



- 收藏
- 加入书签

对橡胶聚合釜温度控制系统的研究
 打开文本图片集
打开文本图片集
摘要:现在有一类橡胶产品,该产品聚合过程中,换热介质流量大小对于釜温不是唯一的主要影响因素,搅拌电机频率也是重要影响因素,所以该系统最终的精确控温方式是通过调节搅拌电机的频率实现,现提供了一种橡胶聚合釜温度控制系统及其控制方法。
关键词:橡胶聚合釜;温度控制;搅拌电机
前言
现有针对聚合釜控温的方法基本是调节循环水、冷冻盐水、导热油或其他换热介质的流量来进行控温。控制换热介质的流量是进行精确控温的主要手段,而搅拌电机频率一般保持不变或者阶梯式变化。现有一些针对精细化工行业反应釜的温度控制方案,可实现快速升温、定速率升温、恒温、降温的控制目标。控制算法是变PID控制、串级控制或分程控制,执行机构一般是调节换热介质流量的阀门。现有技术的缺点:(1)没有考虑搅拌电机频率的影响。(2)没有判断物料是否活化的方法。(3)现有技术的目标是通过控制聚合反应放热的移除来控制物料温度,不涉及聚合反应放热速率的控制。所以提供了一种橡胶聚合釜温度控制系统及其控制方法来解决这些问题。
橡胶聚合釜温度控制系统说明
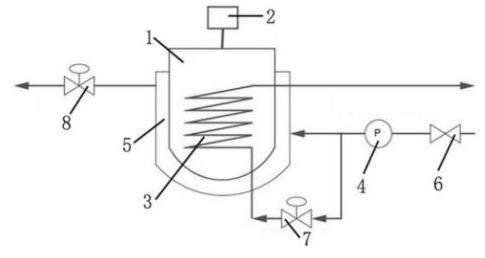
该系统包括釜体1、搅拌装置2、内冷盘管3、换热介质 加压泵4和DCS控制系统。搅拌装置2至少包括搅拌电机和搅拌器,搅拌器设置于釜体1 内且与搅拌电机的输出端连接,通过搅拌电机带动搅拌器进行转动来搅拌釜体内的物料。釜体1的外壁上包裹有夹套5,内冷盘管3 设置于釜体1内并呈螺旋排列以保证降温效果良好,换热介质加压泵4的进液端上设有换热介质开关阀6,换热介质加压泵4包括两个出液端,其中一个出液端连接至夹套5内、另一个出液端连接至内冷盘管3,即,通过换热介质加压泵 4,既可以将换热介质通入到夹套5内,也可以通入到内冷盘管3内;换热介质是从夹套 5的下部通入到夹套内并从夹套的上部排出,换热介质是从内冷盘管3 的下部通入并从内冷盘管的上部排出。本实施优选换热介质采用 15℃冷冻盐水,当然也可以采用其他换热介质,采用冷冻盐水并不作为对该系统的限制。内冷盘管3的进液端设有内冷盘管进口调节阀 7,夹套5的出液端设有夹套出口调节阀8。搅拌装置2、换热介质加压泵4、换热介质开关阀6、内冷盘管进口调节阀7和夹套出口调节阀8均电连接至DCS控制系统,其中,所述DCS 控制系统可以采用任何一种可以控制各个执行机构(即,搅拌装置2、换热介质加压泵4、换热介质开关阀6、内冷盘管进口调节阀7和夹套出口调节阀8)启停的控制系统。
橡胶聚合釜温度控制方法
S1、加入单体并进行预降温:往釜体内加入单体,将搅拌频率置为F1,其中,F1> 0Hz,并判断釜体内的初始温度是否超过预设的T1,若超过T1,则进行预降温,否则,则直接进入下一步;在此阶段,夹套出口调节阀处于一直开启的状态;S2、添加引发剂和助剂:往釜体内加入引发剂和助剂,然后执行下一步,该过程中 搅拌频率继续置为F1;S3、等待物料活化:将搅拌频率置为0Hz,并判断物料是否开始活化,若是,则执行 下一步,否则,则继续等待,直至物料开始活化,然后进入下一步;S4、物料活化:物料活化过程中,通过协同控制方法控制搅拌频率、换热介质加压 泵、换热介质开关阀和内冷盘管进口调节阀的开关或启停,使物料充分活化,物料活化后在 搅拌和换热介质作用下温度会持续下降,当温度低于预设的T2时,进入下一步,其中,T2< T1;S5、物料反应:物料反应过程中,通过协同控制方法控制搅拌频率、换热介质加压泵、换热介质开关阀和内冷盘管进口调节阀的开关或启停使物料放热速率最大化,当到达设定的反应时间后,对物料进行采样并化验,若物料密度达标,则结束反应,否则,继续反应 直至物料密度达标后,再结束反应。
温度控制方法细节说明
步骤S3中,判断物料是否活化具体包括:当温度变化率超过预设的B1,将搅拌频率提高至F1,观察温度变化率的变化情况:若温度变化率超过B1之后立刻下降,则被判定为是假活化;若温度变化率超过B1且温度变化率超过B1的时间持续至少30秒,则被判定为是真 活化。进一步地,当物料真活化后且温度变化率大于预设的B2后,控制换热介质开关阀 开启,若换热介质开关阀开启至少30秒后而温度没有降低,则进入下一步,其中,B2和B1均为正值且B2>B1。
步骤S4中,物料活化过程的协同控制方法具体包括:若温度变化率<B3且温度加速度>0.0且没有开启换热介质加压泵,则将搅拌频率置为0Hz;若B3<温度变化率<B4且温度加速度>0.0,则将搅拌频率置为F1;若B4<温度变化率<B5且温度加速度>0.0,则将搅拌PID回路置为自动,开启换热介质开关阀;若0.0<温度变化率<B5且温度加速度>0.0,则将搅拌PID回路置为自动,开启内冷盘管进口调节阀;若温度变化率>B5且温度加速度>0.0且温度>T3,或者,温度>上次开启换热介 质开关阀的温度+0.6℃且温度>T3,则将搅拌PID回路置为自动,开启换热介质加压泵;若B7<温度变化率<B6且温度加速度<0.0,则将搅拌PID回路置为自动,关闭换热介质加压泵;若B8<温度变化率<B7且温度加速度<0.0,则将搅拌PID回路置为自动,关闭换热介质开关阀;若温度变化率<B8且温度加速度<0.0,则将搅拌频率置为0Hz;若温度<活化过程的跳转温度+0.8℃且温度加速度<J1,则关闭换热介质开关阀 和换热介质加压泵;当温度低于预设的T2时,T2<T1,进入下一步;其中,T3<T2;B3、B4、B5均为正数且B3<B4<B5;B6、B7、B8均为负数且B6>B7> B8;J1为负数。
步骤S5中,物料反应过程中的协同控制方法具体包括:若温度变化率<B9且温度加速度>0.0且换热介质加压泵处于关闭状态,则将搅 拌频率置为0Hz;若B9温度变化率<B10且温度加速度>0.0且换热介质加压泵处于关闭状态,则将 搅拌频率置为F1;在60分钟内,若B10<温度变化率<B11且温度加速度>0.0且P1<温度偏差<P2,温度偏差是指釜体内实际温度减去温度设定值得到的数值,则将搅拌PID回路置为自动,开启换热介质开关阀;若B11<温度变化率<B12且温度加速度>0.0且P1<温度偏差<P2,则将搅拌PID 回路置为自动,开启内冷盘管进口调节阀;若B12<温度变化率且温度加速度>0.0且温度>T3,或者,温度≥上次开启换热 介质开关阀温度+0.6℃,则将搅拌PID回路置为自动,开启内冷盘管进口调节阀;若B13<温度变化率<B14且温度加速度<0.0且P1<温度偏差<P2,或者,温度偏 差<P3,则关闭换热介质加压泵;若温度变化率<B14且温度加速度<0.0,则将搅拌频率置为F2,关闭换热介质开 关阀;当物料反应过程的计时>30分钟,若换热介质开关阀和内冷盘管进口调节阀处于开启的状态下,温度偏差>P4,且搅拌频率>F3,则开启换热介质加压泵,同时将搅拌频率 降低为F2;其中,B9、B10、B11、B12均为正数且B9<B10<B11<B12;B13和B14 均为负数且B13 <B14;F2<F1<F3;P1、P2、P3、P4均为负数且P2>P1>P4 >P3。
橡胶聚合釜温度控制方法的关键点
(1)第一个技术关键点是判断物料是否是真活化。物料存在真活化和假活化两种情况。在物料活化前,搅拌频率最低,物料温度是缓慢下降的,釜温变化率是负值。物料活化时,釜体内温度开始持续上升。
(2)第二个技术关键点就是对物料反应放热速率的控制方法。通过执行机构(包括搅拌装置2、换热介质加压泵4、换热介质开关阀6、内冷盘管进口调节阀7和夹套出口调节阀8)的启停情况来反映物料反应的放热速率,这些执行机构对釜温的影响程度不同,控制精度不同。反应从弱到强的过程中,依次打开换热介质开关阀6、换热介质加压泵4、夹套出口调节阀8、内冷盘管进口调节阀7,最后使用搅拌频率来精确控温。例如:当换热介质加压泵4、换热介质开关阀6、内冷盘管进口调节阀7和夹套出口 调节阀8全开的情况下,换热介质(即冷冻盐水)的流量达到最大,搅拌频率相对比较高时,此时换热量最大,那么放热速率也就是最大的,在这种工况下控温是最为理想的。
(3)第三个技术关键点是在步骤S4和步骤S5中,换热介质开关阀6、内冷盘管进口调节阀7、换热介质加压泵4 和搅拌的启停有一个固定的先后顺序,满足开启条件后就可以进行下一步操作,满足停止条件就回退操作,四个执行机构(搅拌装置2、换热介质开关阀6、内冷盘管进口调节阀7、换热介质加压泵4)构成一个闭环循环,左侧一列代表换热介质开关阀6、内冷盘管 进口调节阀7和换热介质加压泵4打开或搅拌装置2设为自动,右侧一列代表换热介质开关阀6、内冷盘管进口调节阀7和换热介质加压泵4关闭或搅拌装置2切为手动。
橡胶聚合釜温度控制系统的优势
该系统完善了现有聚合釜温度控制方案,提供判断物料活化点的判断方法,提供一种使反应放热速率最大化的方法。
(1)该系统中,通过橡胶聚合釜搅拌变频进行精确控温,比常规控温方式更精确,精确率可以达到设定值±1℃。
(2)目前主要是通过人工判断物料是否活化,准确率不高,更多地依赖技术人员的操作经验,还提出了一种通过控制程序自动判断物料是否真活化的方法,比常规判断方法提高10%准确度。即使判断失误,也有相应的应对策略。
(3)该系统提供了多个执行机构的协同控制方法,通过多个执行机构协同控制,使得物料反应的放热速率达到最大化,有利于物料单体的聚合,缩短了反应时间,平均每个生产批次可缩短20~30分钟,提高了单位时间产量。
结语
在制造高附加值产品的制药,精细化工,聚合物和食品工业中,反应釜温度控制不当可能会产生劣质产品。因此在化工制药、化学实验室,中试工厂和等工业过程中,反应釜温度控制要求使用高度动态的温度控制系统。当控制反应釜温度时,必须以高速度和可靠性来补偿放热和吸热反应。选择反应釜温度控制系统必须考虑多种影响和条件。搅拌电机的频率是其中一个重要影响,现提供了一种橡胶聚合釜温度控制系统及其控制方法来解决现有技术中存在的一些缺点。
参考文献:
[1]聚合釜内组合式搅拌器安装定位尺寸参数优化模拟[J].崔锋;董金善;史为帅;曹宇.,2019(05)
[2]基于模糊PID自适应整定参数的反应釜温度控制系统[J].龚育林.东莞理工学院学报,2021(01)
[3]聚合釜搅拌器电动机频繁断轴的研究与治理[J].刘海瑜;刘海涛.,2021(06)
[4]PID控制在温度控制系统中的应用研究[J].苗丽娟.电子技术与软件工程,2022(17)

 京公网安备 11011302003690号
京公网安备 11011302003690号


