



- 收藏
- 加入书签

挤塑铝排线束的设计与性能测试
摘要:汽车线束设计是汽车零部件制造细分领域的重要环节之一。传统使用铝导线替代铜导线来进行线束设计会增加整车线束布置难度。因此,本文提出了挤塑铝排线束的设计方案,该设计方案包括材料选用、大端子设计以及制造工艺设计;同时,为验证设计制造的挤塑铝排线束性能是否达到要求,本文还就挤塑铝排线束的温升、最大载流能力、绝缘层热老化、绝缘层耐磨、绝缘耐温度冲击等性能进行了测试,测试结果表明以上性能都符合要求。
关键字:汽车;挤塑铝排;线束;大端子;设计;性能;测试
引言
我国已成为世界第一大汽车消费国,汽车线束作为汽车的中枢神经系统,它的功能要求越来越大。汽车线束主要由导线、端子、护套、密封圈、卡扣、支架、外装等部件组成。导线、端子、护套主要起到将整车电路连接在一起并实现电气功能的作用;密封圈主要起干湿分离作用,在湿区工作的护套常采用密封圈,对于干区工作的护套则没必要选用;卡扣、支架是将线束固定在整车上的零件;外装则是缠绕在导线外部,使其不受损伤的一类零件。目前在线束行业中,使用铝导线替代传统铜导线进行线束轻量化已趋于成熟,传统燃油车和新能源汽车的电池电源线束已经大量使用铝导线来进行电源能量的传输。铝线束可以较铜线束减重约40-50%左右,实现减重提续航,而且近期纯铜的价格约为纯铝价格的3-4倍,使用等效截面的铝导线/铝排其成本可以节约约60%。
但是只是使用传统铝导线替代铜导线时,铝导线线径较铜导线大约1.2倍,这就会增加整车线束布置难度,从而造成整车电线束设计布置时因空间限制影响而无法使用铝导线。因此,为了解决上述难题,本文提出了挤塑铝排线束的设计方案,通过挤塑铝排的扁平化设计来更好的贴合车身走线,从而达到减少空间占用的目的。
1挤塑铝排线束设计
1.1材料选用
挤塑铝排和铜排线束的绝缘皮材料选用都是PA12或PA1012;而主体材料选用方面确有差异,其中铜排主要用T2,而铝排主要用AL 6101 和AL 1060 ,铜的导电率是比较好,机械性能好于铝,但是铜的价格远超铝的价格。挤塑铝排和铜排线束主体材料常用的品牌号性能见表1所示,从表中可知AL 6101 T62机械性能接近T2。因此,挤塑铝排线束的主体材料可选用AL 6101 T62来达到铜排性能。挤塑铝排线束表面镀层材料则采用超声波焊接,且表面不做电镀处理;而且在挤塑铝排线束直接通过紧固件紧固在车身时,需要进行预镀镍以防止铝表面被氧化,造成接触面的电阻增大,而且可以增加铝表面的硬度。因此在挤塑铝排线束设计时需要增设表面预镀镍处理工艺。
表 1 挤塑铝排和铜排线束主体材料常用的品牌号性能表

1.2大端子设计
大端子是挤塑铝排线束的重要部件,其连接质量如何将直接影响整车电气功能的正常实现(图1)。目前的铝线束在大端子连接设计方面存在以下问题:一是端子使用铝材时,当螺栓/螺母锁紧铝端子时,扭矩衰减大,因此端子锁紧面需要使用铜材;二是铝-铜间存在较大的电位差,两种金属连接通电后易发生电化学反应,导致铝导线逐渐被腐蚀,因此需要密封防止与潮湿水汽接触;三是铝在空气中极易形成一层致密的氧化膜,阻碍电子在线束的自由移动,因此需要通过铜铝连接工艺去除氧化膜。
图1 挤塑铝排线束的大端子实物图

为了避免铜-铝接触发生电化学反应,大端子设计通常采用超声波焊接、等离子焊接和摩擦焊接三种连接形式。其中,超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合;超声波焊接可以破坏铝导线/排表面的氧化膜,降低电压降,同时满足抗拉强度;其存在成本最低、电性能最好、重量最轻的特点,在空间不受限时优先推荐。等离子焊接是利用高频、中频或工频感应电流作为热源的焊接方法,其通过加热焊料使焊料液化并渗入铝丝空隙中,从而达到增加导线拉脱力、破坏铝导线表面致密氧化膜以降低接触电阻、在铝导线与铜端子间形成焊液膜以降低电位差的目的,并且会形成热缩管密封,防止水汽进入形成电解液,防止端子发生氧化,提升耐腐蚀能力;该焊接方式存在成本较低、电性能较好、重量一般的特点,主要在安装空间受限时优先推荐使用。而摩擦焊接事通过反方向旋转铜、铝套管,相互快速摩擦产生热量,使界面的分子扩散和再结晶实现焊接的固态焊接方法;该焊接方式存在成本高、电性能差、重量重的特点,在安装空间受限时使用。
经综合分析考虑,本文设计的挤塑铝排线束大端子决定采用等离子焊接来实现连接。离子焊接工艺为首先使用专用设备裁切导线,并完成剥线;之后使用压接折本将铝导线与端子压接在一起,控制压缩率在85%-90%;再开展焊接工作,即将端子放置在焊接设备中的专用夹具中进行固定,并将等离子焊设备及保护气体放置在端子焊接部位,同时焊料送至端子前段,控制电流、时间、焊料送料长度;最后使用热缩设备将,将热缩管均匀的热缩在线束焊接区域。(图2)
并对采用等离子焊接大端子的挤塑铝排线束进行性能测试得知,其耐温性能、耐温度与湿度循环变化性能、电流循环性能都能够满足规范要求。

1.3制造工艺设计
为制造出质量过硬的挤塑铝排线束,本文设计了包括送料、挤塑、卷料、3D自动折弯、激光烧皮、切边冲孔、自动耐压检测、缠绕耐磨布、全检与转运等10余到制造工艺,并对以上制造工艺注意事项进行了明确(图3)。其中,送料工艺中要求控制送料速度;挤塑工艺中要求控制挤塑温度和厚度;卷料工艺中要求控制卷料速度;3D自动折弯工艺中要求控制折弯尺寸;激光烧皮工艺中要求控制烧皮尺寸和激光功率;切边冲孔工艺中要求控制切边冲孔尺寸;自动耐压检测工艺中要求控制电压值和时长;缠绕耐磨布工艺中要求控制缠绕速率;全检与转运工艺中要求做好尺寸和外观检查,并在转运中防止磕碰。
图3 挤塑铝排线束制造工艺图

2挤塑铝排线束性能测试
为验证设计制造的挤塑铝排线束性能是否达到要求,本文就其温升、最大载流能力、绝缘层热老化、绝缘层耐磨、绝缘耐温度冲击性能进行了测试,测试全部采用56平方挤塑铝排线束样品。
2.1温升测试
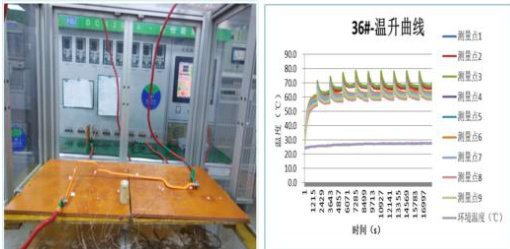
本次温升测试的测试方法为在铝排线束指定位置均匀布置 9PCS 热电偶线;之后在环境温度 25℃下,持续过流185A 并测试30min;再在环境温度 25℃下,接入脉冲电流550A并持续10s,接着接入脉冲电流370A 并持续10s,以上测试重复开展10 次。测试结果要求为温升不超过55℃即可合格。
最终,温升测试结果为最高温升达到51.7℃,符合要求(图4)。
图 4 温升测试现场照片及结果图
2.2最大载流能力测试
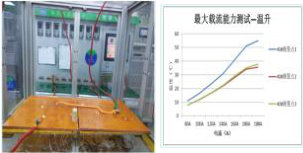
本次最大载流能力测试的测试方法为将三条铝排线束连接在一起,并测量中间那条温升,均匀的布置 3PCS 热电偶线,直到温升到达 55℃时,同时记录电流值。最终,最大载流能力测试结果为最大载流可以达到238A(表2、图5)。
表2 最大载流能力测试结果表

图5 最大载流能力测试现场照片及结果图
2.3绝缘层热老化测试
本次绝缘层热老化测试的测试方法为将带绝缘层的铝巴放入158℃温箱中,持续168h,从温箱中取出试样使其在(25±5)℃环境下存放 1h(图6)。测试结果要求:试验后2700V DC条件下,1min的漏电流<1mA;1000V DC条件下,1min的最小电阻≥500兆欧。
最终,绝缘层热老化测试结果符合要求(表3)。
2.4绝缘层耐磨测试
本次绝缘层耐磨测试的测试方法为首先制作特制样品,带绝缘层巴片长度 700mm;同时准备好装置,要求装置刮针直径(0.45±0.01)mm,其他要求参照 GB/T 25085-2010《道路车辆 60V和 600V单芯电线》中9.3.2要求;之后,在试样上施加(7±0.05)N的垂直合力,并在(23±1)℃的温度下取得 1000个往复测试结果;每次读取后,试样移动 100mm并顺时翻转 180°,总共测试 4次,每次读数后更换刮针(图7)。测试结果要求:试验后2700V DC条件下,1min的漏电流<1mA;1000V DC条件下,1min的最小电阻≥500兆欧。
最终,绝缘层耐磨测试结果符合要求(表4)。
表3 绝缘层热老化测试结果表

图6 绝缘层热老化测试现场照片及结果图

图 7 绝缘层耐磨测试现场照片

2.5绝缘耐温度冲击测试
本次绝缘耐温度冲击测试的测试方法为在低温-40℃±3℃和高温125℃±3℃条件下,每个温度保存 1h,温度切换在30s内,循环300次,循环完在常温常湿环境下静置4h,再进行绝缘耐压测试(图8)。测试结果要求:试验后2700V DC条件下,1min的漏电流<1mA;1000V DC条件下,1min的最小电阻≥500兆欧。
最终,绝缘耐温度冲击测试结果符合要求(表5)。
表5 绝缘耐温度冲击测试结果表

图8 绝缘耐温度冲击测试现场照片

结语
综上所述,汽车线束是汽车的重要零部件之一。本文为解决使用传统铝导线替代铜导线会增加整车线束布置难度的问题,提出了挤塑铝排线束的设计方案,该设计方案主要是通过挤塑铝排的扁平化设计来更好的贴合车身走线,从而达到减少空间占用的目的。同时,为验证设计制造的挤塑铝排线束性能是否达到要求,本文还就挤塑铝排线束的温升、最大载流能力、绝缘层热老化、绝缘层耐磨、绝缘耐温度冲击等性能进行了测试,测试结果表明以上性能都符合要求。
参考文献
[1]王超,李周义,李桂军,等.铝排在汽车线束中的应用[J].汽车电器,2023 (07):74+76.
[2]魏文耀,王永超,李周义,等.汽车铝导线的应用分析[J].汽车电器,2022 (10):67-69.
[3]杨征朕,杨永富.新能源汽车线束的设计优化与可靠性分析[J].汽车知识,2025 ,25 (06):101-103.
[4]罗强.汽车线束设计及常见故障维修[J].汽车维修与保养,2025 (11) :104-105.
[5]费涛,王雄,韩槐洋,等.汽车线束系统可靠性设计研究[J].汽车测试报告,2023 (12):31-33.
[6]严爱萍.关于汽车线束接点的防护及优化[J].世界汽车,2023 (03):82-85.
作者简介:蒋大名1992年1月,男,籍贯:辽宁省东港市,汉族,研究生,工程师,研究方向:机械设计

 京公网安备 11011302003690号
京公网安备 11011302003690号


