



- 收藏
- 加入书签

烟花自动化生产装置与技术研究
四、研究背景和意义
“东风夜放花千树,更吹落,星如雨。”这是宋代诗人辛弃疾的千古名诗《青玉案·元夕》中描写烟花绽放的唯美场景。燃放烟花是我国传统文化中富有代表性的一种传统庆贺形式,特别是在春节中体现了我国浓重的年文化。它寄托了人们对于美好的向往,又寓意辟邪、消灾,是迎接新年、喜事的象征,因此,我国是烟花生产及消费的大国。历经数十年的深耕发展与科技攻关,烟花产业已成长为我国的特色支柱产业之一,相关产品目前远销全球100 多个国家和地区。
在传统烟花制作过程中,生产鞭炮的工序较多,其中有一道工序俗称“组盆”,先将多个烟花筒胶粘组合成排,并在相邻的两个筒上打眼插入过火引线,然后将多排烟花筒胶粘组合成块状整体。烟花爆竹生产工序繁杂,属于典型的劳动密集型行业。其生产过程不仅劳动强度大、安全事故易发,还存在生产效率低下、产品质量难以保障等问题。因此,改进优化烟花爆竹生产机械设备,提升生产自动化水平与效率,降低人力消耗并稳定产品质量,已成为行业发展的必然趋势。
五、烟花自动化设备的发展现状
在我国,逢年过节时人们常会燃放烟花爆竹以开展庆祝或纪念活动。烟花爆竹属于危险品范畴,其生产制造环节受到相关部门的严格监管。但长期以来,该领域科研投入不足,导致生产设备的制造技术与机械自动化水平存在诸多短板;同时,致力于烟花爆竹生产设备改进优化的科研机构与设计单位较少,相关技术升级进度十分缓慢。
相较于国内,国外部分工业发达国家(如日本、德国、俄罗斯、意大利等)的烟花爆竹生产企业,依托先进的现代制造、自动控制及加工技术,在高端产品生产领域已大幅领先国内水平。这些企业重视科研投入,在火药配方与加工工艺上开展了深入且完善的研究,实现了各生产工序的机械化与高自动化,生产效率显著提升,其先进经验值得国内行业队伍学习借鉴。
随着全球经济一体化推进,国内外烟花爆竹消费市场需求量逐年增长,而行业也正面临劳动力与原材料成本上涨、安全事故风险增加等挑战。在此背景下,国内规模较大的生产企业逐渐意识到,唯有推进生产的机械自动化,才能有效提升生产效率、降低人力成本,进而增强市场竞争力、扩大市场占有率。
2 . 整体结构的方案设计介绍
本文以烟花组盆工序作为核心研究对象,聚焦传统烟花生产中组盆环节自动化程度低、人工依赖度高、安全风险突出等行业痛点,设计研发一台集进料、穿线、定向排列于一体的自动化设备。研究过程中,基于 SolidWorks三维设计软件完成设备关键部件的建模与整机装配,通过虚拟仿真技术对设备的运动轨迹、受力情况及运行稳定性进行模拟分析与优化,确保设备结构合理性与动作协调性。设备完成加工制造与现场安装调试后,与烟花生产前端的制筒工序及后端的包装工序进行无缝对接,构建形成全流程自动化组盆生产线。该设备与生产线的应用,着力于打破传统烟花生产组装环节的技术壁垒,不仅大幅提升烟花组盆作业的生产效率,有效缩短单批次产品的生产周期,更能显著减少车间一线生产操作人员的数量,从源头降低人员接触危险工序的概率,进一步提升烟花生产的安全生产管理水平。同时,自动化生产模式可有效控制材料损耗,降低人工成本投入,实现烟花生产成本的集约化管控,为烟花制造行业的智能化、安全化转型升级提供切实可行的技术方案与实践参考。
1.料仓 2.进料装置 3.穿线机构 4.穿线板 5.定向排列装置 6.产品
图1 烟花自动化生产装置结构图
该设备实现烟花组盆自动化流水作业,流程如下:首先控制若干烟花筒按设定间距均匀排布,同步输送至输送板并完成引线孔预加工;随后自动选取对应燃烧速度的导火索,精准穿插至各烟花筒内。
引线穿插后,烟花筒运行至预定距离,经纸筒固定器旋转90°呈竖直向下,气缸推动其同步穿过第一层定位纸板;继而各烟花筒按预设调整角度,继续下行穿过第二层定位纸板,完成单排组装。
单排完成后,电机驱动定位纸板移至下一排孔位,重复上述排布、穿引线、调角度及穿纸板流程,最终实现整组烟花自动化组装。
3.烟花自动化生产装置方案设计介绍
(1)进料装置。进料装置是烟花机的关键组成部分,核心功能为向设备内部精准输送烟花筒。该装置安装于烟花机机架,且位于输送装置正上方,主要由进料斗与推料机构两部分构成。
进料斗采用摇晃式震荡下料结构,对应输送装置上方安装。为实现烟花筒单排有序下落,其出料口与输送装置表面的间距设为“大于单根烟花筒直径、小于两根直径之和”;同时,出料口处设多块均匀隔板,分隔为若干等尺寸小口,各小口宽度亦严格控制在上述区间内,保障有序分料。
推料机构部署于输送装置接料端一侧,当烟花筒从进料斗落入输送装置后,推料机构启动并沿输送方向施力,确保烟花筒平稳连续输送至后续工序,维持整机运行的连贯性与稳定性。
(2)穿线机构。纸筒进行打孔与穿线作业,对应烟花筒打孔位置和穿线设计。其结构包括移动机构、供线机构、钢针及引线管;输送装置由输送板和压料板组成,压料板上装有板簧,安装于烟花机上方,能将烟花筒压紧在输送板上。钢针与引线管平行间隔布置,安装输送 缸与钢针、引线管连接,可驱动二者沿垂直于烟花筒输送的方向移动。穿线机构在机架上另一侧,其出线端朝向输送板的穿线位置,且与引线管正对设置。
穿线板固定于移动模组执行端,模组驱动其与导线器沿烟花筒输送方向平稳直线运动,精准匹配供给位置与输送节奏。剪线器为可升降式,部署在导线器前端,供给完成后快速切断引线,保证引线长度一致。导线器含主动轮、驱动电机及从动轮,两轮外周开有半圆形凹槽,抵靠后围合形成与引线直径适配的圆形线槽,实现限位导向。
(3)定向排列装置。位于输送装置的出料端,主要包括翻转机构和承载台, 翻转机构将水平状态的烟花筒翻转为竖直状态,承载台用于放置上下纸板。翻转机构由下压气缸和夹板组成,夹板上装有弹簧片主要用于压紧纸筒,在水平与竖直位置间翻转;承载台可移动至翻转机构下方,其配备一块定向板,该定向板夹设于上下纸板之间。上下纸板上开设有多个一一对应的圆孔,定向板上则设有多个与圆孔位置对应的圆弧导槽;下夹板上还开设有一个上下贯通的夹持槽。
4.电机的选型计算
为满足设备对高精度、快速响应的技术要求,步进电机在工业生产领域的应用正日趋广泛。在电机的设计与选型环节,若盲目选用大规格电机,不仅会导致设备成本增加,还会因整机体积过大造成结构不够紧凑等缺陷。因此,电机选型需综合考量各方面指标,以确保电机工作性能得到充分发挥。
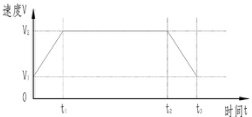
如图 2 所示为设备工作台的运动简图。预选电机的首要步骤是明确工作台的运行模式,本设备采用的是梯形运行模式,其启动阶段的速度 - 时间特性如图 3 所示。
图 2
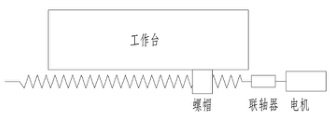
图 3
根据所选滚珠丝杆特性及已知条件如下:

步进电机负载转矩的选取 轴向负载 F = Fa + mw × G × (Sin(α) + μ × Cos(α)) = 12.259 N 负载转矩 TL = (F × P / 1000) / (2 × π × η) + (μy × Fy × P / 1000) / (2 × π) = 0.037 N·m 加速转矩: Ta Ta=((J0+Jl+J2)×i2+JL)×((π×(μs/i)×f)/(180×t1))=0.230N⋅m 所需转矩: T T = TL + Ta = 0.267 N·m 负载惯性惯量 负载惯量,是指将负载自身的转动惯量与质量等参数,折算至电机输出轴后得到的等效转动惯量。至于电机 轴端的负载总惯量,则可通过分别计算各被驱动部件的惯量,再依据相应的折算规律叠加求和获得。 丝杠的负载惯性惯量 Jb=π×p×(L/1000)×(D/1000)4/32=0.993×104kg⋅m2 工件的负载惯性惯量 Jw=mw×(P/(2×1000×π))2=1.425×10-4kg⋅m2 负载惯性惯量合计 JL = Jb + Jw = 2.418 ×10-4 kg・m2
结合所需转矩、转子负载惯量及电机转速等计算结果,可确定适配的电机型号;随后将选定型号代入前述计算体系开展全面验算。经检验,所选电机可在设备上稳定运行,且完全满足设备对运动特性与定位精度的设计要求。
5. 机架仿真计算
机架作为工业设备的核心承载部件,其结构可靠性直接决定了整机的运行安全与使用寿命。传统经验设计方法难以精准预测复杂工况下的力学性能,易出现结构冗余或强度不足等问题。通过有限元仿真分析技术,可在设计阶段精准模拟机架的应力分布、变形特性及动态响应,识别薄弱区域,为结构优化提供数据支撑,从而提升设计可靠性、缩短开发周期、降低制造成本。
考虑到仿真实验的收敛效果与计算效率,因此首先对原机架几何模型进行非必要零件的剔除与部分机械结构的简化。将建立好的各个部分的三维模型导入到Workbench 中对几何处理后的机架模型进行网格划分,由于管壁厚较薄,因此钢材料零件的主要网格形式为壳单元。添加约束,施加等效的外力。
任何有限元模型的计算精度,均与其所采用的有限元网格直接相关。有限元网格会将 CAD 模型剖分为若干尺寸更小的单元,随后在这些单元内对控制方程进行求解。这类控制方程,是通过在每个单元上定义的一组多项式函数来近似表征的。从理论层面而言,随着网格持续细化、单元尺寸不断缩小,求解结果也会逐步趋近于真实解。然而,为了节省计算资源和存储空间,故不可能去求解无限多的单元。因此,有限元网格划分的关键问题在于需要根据工程需求以及硬件配置等情况去找到计算规模和计算准确性之间的平衡。
在网格生成之后,通过直观观察单元的质量初步地评估网格,当然这样的方式不够科学,且网格评估方式不够系统与全面。ANSYS Workbench 平台当中提供了多种网格质量度量标准,每个度量评估单元的不同特征,能够以不同的方式影响结果。
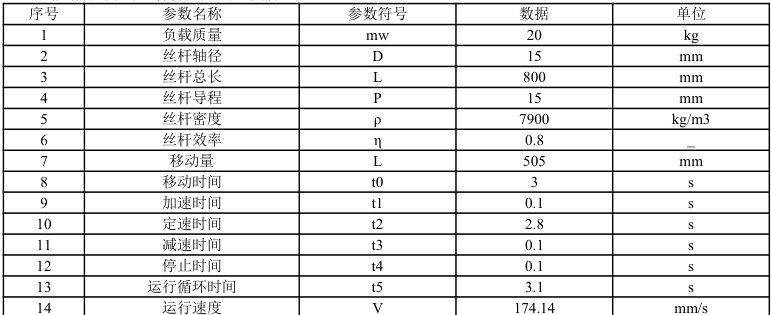
图4:有限元网格模型
主要网格形式:壳单元,网格平均尺寸:2 0mm,网格节点数量:9308,网格单元数量:9138,网格平均质量:0.98205(理想值为 1)
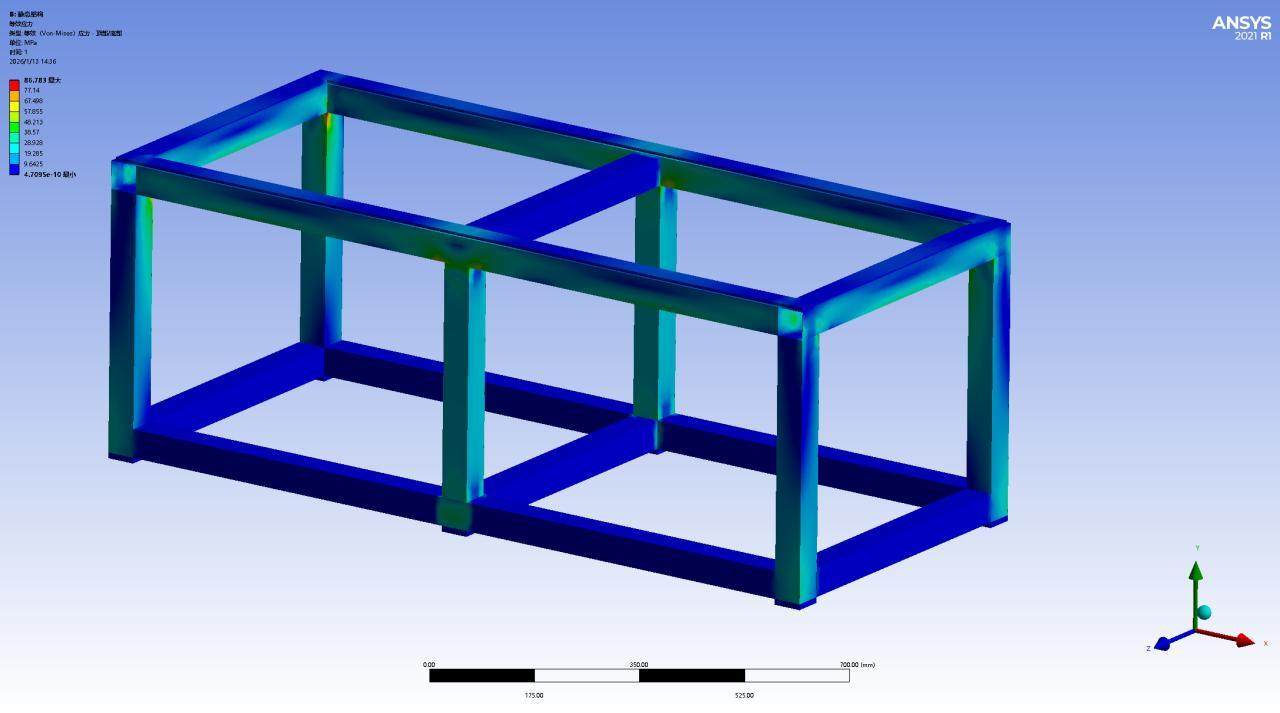
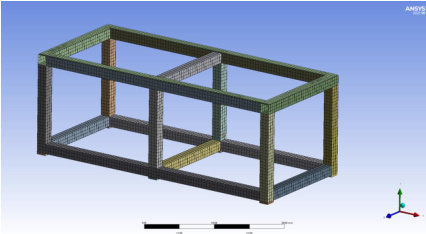
图5:机架应力云图
静力学仿真得到的机架等效应力云图如图5 所示。分析结果显示:机架最大等效应力值为86.783MPa,位于立杆与上连接杆的连接处;其余区域应力分布均匀。最大应力值远低于 Q235 钢的屈服强度(235MPa),安全系数为2.7,表明机架强度满足额定工况要求,且具有较大安全裕度。
6.试验与结论
为验证烟花组盆自动化设备的实际运行性能,本研究在车间开展了全工况试运行试验。试验数据显示,该设备完成单盘烟花组盆作业仅需4 分钟,相较人工组盆的25 分钟,效率提升幅度超过 50% 。试运行结果表明,设备运行状态稳定可靠,各项性能指标均达到预设设计标准,有效实现了生产流程的优化与生产效率的跃升。
具体结论如下:
采用全机械自动化作业,依托程序精准控制生产节拍,彻底规避人工主观因素干扰,保障产品质量稳定与规格标准统一。
自动化生产推动烟花组盆工序的标准化落地,大幅减少人员直接接触危险工序的频次,显著提升生产过程的安全系数,为企业安全生产管理提供了切实可行的技术支撑。
自动化设备的集成应用有效减少生产环节中的物料周转与搬运次数,强化了工序衔接的流畅性,进一步优化了生产连续性,实现了整体生产效率的提升。
参考文献:
[1]李绍炎.自动机与自动线
[2]焦前光.烟花鞭炮生产安全问题分析[J].安全生产与监督,2009(01)
[3] 肖湘杰.烟花鞭炮机械化和安全生产[J].湖南安全与防灾,2010(10)
[4]邱宣怀,郭可谦,吴宗泽,等.机械设计[M].4 版.北京:高等教育出版社,1997.
[5]赵玉刚,宋现春.数控技术[M].北京:机械工业出版社,2011.
[6]韦富基,谭顺学.高精度数控机床伺服进给系数系统精度研究[J].制造业自动化,2012(5)
[7]卢礼华,郭永丰,下河边明,等.滚珠丝杠在超精密定位中的应用[J].航空精密制造技术,2007,43(2)
[8]东方马达公司. 电动机选型工具
[9]上银科技(中国)有限公司. 综合手册,2021
[10]亚德客公司. 产品综合型录,2022
[11]怡合达公司. FA 工厂自动化零件,2020-2021

 京公网安备 11011302003690号
京公网安备 11011302003690号


