



- 收藏
- 加入书签

不同热输入量下5356铝合金电弧增材制造显微组织与力学性能研究
摘 要:5356 铝合金因其密度低、强度高、耐腐蚀性优良等优点,被广泛应用于航空航天和汽车工业。然而,该合金含有约 5%的镁,属于不可热处理强化铝合金,加工过程中的热量累积会恶化其性能,从而限制了其应用范围。本研究以冷金属过渡(CMT)为热源,采用电弧增材制 造(WAAM)技术制备了5356 铝合金薄壁结构件,系统探讨了不同热输入对基于 CMT-WAAM 技术成形的 5356 铝合金微观组织与力学性能的影响规律。结果表明,随着热输入降低,试样的抗拉强度呈现先升高后降低的趋势,而晶粒尺寸则持续细化。当热输入为 241.96 J/mm 时,合金获得最优的综合力学性能;而当热输入降至213.80 J/mm 时,其晶粒组织最为细小、均匀。合金的微观组织主要由α-Al 基体和β (Al3Mg2) 析出相构成。 随着热输入降低,合金的微观组织得以细化,元素分布趋于均匀,从而使其力学性能得到改善。然而,热输入过低则可能引发未熔合、气孔等缺陷,进而损害材料的力学性能。因此,优化热输入是获得高性能 5356 铝合金电弧增材制造构件的关键工艺参数。关键词:5356 铝合金 电弧增材制造 热输入
1 简介
在交通运输、航空航天等领域,为降低能源消耗与减少环境污染,材料轻量化获得了日益广泛的应用。电弧增材制造(WAAM)技术因其成本低、沉积效率高、材料利用率高等优点,适用于轻 量化材料的制造。在航空航天,国防军事,汽车制造,能源等领域有良好的发展前景[1,2]。奥地利 Fronius 公司改良的冷金属过渡(C CMT)技术源于熔化极气体保护焊(GMAW),通过焊丝回收设计实现了熔滴过渡。这一创新显著提高了电弧稳定性,降低了热输入,并有效减少了熔滴过渡时的飞溅[3]。
本研究选用 5 系铝合金中的5356 铝合金作为实验材料。该合金以镁为主要合金元素,并添加少量锰、铬、钛等,具有良好的成形性、焊接性及较高的硬度,且可通过后续加工进一步提升强度。采用 CMT-WAAM 技术制备 5356 铝合金墙体试样,旨在系统研究其元素分布、微观组织与力学性能,以拓展高性能铝合金在增材制造中的应用基础。
热输入是WAAM 过程的核心工艺参数。尽管铝合金的熔点低于钢,但其更高的导热系数决定了焊接时常需更高的热输入量,这使得热输入对凝固组织与最终性能具有决定性影响。例如,张等[4]的研究表明,采用 CMT 工艺制备 ER4043 铝合金时,热输入较传统方法降低约35%,成功获得了等轴细晶与细小柱状晶的混合组织,平均晶粒尺寸细化至 75 μm,且等轴晶比例由不足 5%显著提升至 25%以上。一般而言,低热输入参数有助于形成精细微观组织、减小残余应力与变形,是优选的工业策略。因此,深入探究 CMT-WAAM 制备 5356 铝合金的最佳热输入窗口,对于调控其组织与性能至关重要。
2 实验方法
实验选用直径为1.2mm 的 ER5356 铝合金丝材,基板为5083 铝合金基板尺寸为 300mm×180mm×30mm,在实验开始前,为去除基板表面氧化层,减少其对实验的影响,先对 5083 铝合金基板使用砂纸进行打磨处理,去除表面氧化物及污垢。打磨后用无水乙醇清洗擦拭基板表面防止产生水渍,最后用烘干箱中烘干处理。
ER5356 铝合金丝材和5083 铝合金的化学成分如表 1 所示。
表1 ER5356 铝合金丝材和 5083 铝合金的化学成分

如图 1 所示,实验采用的增材制造系统,其中 FD.V6 焊接机器人装备了全面的组件,包括电源箱(Wpower source)、送丝机(Wire feeder)、焊接系统(Welding machine)、焊接机器人(Welding robot)工作台(Workbench)、控制柜(Control cabinet)以及 Ar 气体储存容器。通过调整交流频率并控制焊缝的热输入,我们能显著提升金属板材的焊接性能,从而满足高级制造要求。
图 1 WAAM 系统

表 2 不同参数下热输入量


2.1 实验参数
热输入是用于评估热影响区晶粒尺寸和宽度的变量之一。焊接参数(送丝速度、电流、电压)是影响焊接接头脆化的关键因素。
低热输入是工业应用中选择的最常见的焊接参数,它能够产生精致的微观结构,更小的应电弧熔化焊热输入只需考虑四个参数:焊接电流,电压,焊接速度以及效率。热输入量公式:E=η*U*I/V(η=0.8)
其中,E 为热输入,U 为焊接电压,I 为焊接电流,V 为焊接速度(送丝速度),η为热效率系数 热效率系数按焊接方法分类:氩弧焊为 0.5,气体保护焊为 0.8(本实验所用值),埋弧焊为0.9。通过改变送丝速度,不同参数下热输入量如表2 所示。表2 不同参数下热输入量
2.2 性能测试及表征
根据图 2 的模型切割 xrd (15 ×10 ×15 mm3)和 EBSD (8 ×8 ×2.5 mm3)样品,依次使用 Sic 砂纸(800#、1000#、2000#、3000#、5000#)进行研磨,每换一种砂纸都需转换试样方向,以消除上一道磨痕。研磨后对xrd 样品采用采用荷兰帕纳科 Empyrean X 射线衍射仪进行物相分析。将研磨后的 EBSD 试样放在抛光布上,加入适量的金刚石抛光膏,进行机械抛光操作,直至试样表面呈现出镜面效果,并无明显磨痕和划痕,再氩离子抛光 40 分钟。使用 Aztec Crystal 软件进行后处理,分析晶粒尺寸和取向。

图 3 不同热输入量下铝合宏观形貌及尺寸 a303.75、b281.3、c271.95、d265.12、e241.96、f213
对拉伸试样,规格尺寸如图 2 所示。依次使用 400#、800#、1000# Sic 砂纸对其各个面研磨,去除表面氧化膜。然后使用万能试验机(Instron-3382,美国)以 1mm/min 的拉伸速度下测试其机械性能。
3.实验结果与分析
3.1WAAM 试样成形质
六组热输入量下单层铝合金墙体试件试验实际成形效果如图所 由图 a 可以发现, 当热输入量为 303.75J/cm 时,由于热输入量较大,试件出现明显的熔塌,层成形质量良较差 中过高的热输入量使得其表面部分区域温度急剧上升,超过了铝合金的熔点甚至沸点, 夹杂着其他杂质燃烧后的产物。由图 b、c、d 可以发现,随着热输入量降低试件宽度 ,在热输入量为 241.96J/cm 时,试件尺寸变化在一定热输入范围趋于稳定,表面有 只有在熄弧处有小 ,虽然尺寸和表面光泽与图 e 相差不大,但因其热输入量较低,表面出现凹陷等不规律形状。
3.2 显微组织
实验分别选用热输入量为 303.75、271.95、241.96、213.8 四组的 WAAM 制备的 5356 薄壁部件,切割 ebsd 样品,并使用 Channel5 软件对其扫描数据进行分析。
电弧增材制造5356 铝合金的微观组织显著受热输入调控。较高的热输入导致熔池尺寸增大,冷却速率降低。在较长的凝固时间内,晶核有更充分的时间和空间在不同方向上形核与生长,致使晶体取向难以形成统一的择优方向,从而呈现出随机分布的特征。这种杂乱的晶体取向可能降低材料的宏观各向异性,但也可能导致局部性能的不均匀性。
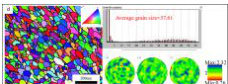
如图 4 所示,随着热输入从303.75 J/mm 降低至 213.8 J/mm,材料的微观结构发生系统性演变:在晶粒形貌上,高热输入(303.75 J/mm)下形成粗大的柱状晶(平均尺寸45.43 μm),而低热输入(213.8 J/mm)下则转变为细小的等轴晶(平均尺寸 37.61 μm)。相应地,晶粒尺寸分布由宽变窄,逐渐趋向单一峰形,组织均匀性显著提高。
当热输入适当降低后,熔池尺寸减小,冷却速率增加。这限制了晶体的形核与生长,使得某些局部区域更易于形成特定取向的晶粒,从而呈现出择优取向的趋势。然而,由于冷却速率尚未达到极高水平,其他取向的晶粒仍可生长,致使整体取向分布依然较为分散。这种部分择优取向的结构可能使材料在特定方向上表现出相对优异的性能,但整体上仍存在一定的各向异性。
当热输入为 241.96 J/mm 时,其冷却速率与熔池尺寸处于中间状态。此时的冷却速率赋予晶体生长一定的方向性,开始形成择优取向;但由于该速率低于 213.8 J/mm 热输入下的水平,其他取向的晶粒仍能一定程度地生长,导致整体取向分布变得复杂。这种介于部分择优与明显择优之间的过渡结构,可能导致材料性能呈现一定程度的各向异性。
当热输入进一步降低时,快速冷却抑制了晶体的形核与生长,使得某些具有较低能量壁垒的晶体学方向得以优先生长,从而形成更为明显的择优取向。
综上所述,降低热输入能显著细化 5356 铝合金的晶粒尺寸,并弱化其晶体织构,这为后续调控与优化其力学性能奠定了关键的微观组织基础。

图 4 不同热输入量下 apf 图,晶粒尺寸分布图,极图。a 303.75、b 271.95、c 241.96、d 213.8
3.3xrd 析出相
根据 Al-Mg 合金的固溶强化机制,Mg 元素含量的增加通常会提升合金的强度。图 5 展示了六组不同热输入参数下试样的 XRD 物相分析结果。所有试样的相组成均以α-Al 基体相和β (Al₃Mg₂) 析出相为主。随着热输入从 303.75 J/mm 降低至213.80 J/mm,可以观察到两个显著变化:其一,α-Al 相的衍射峰强度逐渐减弱,这印证了晶粒尺寸的细化和分布均匀性的提升,与前文 EBSD 分析结果一致;其二,Al₃Mg₂析出相的衍射峰强度显著增强,表明在较低热输入条件下,更有利于该析出相的形成与富集。综上所述,热输入对 5356 铝合金的物相组成具有显著调控作用,较低的热输入条件不仅促进了晶粒细化,同时也增强了析出相的强化效应。
图5 XRD 试件析出相数据图

3.4 扫描电镜
热输入的降低导致冷却速率加快,显著缩短了枝晶生长时间,从而引起二次枝晶臂间距减小以及析出相尺寸细化。如图 6 所示,所有试样均呈现典型的枝晶间结构,晶界上分布着第二相(主要为β相)。随着热输入从303.75 J/cm 降至 213.8 J/cm,微观组织细化程度显著提高,同时晶界析出相的形貌发生根本性变化。
在高热输入(303.75 J/cm)条件下,析出相呈连续、粗大的网状分布,对基体割裂作用严重。随着热输入降低,析出相逐渐细化并趋于不连续。在 241.96 J/cm 时,析出相达到细小、弥散的理想状态;而在最低热输入(213.8 J/cm)下,析出相进一步细化至高度弥散状态。综合分析表明,高热输入(a)条件下粗大的晶粒组织与连续的脆性析出相网络导致其综合性能最差,尤其是强度。而中等热输入(b、c)条件下,性能显著改善,其中 241.96 J/cm 有望获得最佳的综合力学性能(高强度与良好塑性)。然而,最低热输入(d)虽然组织最细小,但由于熔池流动性不足,更容易产生气孔、未熔合等缺陷,可能影响其力学性能。
综上,降低热输入可有效细化5356 铝合金 WAAM 件的显微组织。其中,241.96 J/cm(c)对应的热输入参数可能是该实验条件下的较优工艺窗口,在保证良好成形性的同时,获得了细小、均匀的微观组织,预示最佳的综合力学性能。而 213.8 J/cm 虽然组织最细,但较高的气孔率可能限制其实际应用。
图 6 不同热输入量下 sem 扫描电镜。a 303.75J/cm、b 271.95J/cm、c 241.96J/cm、d 213.8J/cm

3.5 维氏硬度
采用自动转塔显微硬度测试仪(FUTURE-TECH,日本)对热输入分别为 303.75、271.95、241.96、213.8 J/cm 的四组试样进行硬度测试。测试条件为 500 gf 载荷,保载时间 10 s。每个试样测量10 个点,并计算其平均值作为该试样的硬度值。热输入量为 303.75J/cm 时,维氏硬度仅为 21.29,减小到271.95J/cm 时,硬度仅增加至 26.98。而继续减小热输入,维氏硬度得到显著提高,分别得到 70.18 和 70.86 呈现显著的热输入依赖性,。
综上,随着热输入降低,试样硬度呈现整体上升趋势。硬度的提升主要归因于以下机制:首先,较低的热输入有助于减小残余应力,稳定材料的微观组织结构。其次,更快的冷却速率显著细化了热影响区的晶粒,细小的晶粒能够有效阻碍位错运动,增加材料塑性变形的难度,从而提高宏观硬度。值得注意的是,当热输入降低至 241.96 J/cm 以下时,硬度值趋于稳定,不再随热输入进一步降低而显著变化。这可能是因为,在极低的热输入条件下,熔池热循环对热影响区的热作用有限,晶粒细化效应已达到饱和,晶粒尺寸变化不再显著,从而导致硬度平台的出现。
3.6 力学性能
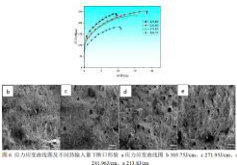
电弧增材制造过程中的热输入量是调控沉积层微观组织与宏观力学性能的关键工艺参数。如图 7(a)本实验中,随着热输入量从 303.75J/cm 降低至 213.80 J/cm,材料的屈服强度呈现规律性下降,而塑性变形能力则显著提升。这一力学行为的转变可通过经典的 Hall-Petch 公式[ 5 ]来描述,其表达式为:
σHall-Petch=σ0+kd
其中σ:材料的屈服强度;σ0:位错运动的阻力;k:Hall-Petch 系数,反映晶界对位错运动的阻碍作用;d:晶粒尺寸。
结合断口形貌分析(图 7b-e)可知,热输入为 303.75 J/cm(图 b)的试样断口解理面最多,其断裂表面几乎全由大而平坦、具有河流状花样的解理平台构成,呈现脆性断口特征,表明材料脆性极大、韧性最差。随着热输入降低,断口形貌发生显著转变:图 c 表现为解理与韧窝的混合断裂,解理面数量明显减少;图 d 以韧性韧窝为主,仅存少量孤立解理面;而图 e 则完全由均匀细小的韧窝组成,乎观察不到解理面,代表材料韧性最优、力学性能最好。
这一系列断口形貌的演变,其根本原因在于热输入对晶粒尺寸的调控。在低热输入(213.80 J/cm)条件下,熔池冷却速率快,凝固过冷度大,导致形核率高而晶粒生长时间短,从而形成了细小的等轴晶组织。根据 Hall-Petch 关系,细小的晶粒意味着更多的晶界,能有效阻碍位错运动,因此屈服强度较高。然而,细晶组织也限制了位错的储存与长程运动,宏观上表现为塑性变形能力相对较低。反之,在高热输入(303.75 J/cm)下,热积累效应显著,冷却速率减缓,为晶粒的充分长大提供了条件,易形成粗大的柱状晶或等轴晶组织。晶粒尺寸的增大导致晶界总面积减少,对位错运动的阻碍作用减弱,因此屈服强度降低。但粗大的晶粒内部为位错的储存和运动提供了更广阔的空间,使得材料在断裂前能经历更充分的塑性变形,宏观上表现为延伸率的显著提高,其断口形貌也相应地由大量韧窝构成,呈现典型的韧性断裂特征。
综上所述,热输入通过调控电弧增材制造5356 铝合金的凝固组织与晶粒尺寸,直接决定了其强度与塑性的匹配关系。低热输入有利于通过晶粒细化实现高强度,而高热输入则通过促进晶粒粗化获得高塑性。本研究结果表明,通过精确控制热输入,可以在一定范围内对WAAM5356 铝合金的强塑性进行定向设计与优化。
4.结论
1、当热输入量为 241.96J/cm 的铝合金墙体成形性最为优异,该墙体宽约 2.208cm,表面呈金属光泽,伴随着有明显的鱼鳞状形貌,无明显的气孔、裂纹、夹渣等缺陷。
2、随着热输入从 303.75 J/cm 降低至 213.80 J/cm,沉积层的平均维氏硬度从 21.29 HV 显著提高至 70.86 HV,而材料的塑性变形能力则呈现相反的变化趋势。
3、力学性能的演变遵循经典的 Hall-Petch 关系。细晶组织(低热输入)通过增加晶界数量,有效阻碍位错运动,从而获得高强度,但位错储存能力有限,塑性相对较低。粗晶组织(高热输入)则相反。断口形貌从高热输入的“冰糖状”脆性解理断口,到低热输入的完全韧性韧窝断口的连续转变印证了这一机理。
3、低热输入(213.80 J/cm)条件下,熔池冷却速率快,凝固过冷度大,促进了细小的等轴晶组织形成。高热输入(303.75 J/cm)则热积累效应和缓慢的冷却速率,导致了粗大的柱状晶或等轴晶组织的生成。
综上所述,通过调控热输入,可以有效调控 WAAM 5356 铝合金的晶粒尺寸,进而实现对其强度与塑性组合的定向设计。本研究为优化电弧增材制造铝合金的工艺参数、预测并提升其力学性能提供了重要的理论依据和实践指导。
[1] Oliveira JP, Gouveia Francisco M, Santos Telmo G. Micro wire and arc additive manufacturing (m-WAAM). Additive Manufacturi ng Letters 2022;2:100032. https://doi. org/10. 1016/j. addlet.2022.100032.
[2] Zeng Y, Wang X, Qin X, Hua L, Xu M. Laser ultrasonic inspection of a wire þarc additive manufactured (WAAM) sample artificial defects. Ultrasonics 2021;110:106273. https://doi. org/10.1016/j.ultras.2020.106273.
[3]王益可,李仁花,陈玉华,等. 电弧增材制造 TC4 微观组织调控及力学性能研究[J].精密成形工程,2024,16(05):115-123.
[4]张睿泽,从保强,齐铂金,祁泽武.Al–Mg–Si 合金电弧熔丝增材构件组织与性能[J].航空制造技术,2019,062(5):80-87
[5] Sato Y, Urata M, Kokawa H, Ikeda K. Hall-Petch relationship in friction stir welds ofequal channel angular-pressed aluminium alloys. Mater Sci Eng, A 2003;354 (1-2):298-305.

 京公网安备 11011302003690号
京公网安备 11011302003690号


