



- 收藏
- 加入书签

外壳主体件模具的一体化制造
 打开文本图片集
打开文本图片集

摘要:本文基于模具实际生产的特点,以外壳主体件模具为对象,综合应用Pro/Engineer、CAD等软件进行产品造型,模具分模、拆铜公、出碰数图、数控加工,然后及时完成改模、放模,形成先进一体化模具制造流程。应用于多个中小型电器生产企业,自创完整的新产品数据库,有利于产品的更新换代,效益明显,推广价值高。
关键词:模具;一体化;分模;铜公;碰数图;应用
1 概况
模具是工业生产中的重要工艺装备。目前,我国塑料模具设计、分析与制造主要依赖设计人员的经验和制模师傅的技能,设计合理与否、制品有无缺陷只有通过试模才知道,使得模具的制造周期长、成本高。而在当今激烈的电器市场竞争中,凡是涉及到用模具生产的产品,上市的周期要求都非常短,如何缩短交付时间,降低模具成本,提高模具质量是每个模具企业不断追求的目标。
要是能在模具设计、制造过程中采用先进的设计、分析与制造(CAD/CAE/CAM)一体化技术手段,综合应用CAD/CAM软件,引进先进的加工设备,不断提高模具标准化程度,以提高模具的制造水平及制品质量,模具企业即可完成目标。
本文基于模具实际生产的特点,以榨汁机塑胶外壳主体件为对象,利用Pro/Engineer软件分别作为开发和分析平台,结合当今中国注塑模具制造情况,对目前运用最多的注塑模具进行设计、分析、制造(CAD/CAE/CAM)一体化的实践操作研究。综合应用Pro/Engineer、CAD等软件进行产品造型,模具设计及分模、拆铜公、出碰数图、数控加工,然后及时完成改模、放模,形成先进一体化模具制造流程。
2 模具制造生产过程
模具生产全过程是指根据制品零件的形状、尺寸要求,制造出结构合理、寿命较长、精度较高、能批量生产出合格的相应零件制品的模具的过程。
一、产品造型及分析
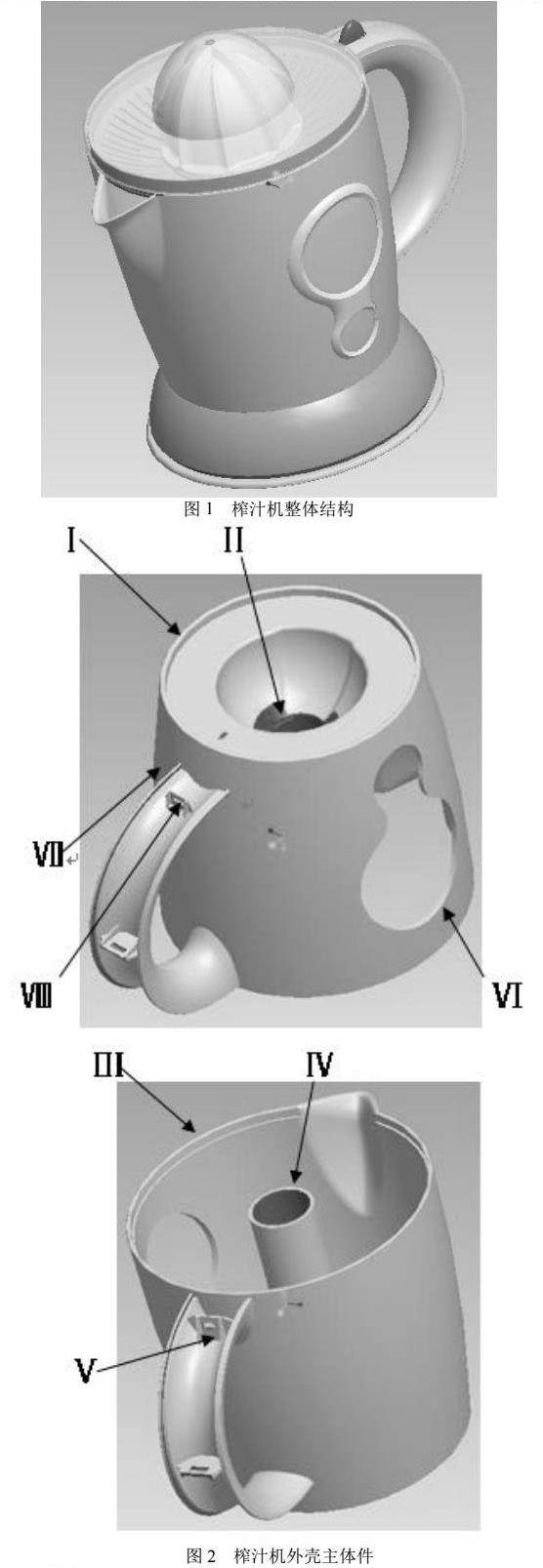
如图1所示为用Pro/E软件绘制的榨汁机整体结构的三维模型。该款产品由欧洲设计师负责外观设计,我们负责结构设计、模具制造及产品生产,其相关的安全标准符合欧盟CE要求。产品主要功能要求:1)同步电机作为驱动源,电能转变为机械能,齿轮带动转动轴,榨汁头将果汁榨出。(如柑,桔子等);2)用5KG的力垂直按压榨汁头时,器具可正常工作。产品可手动压榨,也可电动压榨。3)榨汁机主机摆放平稳,在15°斜面上不会倾倒,滑动。
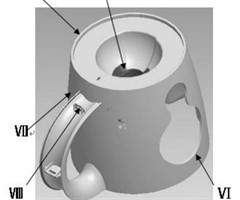
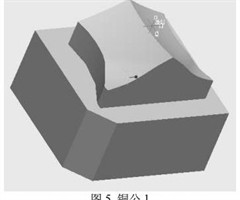
如图2所示为榨汁机外壳主体件的三维模型的造型,主体件是榨汁机的主要外观件,外观要求没有拉花、压花、气泡、气纹、披锋等现象,要求具有一定的强度、刚度,耐腐蚀性良好,同时还必须满足绝缘性。为此,生产企业选用塑件材料为ABS,收缩率为0.6﹪。
塑件的主要特点:
(1)塑件侧凹和侧孔多,结构复杂
塑件主要料位由三个前模滑块和前模、后模形成的封闭型腔组成,外观表面要求细纹路,手感好,合模线位要光滑过渡,不能有刮手现象。
前模部分:由图2所示,Ⅰ位需要圆角过渡,上内模出主要料位,包R;Ⅱ处有横向骨位高3.5mm,长为9 mm,与传动轴零件互配,起旋转固定作用,此处为改模的重点位置。
后模部分:Ⅲ处为一圈止口配位,由活动推板推出,保证塑件外观整洁美观,Ⅳ处是长条深孔Φ26 X 80 mm,位于塑件的中心,装传动轴零件,作长条特制活动推管结构。扣位Ⅴ处,高为3 mm,宽为9 mm,由活动斜滑块出模。
滑块1部分:Ⅵ处属前模滑块1的料位,注射前先放入透明水镜塑件,固定好位置,特别注意控制好封胶位,也是改模的重点位置。滑块2部分:Ⅶ处属前模滑块2的料位,滑块2与滑块1配合,形成哈夫模结构,重点控制好夹口线。滑块3部分:出扣位Ⅷ处,高为3 mm,宽为9 mm,此处于手柄上盖相配。
为完成以上部位的成型,多处采用侧向抽芯滑块及斜顶块活动镶件机构,需要严格控制顺序开模及合模,运动精确,模具结构相当复杂。
(2)塑件尺寸公差与精度要求高
该塑件壶口处直径150mm,总长(连同包手柄处)为230mm,总高140mm,其精度等级为2级,公差符合GB/T14486-93标准。
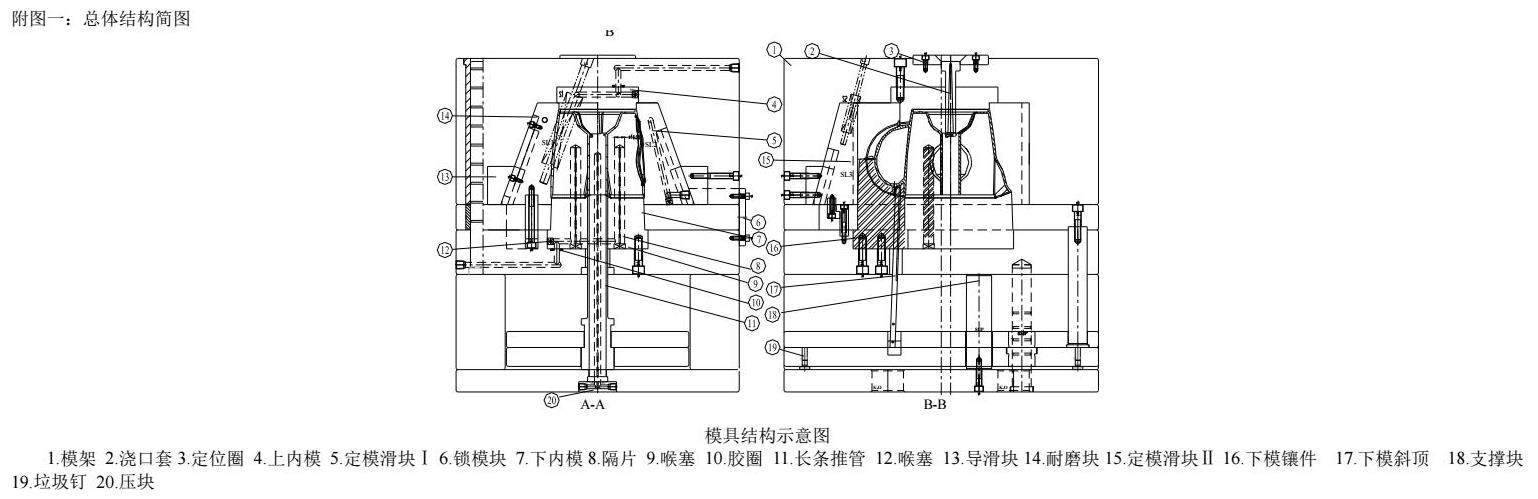
二、模具结构设计(附图一:总体结构图)
2.1 分型面和型腔数量的确定
分型面定义:能把工件明确分成两部分的曲面,由一个或多个曲面特征组成,这些特征可被重新定义,修改或删除。投影面积大的分型面放在左、右滑块的合模面上,注意要增强侧向合模锁紧力,而将投影面积小的分型面作为上、下模分型面,本模具为典型的哈夫模具结构。
根据所用注射机的工艺参数,并考虑实际模具结构复杂,脱模机构动作多,决定采用单腔塑件模具结构。
2.2型腔型芯的结构
(1)型腔的结构设计:本设计采用嵌入式型腔结构。将一个整体型腔嵌入到定模固定板中,嵌入的型腔定模材料为738H,硬度为42HRC。
(2)型芯的结构设计:本模具中型芯也采用嵌入式结构,材料为S136,硬度为50HRC。其内部有多处镶拼结构,目的是优化加工工艺,改良装配工艺,并预留改模空间。
2.3侧向分型抽芯机构设计
抽芯机构的设计是该产品模具设计的重点。由于内、外侧凹比较多,为使模具结构紧凑,提高模具使用寿命,设计过程精心布置,采用一对定模侧向抽芯滑块哈夫结构成型,另外有一个辅助定模小滑块成型手柄料位。滑块内部结构复杂,加工难度大,采用了普通机加工、数控加工、电火花等综合加工方法。动模有一处活动斜顶推块成型小扣位。
2.4浇口设计
浇口是浇注系统的关键部分,根据材料ABS流动性的特点,为避免在零件表面出现进料痕,保证进料均匀,采用侧浇口进料,浇口位置选在中间部位 顶部凹弧的骨位处,浇口的厚度取1.0mm。
2.5导向机构设计
本模具选用标准模胚DH4550,定模固定板厚度230mm,动模固定板厚度70mm,推板垫块高度150mm,采用导柱和导套机构导向,导柱、导套的布置方式均为标准布置,有关尺寸及布置形式按模架资料。
2.6冷却系统设计
为了使冷却效果好,在模具的定模型腔板和动模型芯内及左右大滑块均开设了水道。冷却水道孔径采用Φ8mm钻头加工,横向穿过模板,纵向分层排布;而动模型芯采用铍铜隔片大孔冷却,这样使塑件各处的冷却均匀,模具的模温均匀。
2.7脱模机构设计
本模具塑件的动模顶出主要采用推板推出,推板周边有2°的斜度,控制动模推板与斜顶块同步完成动作,推板顶杆直径30mm。另外,浇注系统中的冷凝料开模时通过中间骨位的活动推管一起推出。
2.8模具工作过程
开模时,动模部分向左移动,模具从动模和定模分型面分开,弹簧作用力使定模滑块在导滑槽内向外滑动,直至滑块与制件完全分开,完成侧向抽芯动作。制件包在型芯上随动模继续后移,直至注塑机顶杆与模具推板接触,推出机构开始工作,推板与推管共同作用,将制件从型芯上推出。合模时,复位弹弓和外置预复位机构的作用下,先将动模顶针板退回到原位,动模斜顶块2复位;定模侧向抽芯滑块向内移动复位,最后由定模斜面将定模滑块锁紧。
三、模具分型设计(3D分模制造)
分模:就是将型腔以不同的出模方式和方向把它分解成若干部分,以达到拼合为一整体型腔,能按序分开,取出注塑产品的一种合理设计。
3.1 分模的具体步骤和方法:
(1)在[零件]模块中调出分模的零件,选择[编辑]︱[设置]检查单位,确定该主体塑件的单位为公制。
(2)利用[分析]︱[几何]→[拔模检测]检查零件出模,确定分型线,对没有出模角度的部分进行拨模处理。
(3)进入[制造]︱[模具型腔]模块,选[模具模型]→[装配]→[工件]首先装入工件,然后按排位图装入参考零件(主体塑件)。
(4)明确放缩水的坐标,与二维模具图排位塑件中心位置数一致,该ABS塑件收缩率为0.6%。
(5)在[装配]窗口条件下,根据参考零件的特征,创建分型面,把分型面当作一个Ref-Surface零件操作,方便以后作铜公、镶件。
(6)在[制造]模块下,单击模具体积块分割按钮→[两个体积块],选用所构建的分型面对工件分割,形成上、下内模实体。
(7)采用直接创建体积块方式生成行位滑块SL1,SL2,SL3:(a)先根据排位图尺寸,造出滑块的总体形体,选择[模具模型]→[创建]→[体积块]→[草图];(b)然后通过修改,以及Trim功能对总体积块修改;(c)使用[模具元件]→[抽取],形成实体。如下图
3.2 分模时应注意的问题:
(1)利用[拔斜检测]检查上、下模、行位出模畅顺,无倒扣现象。
(2)检查产品已放缩水,产品的位置与排位图必须一致,行位、上、下模的尺寸大小与模图一样;检查上、下模的基准坐标必须在同一个角。
(3)检查各插穿位,枕位角度要大于3°,特殊情况下,不得低于1°,而且完全重合,便于挥模,封胶。
(4)枕位封料宽度应在5mm以上,内模尽量避免出现尖角、薄片。
3.3铜公(电极)制造
电极制造是塑料注射模加工重要的环节,应用在:内模中一些加工不到位(直角位)的地方;比较窄、比较深的槽坑;表面精度要求高的曲面;加工时容易断刀的地方。
3.3.1 铜公拆分原则:(应综合考虑铜公制造各项工序的要求)
1.CNC加工铜公有足够的强度和刚性,加工不变形,加工过程不弹刀,减少不必要的清角。尖角薄片必须尽量避免,要有加强措施。
2.内模枕位面和料位面要分开在不同铜公上,枕位铜公在文件名后加“P”。
铜公非蚀面要有足够避空,直角避空位3-5mm,对细小骨位时,0.5-1mm,以免强度不够。
3.铜公设计时要考虑加工误差等问题,用过头设计,铜公的临界边需延伸2mm;分段铜公需叠加设计。
4.铜公基准坐标一般以所蚀料位最高点;特殊情况可在根部平面;相对基准块分中,特殊情况必须注明碰数平面。
5.基准块跟内模基准坐标方向倒角,以EDM方位。
3.3.2铜公设计基本方法:
1.直接产生实体,然后使用[拔斜],[圆角]等功能使其与料位完全一致。(实用于骨位铜公)
2.拷贝上、下模的料位表面,使用曲面功能得到一个封闭曲面,最后形成实体,完成基准设置。
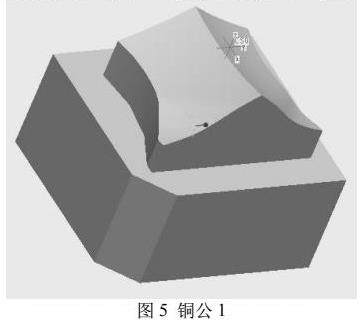
以定模内腔为例,分析铜公电极制造:如图7 示意
(1)调出装配图。
(2)选[创建]-[新零件]在提示后输入铜公名称。
(3)选[修改]编辑铜公实体,根据铜公设计方法完成铜公设计。
3.铜公拆好后,还需做好检查工作:a.检查铜公不能与内模有干涉;b.检查铜公不能有倒扣,有一定的出模角;c.检查铜公坐标分中;d.检查铜公有EDM(电火花加工)方向的倒角。
3.4 碰数图(电极工程图)设计:
EDM加工为模具加工的后期工序,碰数图看似简单,实则至为重要,必须做到准确无误,以定模内腔为例,分析碰数图的制作过程:
(1)将整套模的铜公整理好,作层分开,明确碰数图的数量,EDM料位不遗 漏,保留记录。
(2)文件名为模号+EDM1的Drawing文件,Format格式上选A3-EDM。
(3)使用[增加视图]产生三个视图,a)主视图,以分模面为前面,b)侧视面,c)立体图。
(4)使用层功能隐掉无需出现的零件,原则是铜公不重叠,铜公上的倒角位置明确,而且必须保存隐层状态。
(5)在主视图上利用坐标系,标出内模(行位)基准坐标系标数,铜公坐标必须为碰数基准,保留两位小数。
(6)在侧视图方向,规定高于Z轴零点基面的值为正值,反之为负值,使用注释功能在主体图上指出被蚀零件的碰数基准面Z=0。
(7)最后检查铜公号是否正确,输出DWG文件,打印。
四、生产结论
该款榨汁机产品在合同期内,模具制造顺利地完成多次产品认证的相关改造,配合廉江市红橙节企业接单任务,短时间内即形成大规模生产,出口欧美市场,受到公司和客户的好评。
应用一体化模具制造技术,从产品造型,到模具设计,制造,以及跟进改模,形成完整数据库,有利于产品的更新换代,适合于中小型电器生产企业自创新产品,配合湛江地区产业发展,效益明显,推广价值高。
参考文献:
[1]塑料模具设计手册编写组.《塑料模具设计手册》[M].北京:机械工业出版社,2002.
[3]洪惠良等.《塑料成型工艺与模具设计》(第二版).北京:中国劳动社会保障出版社,2016.
[3]周旭红等.《注塑模具设计教程》.北京:清华大学出版社,2016.

 京公网安备 11011302003690号
京公网安备 11011302003690号


