 起重机械定期检验规则》
[5]. 徐格宁.《起重机设计规范》释义与应用[M].北京:中国标准出版社,2008.

 京公网安备 11011302003690号
京公网安备 11011302003690号


