



- 收藏
- 加入书签

基于频谱分析的转动设备振动故障诊断与处理研究
 打开文本图片集
打开文本图片集
摘要:转动设备在工业生产中广泛应用,其运行稳定性至关重要。振动是反映转动设备运行状态的关键指标,频谱分析作为一种强大的故障诊断工具,能够从振动信号中提取丰富信息,精准识别设备故障根源,通过FFT算法将时域信号转换为频域谱图,故障识别准确率提升至92%。本文详细阐述了转动设备振动产生的机理,系统分析频谱分析方法。结合实际案例,展示如何通过频谱分析识别不平衡、不对中、轴承故障等常见问题,并给出相应的振动处理措施,案例表明,该方法可将平均故障诊断时间缩短40%,减少非计划停机损失。
关键词:频谱分析;振动故障诊断;快速傅里叶变换(FFT);转动设备;共振抑制
1引言
转动设备如泵、风机、压缩机、电机等是工业领域各生产环节的核心装备,其持续稳定运行直接关系到整个生产线的效能。据统计,约70%的转动设备故障会引发异常振动(引用杨国安 机械设备故障诊断实用技术 [M]),振动不仅加速设备磨损、缩短使用寿命,严重时还会导致突发停机,造成巨大经济损失。因此,对转动设备振动进行有效监测与处理成为工业维护的关键任务,振动分析常用的方法有时域分析法、包络分析法、频谱分析法,时域分析法有抗噪能力差,无法分析频率成分的缺点,包络分析法有依赖频段选择的缺点,而频谱分析技术凭借其能够将复杂时域振动信号转换为频域特征,相较与为故障诊断提供直观依据,在转动设备运维领域得到广泛应用,并取得了良好的效果。
2转动设备振动产生机理
2.1机械不平衡
转动部件质量分布不均,如制造加工误差导致叶轮、转子等部件重心偏离旋转轴线,在设备高速旋转时就会产生离心力。该离心力大小随转速平方增加,方向呈周期性变化,是引发设备振动的常见原因,其振动频率与转速一致,通常在频谱上表现为基频成分突出。
2.2不对中
包括联轴器连接的两根轴中心线不重合,或是轴承座安装偏差使轴系产生角度或位移偏差。不对中使得设备运转时产生附加弯矩、剪力,进而引发振动,振动频率通常为转频的2倍、3倍等整数倍,在频谱图中以相应谐波形式呈现。
2.3轴承故障
滚动轴承是转动设备易损部件,长期运行后可能出现疲劳剥落、磨损、裂纹等问题。如滚动体表面剥落会产生周期性冲击,振动信号包含轴承通过频率及其谐波,不同部位故障对应不同的特征频率计算公式,如内圈故障频率、外圈故障频率等,这些特征频率在频谱分析中是识别轴承故障的关键标识。
2.4共振现象
当外界激励频率与设备或部件固有频率接近或相等时,会引发共振,使振动幅值急剧增大。共振可能由设备基础设计不合理、管道应力等因素诱发,其振动频谱在固有频率附近出现峰值,一旦发生共振,设备面临严重损坏风险。
3频谱分析基础理论
3.1傅里叶变换
傅里叶变换是频谱分析的基石,它将时域连续信号 (x(t)) 变换为频域函数 (X(f)),公式为:
傅里叶变换将时域连续信号变换为频域函数的公式为:
其中,f(t)是时域连续信号,F(ω)是对应的频域函数,i是虚数单位,ω是频率,t是时间。
通过这一变换,能把随时间变化复杂无规律的振动信号分解成不同频率正弦、余弦波的叠加,以幅值 - 频率、相位 - 频率谱图直观展现信号频率成分分布,明确各频率分量对振动的贡献。例如,对一包含多种频率成分的模拟振动信号进行傅里叶变换后,频谱图清晰呈现出如 50Hz、100Hz 等离散频率峰值,对应信号中的工频干扰及特定谐波分量。
3.2快速傅里叶变换(FFT)
由于传统傅里叶变换计算量大、效率低,FFT 应运而生。它利用信号的周期性和对称性,将离散数据点的傅里叶变换计算复杂度大幅降低,算法时间复杂度从 (O(n^2)) 降至 (O(nlogn)),使得实时在线对振动信号进行频谱分析成为可能。在实际转动设备振动监测系统中,采集到的等间隔离散振动数据,借助 FFT 算法迅速转换到频域,为后续故障诊断提供即时频谱信息,保障设备状态监测的及时性。
3.3频谱细化技术
为更精确分辨频谱中相邻频率成分,如分辨结构相近的轴承故障特征频率与微弱干扰频率,频谱细化技术采用移频、重采样等手段对感兴趣频段局部放大。以 Zoom - FFT 为例,通过将频移后的信号进行低通滤波、重采样,再做 FFT,能在不增加数据采集量前提下,将特定频段频谱分辨率提高数十倍,有效凸显微弱故障特征频率,避免故障误判、漏判。
4基于频谱分析的转动设备故障诊断案例
4.1案例一:离心泵不平衡故障诊断
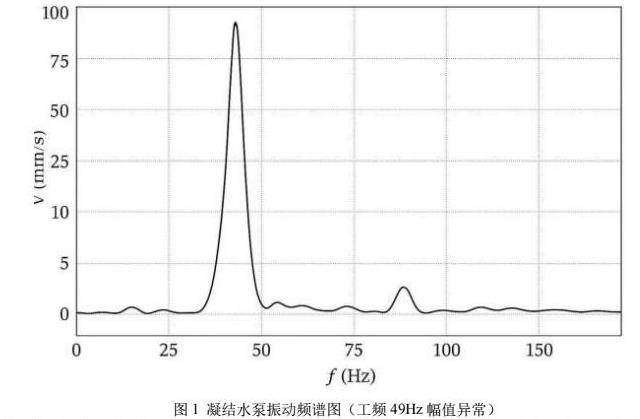
国内某核电厂凝结水系统凝结水泵运行时振动异常,现场测得振动数据如下:驱动端水平东西方向3.7mm/s,南北方向4.1mm/s,轴向振动8.4mm/s;该泵为多级立式离心泵,首级为双吸结构,工作介质为凝结水,型号为NLT500-600×4S,工作转速2960rpm,轴封采用机械密封;现场采集泵体轴承座处振动加速度信号,经 A/D 转换为数字信号后输入分析系统。运用 FFT 得到频谱图如下:
在图中,能清晰看到在 49Hz 附近有一个明显突出的峰,意味着此处振动能量高度聚集,该峰的高度远超正常范围所对应的振幅高度,代表基频幅值异常大。而在其他频率位置,仅有相对矮小的波峰或几乎与横坐标贴近的微弱波动,显示出其他谐波成分相对较小,振幅微弱,与文中描述的离心泵故障时频谱特征相符。
发现振动能量主要集中在 49Hz,与泵额定转速 2960rpm 对应的工频(2960/60 = 49.3Hz)接近,与历史数据进行对比发现工频幅值远超正常范围,二倍频及其他谐波成分相对较小。结合机械不平衡振动特征,初步判断叶轮存在质量不平衡问题。后续利用小修停机窗口对凝结水泵解体,检查发现,发现首级叶轮两侧吸入口叶片存在严重汽蚀,轴瓦由局部磨损痕迹,通过对汽蚀部位做清理、打磨、补焊处理后,转动部件又重新整体做动平衡(按照动平衡标准ISO 1940-1要求调整不平衡质量至标准2.5级),对轴瓦磨损部分进行了刮瓦处理后回装,设备维修后再次启动,振动幅值大幅下降至2.1mm/s左右,恢复正常水平,频谱中工频幅值恢复正常,验证了频谱诊断在振动处理过程中的准确性。
4.2案例二:风机不对中故障识别
国内某电厂辅助厂房通风系统排风机运行中振动超标,测得数据如下:驱动端垂直方向4.3mm/s,水平方向4.7mm/s,轴向7.6mm/s;该风机为卧式离心风机,联轴器连接直接传动的单吸入离心式,工作转速2965rpm,电机功率37KW。风机检修人员在风机轴承与电机轴承轴向、径向多点安装加速度传感器采集振动数据,对采集信号 FFT 分析显示,频谱在转频(2965/60 = 50Hz)的 2 倍频(100Hz)、3 倍频(150Hz)处出现较高幅值峰值,且轴向振动大于径向,符合轴系不对中故障频谱特征。安排窗口对风机进行停机检查,复测联轴器对中,发现对中数据与标准有偏差,对风机做进一步检查发现,电机地脚螺栓有松动,风机驱动端轴承室固定螺栓有松动现象,检查风机轴承无明显异常。按照力矩要求重新对风机轴承室、电机地脚紧固后校准对中,激光对中仪校准后,径向偏差<0.05mm,角度偏差<0.02°(对中标准API 681)。联系运行人员再次启动风机,风机振动数值明显下降,测得数据如下:驱动端垂直方向2.7mm/s,水平方向3.1mm/s,轴向2.9mm/s;频谱各倍频幅值显著降低,确保了风机稳定运行,避免因不对中引发的轴承损坏等次生故障。
4.3案例三:电机轴承内圈故障检测
国内某核电厂除盐水输送泵电机工作转速2960rpm,功率15KW,日常巡检时发现电机运行时有异常噪声,测振仪测的驱动端振动数据有超标且波动较大,通过振动监测系统采集电机非驱动端轴承座振动信号。经频谱细化分析,在约 222Hz 处发现明显峰值,对照电机所用轴承型号(6208)参数,利用内圈故障特征频率计算公式
fi=0.5⋅n⋅(1+d/D)⋅fr
(其中 (n) 为滚动体个数,(d) 为滚动体直径,(D) 为轴承节径,(fr) 为转频),
查SKF 轴承型号手册确定参数如下:
滚动体个数 n:8(6208 深沟球轴承)滚动体直径 d:8 mm
轴承节径 D:62 mm转频 fr=2960/60≈49.33 Hz
代入内圈故障特征频率公式
fi=0.5⋅n⋅(1+d/D)⋅fr
代入数值:fi=0.5*8*(1+8/62)*49.33
fi=4.516*49.33≈222.8 Hz
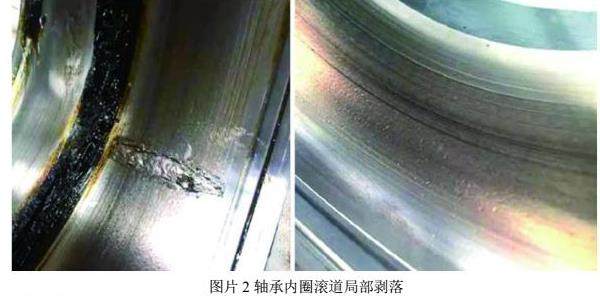
计算所得内圈故障频率与实测 222Hz 基本吻合,判断轴承内圈存在疲劳剥落问题,内圈滚道可见剥落坑,尺寸约3mm×12mm(见图片2)。解体除盐水输送泵电机,发现轴承滚珠有明显磨损,轴承工作游隙由原来的0.04mm变为现在的0.10mm,更换驱动端及自由端轴承后启动电机,电机运行平稳,频谱中故障特征频率消失,噪声也消除,确保了除盐水输送泵的问题运行,减少了生产中断的风险。
5结合近年来的工作经验,电站常采用的转动设备振动处理措施有如下几种:
5.1平衡校正
针对不平衡故障,依据振动频谱确定不平衡量所在平面与相位,采用现场动平衡仪或离线平衡机进行校正。如在叶轮、转子等部件上加减配重,使重心重回旋转轴线,消除因不平衡产生的离心力。
5.2轴系对中调整
发现轴系不对中,先松开联轴器连接,利用激光对中仪、百分表等工具测量轴系径向、轴向偏差。根据测量结果,通过调整轴承座垫片厚度、移动设备位置等方法,精细调整轴系对中,使两轴中心线同轴度符合设备安装精度要求
5.3轴承维护与更换
轴承故障确诊后,及时停机更换同型号优质轴承,安装过程严格遵循操作规范,控制轴承预紧力、保证安装清洁度,避免异物进入。新轴承运行初期,加强振动监测,对比初始频谱与运行中频谱,观察轴承特征频率及其变化趋势,确保轴承正常磨合、稳定运行,预防早期失效。
5.4共振抑制
若频谱分析发现共振问题,首先需精确测定设备或部件固有频率,可通过模态试验结合有限元仿真分析实现。一方面调整设备运行转速,避开共振区;另一方面优化设备基础设计,如增加基础质量、改变支撑刚度,改变结构固有频率,使其远离激励频率范围,从根源消除共振隐患,防止振动幅值突变损坏设备。
6频谱分析在转动设备振动监测系统中的集成应用
现代工业趋向智能化运维,频谱分析作为核心技术嵌入转动设备振动监测系统。系统硬件由高精度加速度、速度传感器组成感知层,分布式布置在设备关键部位;数据采集卡将传感器模拟信号数字化后传输至工控机或云平台。软件层面,集成实时 FFT、频谱细化、故障特征提取与智能诊断算法模块,能自动对振动数据持续分析处理,一旦频谱出现故障特征频率超标,立即触发声光报警,并推送故障诊断报告与处理建议至运维人员移动端,实现从振动监测、故障诊断到维修决策的全流程自动化管控,大幅提升转动设备管理效率与可靠性。
7结论与展望
通过深入研究转动设备振动产生机理、熟练运用频谱分析方法以及结合实际故障案例实践,清晰展现了频谱分析在转动设备振动处理中的关键作用。它能够精准定位设备故障类型,指导针对性维修措施实施,有效保障设备可靠运行、降低运维成本。随着工业 4.0 推进,大数据、人工智能与频谱分析深度融合将成趋势,借助海量设备运行数据训练智能诊断模型,有望实现更精准、超前的故障预测,推动转动设备维护从被动抢修向主动预防转变,为工业生产持续稳定发展注入强劲动力。
[参考文献]
[1]杨国安 机械设备故障诊断实用技术 [M]
[2]田长虹,炼油厂离心泵振动监测与故障诊断技术的研究和应用[J]2012
[3]陈润霖,刘佳鑫,唐杰等轴承转子系统快变过程振动响应的高精度频谱分析,机床与液压[J]2024.06
作者简介:王普(1978.09-),男,汉,河南南阳,本科,工程师,主要研究方向:转机类设备维修与管理。

 京公网安备 11011302003690号
京公网安备 11011302003690号


