



- 收藏
- 加入书签

线扫描视觉检测技术在烟支在线激光打孔质量检测中的应用
 打开文本图片集
打开文本图片集






摘要:烟支在线激光打孔是为降低高端卷烟产品焦油量、吸阻等指标而出现的一项新型卷烟工艺。在实际生产过程中,由于各种设备问题的影响,会导致打孔位置偏移、打孔数量减少等质量问题。本文的研究目的是采用线扫描视觉检测技术,对烟支在线激光打孔的质量进行在线检测,采集条状连续烟棒在打孔部位的清晰图像,通过图像处理来分类识别缺陷,并对缺陷烟支进行识别与剔除。通过上机实验及剔除率等数据统计证明,该方式能够对烟支在线激光打孔缺陷烟支进行有效的识别和剔除。
关键词:线扫描;激光打孔;在线检测
1前言
烟支在线激光打孔是为降低高端卷烟产品焦油量、吸阻等指标而出现的一项新型卷烟工艺。利用激光在烟支点燃端打出数个小孔,增加卷烟纸的通风率,从而解决烟支点燃困难、端部抽吸困难等问题。烟支端部激光打孔可以有效提升烟支的抽吸品质,目前已经成为高端卷烟的特色工艺。在实际生产过程中,由于烟条运行的晃动、卷烟纸密度分布不均、激光打孔系统故障、飞起的烟沫阻挡光路等问题,都会导致打孔位置偏移、打孔数量减少等质量问题。
在烟草行业,现代卷烟生产过程中,卷接设备运行速度不断提升的同时,对卷烟质量控制的要求也不断提高。国内主流卷接设备针对烟支在空头、漏气、重量三个方面的在线检测已经比较成熟,但对连续烟条工艺段的外观检测比较具有代表性的是HAUNI公司的ORIS系统。针对烟支端激光打孔这种针对高端卷烟产品设计开发的新型工艺,没有在研发和在用的检测系统。因此迫切需要自主研发一套系统用于烟支端激光打孔的在线质量检测。
目前,针对该类型缺陷,一般来说有效的检测方式是视觉检测,但由于该部位结构紧凑,烟支运行速度较快,普通的视觉检测方式成像效果不佳,严重影响最终的检测效果。本研究结合条状连续烟棒的运行特点,借鉴印刷行业相关检测方式的思路,决定以线扫描技术为研究方向,开发基于线扫描技术的烟支在线激光打孔检测装置,能够应用于各种型号类型的卷接设备。
2 硬件系统
2.1 硬件系统构架
在该检测装置硬件系统中,包含了高行频线阵相机、定制LED光源、控制主机、PLC、剔除机构等部件,构成图像采集模块、信号处理模块和控制模块三大部分。硬件系统构架如图1所示。
图像采集模块在卷烟机烟枪激光打孔后的交接位置,由固定支架、相机、光源组成,对烟支卷烟纸搭口处的激光孔数量和位置进行线扫描成像,通过线阵合成成像技术,形成烟支激光孔位置成像的位图图像。相机通过CameraLink接口与信号处理模块连接,实现图像传输,通过专用编码器产生的时序脉冲对相机进行信号触发控制,根据成像场景需求,实现对光源的照射控制。
信号处理模块是具有高速并行多线程算力的高速机器视觉主机,实现图像多线程处理、算法实现、缺陷检出分类、缺陷显示、数据查询、参数设置等。同时,通过图像信号总线以及移位控制总线分别与图像采集模块和控制模块进行通讯,实现图像信号的输入和剔除信号的输出。
控制模块由PLC及剔除机构组成,PLC采集卷烟机脉冲信号,根据卷烟机脉冲移位控制原理,跟踪烟支的相对位置,针对废品烟支实现在特定鼓轮特定延时后的精确剔除。
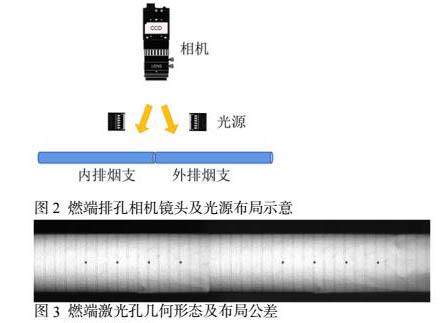
燃端排孔由于其在双倍长分割前处于并行对拍状态,通过在进入蜘蛛手之前安装图像采集模组;采用宽幅相机和FA镜头的搭配,通过低角度水平对置光源,实现单相机同时采集两支香烟的燃端排孔图像(图2);
低角度近视水平的打光布局可以得到更高的明暗对比度,能够清晰的成像出双倍长烟支的两个燃端排孔的图像(图3)
可以准确检出单支烟支上的打孔数量,识别出漏打孔或多打孔的缺陷烟支;同时由于其有很高的测量精度,可以识别出超过0.5mm的打孔错排偏移(等效约20%的尺寸错排比例,正常孔间距约为2.8mm)。
2.2 线阵相机选型
随着机器视觉技术的广泛应用以及工业流水线速度和精度的不断提升,线扫描系统越来越受到视觉工程师和最终用户的青睐。线扫描系统主要适用于需要物体与相机之间发生相对运动的场景。通过线扫描相机的高速采集,每次采集完一条线后,物体恰好移动到下一个单位长度,然后相机继续采集下一条线。经过一段时间的连续采集,这些线条将拼接成一张完整的二维图像,类似于面阵相机所采集到的图像。然而,线扫描系统的一个显著特点是其图像高度可以无限延伸。随后,软件可以将这个“无限长”的图像截取为一定高度的图片,进行实时处理或者先缓存起来稍后再处理。
检测对象为在过道上运行的被卷烟纸包裹的双倍长烟条,由于烟条间的间隙非常小,可以看作是连续运动物体,符合线扫描技术的应用场景。一般来说,根据系统的检测精度和速度要求,确定线阵CCD相机的分辨率和行扫描速度,同时确定对应的采集卡。
在选取线阵相机时,需要考虑计算分辨率,即幅宽除以最小检测精度得出每行需要的像素。然后根据实际检测精度,选择相机,即幅宽除以像素数得出实际检测精度。根据每秒运动速度的长度除以精度,得出每秒扫描行数。根据以上数值选择相机。由于线阵相机是行扫描,按像素精度为0.1mm计算,中速卷烟机卷烟纸线速度最快约为7.6m/s,可选择80KHZ扫描频率的相机,也就是每秒扫描80000行,每秒能够扫描的距离大约为8m,采样时间能够满足设备运行速度要求。
2.3 光源选型
光源部件包含LED照明灯组、相机及LED光源固定支架。通用照明一般采用条状或点状照明。条灯是一种常用的通用照明方式,其很容易安装在镜头上,可给漫反射表面提供足够的照明。
从稳定、高亮度、寿命长方面衡量(频闪方式,使用寿命≥10万小时)。系统采用24V直流LED (RGB)三色可变色谱光源,蓝光波长460-470nm,色容差要小于5SDCM,寿命长,光衰小,同时具有PWM软常亮方式,不闪烁、不影响现场人员的正常工作。成像清晰,无光斑,亮度可调。
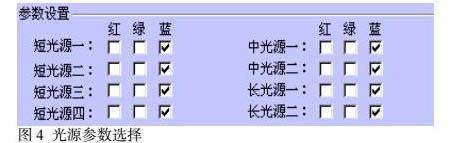
同时软件自动改变照明光谱,避免不同工位相机的光源干扰。对各种品牌的卷烟纸都具有良好的适应性,能满足各种烟条的图像检测要求。根据现场需求可选择光源颜色如图所示,强化被测物特征,便于检测软件分析。
LED光源的发光效率为90流明/瓦。为延长LED光源的现场使用寿命,同时降低光源发热,系统采用频闪发光控制方式。采用该方式时,对LED光源瞬间稳定性要求很高,因此系统采用LED恒流驱动器,来补偿因电压波动造成的电流变化,从而保证了LED光源瞬间发光的稳定性。同时,恒流大小可调,可根据现场需要设定LED光源的亮度。
2.4 处理及控制部分
检测装置控制主机采用双显卡AI深度学习嵌入式系统主机,CPU采用高达4.7GHz主频八核心16线程的志强处理器Intel Xeon E-2278GE;显卡采用RTX3090Ti置有高速固态硬盘和RTX3090Ti高速图形处理显卡;由于志强CPU处理器的使用,在满足多线程高速图像处理的同时,能够长期不间断的稳定运行。采用FPGA核心构成的同步触发控制器进行采图触发和NG烟支剔除控制。
3 软件系统
3.1 标定及图像处理算法
对采集到的卷烟机烟支激光打孔图像进行预处理,提升图像的可识别精度,以此为基础,开发利用机器视觉检测对烟支激光打孔的位置、完整性进行检测和识别,从而实现对卷烟机烟支激光打孔质量检测功能。通过图像识别算法的功能应用拓展,充分挖掘出图像算法工具的测量功能。
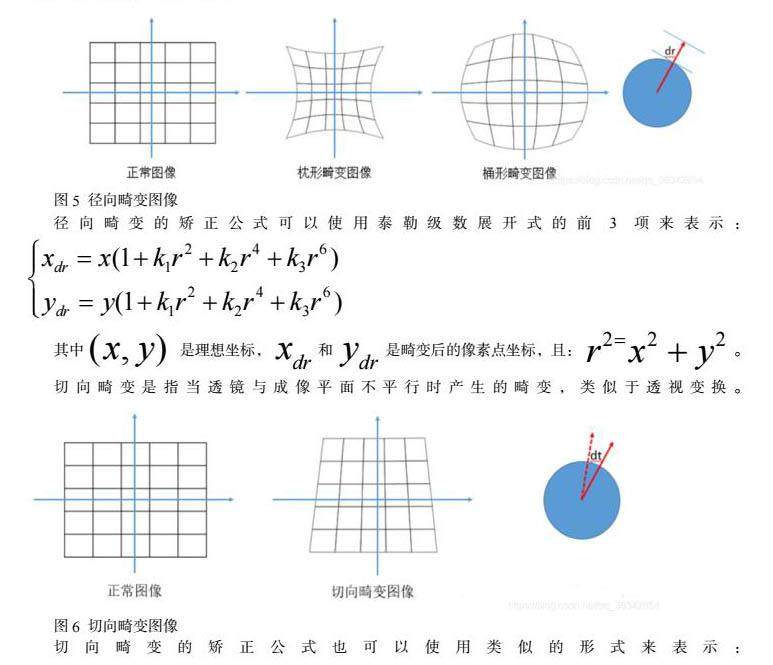
径向畸变是指图像中心位置的畸变最小,随着半径的增大,畸变程度增大。径向畸变可以分为枕形畸变和桶形畸变。枕形畸变是指图像中心位置向外凸起,造成图像中心部分的放大;桶形畸变是指图像中心位置向内凹陷,造成图像中心部分的缩小。
(1)准备标定图片
为了进行畸变矫正,需要准备标定图片。标定图片需要使用标定板在不同位置、不同角度、不同姿态下拍摄,最少需要3张,建议使用10~20张。标定板需要是由黑白相间的矩形构成的棋盘图,并且制作精度要求较高。
(2)用标定板得到相机内参。
(3)根据相机内参得到畸变映射参数。
(4)根据映射图像校正畸变图像。
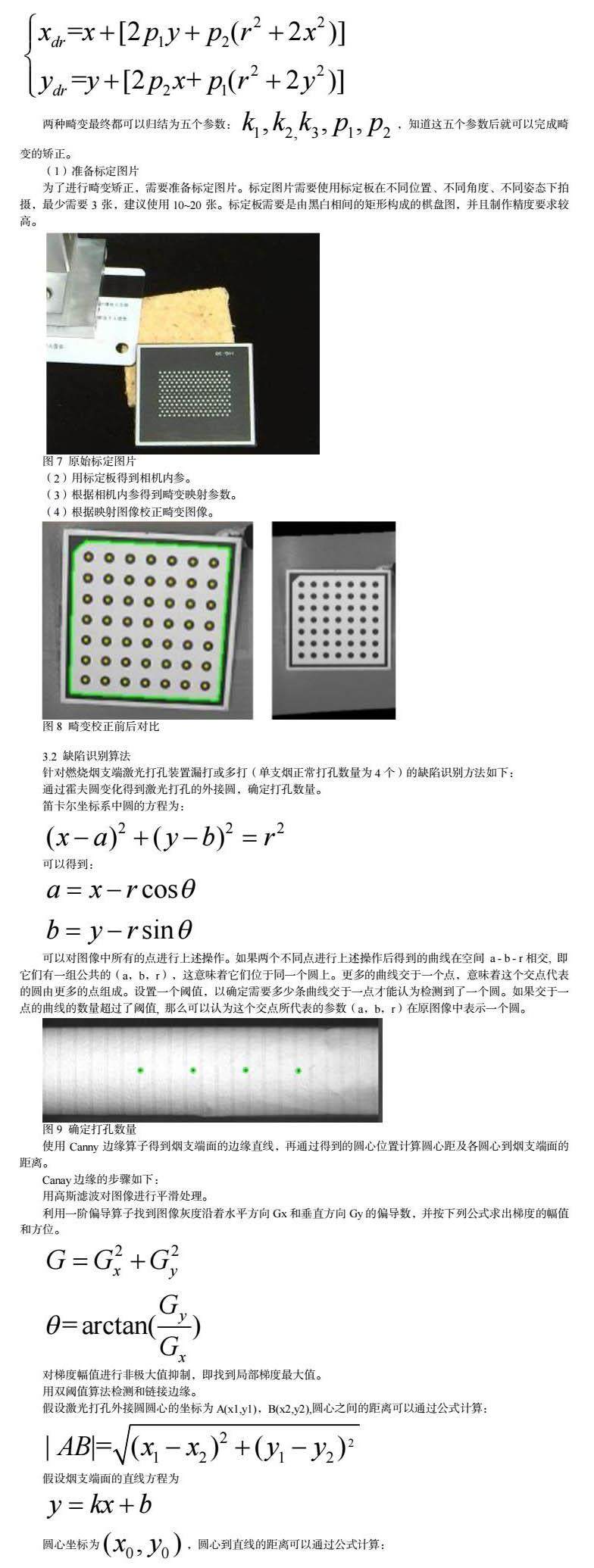
3.2 缺陷识别算法
针对燃烧烟支端激光打孔装置漏打或多打(单支烟正常打孔数量为4个)的缺陷识别方法如下:
通过霍夫圆变化得到激光打孔的外接圆,确定打孔数量。
笛卡尔坐标系中圆的方程为:
可以得到:
可以对图像中所有的点进行上述操作。如果两个不同点进行上述操作后得到的曲线在空间 a - b - r 相交, 即它们有一组公共的(a,b,r),这意味着它们位于同一个圆上。更多的曲线交于一个点,意味着这个交点代表的圆由更多的点组成。设置一个阈值,以确定需要多少条曲线交于一点才能认为检测到了一个圆。如果交于一点的曲线的数量超过了阈值, 那么可以认为这个交点所代表的参数(a,b,r)在原图像中表示一个圆。
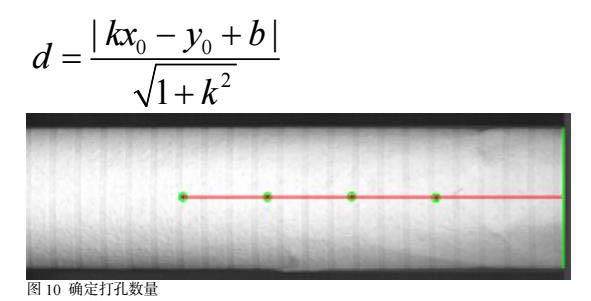
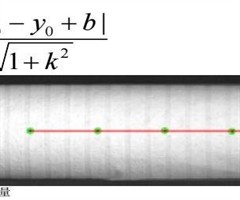
使用Canny边缘算子得到烟支端面的边缘直线,再通过得到的圆心位置计算圆心距及各圆心到烟支端面的距离。
3.3 检测软件工具开发
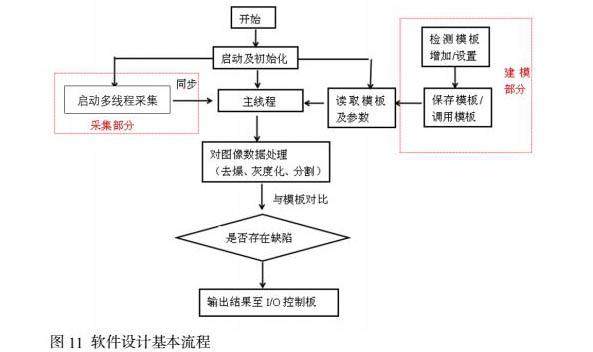
检测软件工具开发属于软件开发的难点,为了降低开发成本、缩短开发周期,提高软件可靠性,本装置采用成熟的FAST和CORECO算法库,库中包含了大量的图像处理基本函数,可以在这些函数的基础上进行软件设计,设计流程如下图所示。
装置工作时,相机将采集的烟支图像传输至检测软件,检测软件通过算法分析实时在线处理,依次进行灰度化、二值化、中值滤波去除噪声干扰,根据设定阈值分割图像,最终通过计算所选区域白色或黑色像素点数目,与设定面积对比,判定此区域是否合格。
独立对装置每个相机参数、检测牌号、检测窗口的数量、位置进行设置,采用全中文界面,界面上能正确显示当前工作状态(正常/关闭)。
操作简单,参数设置简便,控制准确,换牌操作可一键完成。在出厂设置状态,增加的品牌模板将之前的模板进行拷贝,减少较多的重复工作,能在几分钟内完成一个新品牌创建,并能完成所有缺陷的检测,软件可以根据缺陷的类别自动分类统计,从而进行数据统计分析,查询历史工作记录。
检测软件针对不同操作用户群体开放不同的操作权限,保证参数设置的稳定性。
实时显示采集的图像和检测数据,对采集的图像及检测数据进行实时显示。在线检测的同时,可以进行操作软件,调整参数不影响装置检测及剔除。
提供开放的通信协议,用于功能扩展,灵活方便,可进行数据集成,能够向数采系统实时提供经过治理后的、准确的缺陷图像、缺陷数量等数据。可查询并显示:日期、时间、牌号、班次、缺陷剔除原因、剔除量、剔除率、数据通信状态、设备工作状态、参数调整记录等。
各类缺陷的检测标准均可设定,能够为不同产品定制针对性的检测标准。检测算法流程模板化定制,针对新型号,能够快速地完成标定配置。分类统计,结果一目了然自动按照烟支型号、缺陷类型、班次、时间等分类统计,生成形象化的图表,使检测结果一目了然。自动分析缺陷出现的周期性规律,用于辅助定位造成烟支缺陷的故障原因,避免批量缺陷出现。
4 效果验证
本研究在ZJ17D型卷烟机上进行效果验证,经对烟支在线激光打孔检测装置的功能进行三个工作日(标准工作班次)进行现场测试,对各项检测指标进行测试、检查、核对。
对卷烟纸在线激光打孔故障导致的质量缺陷检测,识别率达到100%,检测误剔率低于3%,达到设计要求,同时,发现系统对于卷烟纸翘边、爆口等缺陷也能够进行有效识别。
5 结论
本研究采用新型线阵相机,搭配定制的LED光源,对烟支卷烟纸搭口处的激光孔数量和位置进行拍照成像,采集图像后,通过处理算法,能够对数量、孔径、分布等情况进行识别,辨别出打孔失败、部分打孔缺失、打孔位置偏差、打孔位置烧灼缺损等质量缺陷,在剔除系统的移位控制下对烟支进行精确剔除,并进行分类统计。研究进一步证明了线扫描视觉检测技术在卷接设备上广阔的应用前景,尤其是针对当前各种个性化、高端卷烟产品的特殊工艺,与面阵相机相比,该装置清晰的成像效果以及强大的图像处理能力对于提升产品质量具有较大左右,能够完善企业产品质量控制过程,促进新产品新工艺的推广,提升企业制造力和制造水平。
参考文献
[1]陈敏.涂装产品外观缺陷在线检测系统的研究与开发[D].华中科技大学,2015.DOI:10.7666/d.D735672.
[2]徐岩,史燕琼.线扫描缺陷检测系统中的LED光源设计[J].光学与光电技术, 2011, 9(3):4.DOI:10.3969/j.issn.1672-3392.2011.03.006.
[3]何永辉,苗润涛,陈云,等.基于LED光源的热轧带钢表面质量在线检测系统的开发与应用[J].宝钢技术, 2011(3):5.DOI:10.3969/j.issn.1008-0716.2011.03.001.
[4] 朱瑶,王治乐,贺磊,等. 线扫描相机标定及畸变矫正方法[J]. 航天返回与遥感,2017,38(6):46-53. DOI:10.3969/j.issn.1009-8518.2017.06.006. 0946.2014.03.027.
[5] 付彬. 基于DSP的高速线扫描相机的实现[J]. 电子设计应用,2005(11):124-126.
[6] 徐佳乐,黄丹平,廖世鹏,等. 基于线扫描技术的轴承表面缺陷检测方法研究[J]. 中国测试,2022,48(11):88-94.
[7] 周明,孙浩,卢洪林,等. 基于CCD线阵相机的高速烟支外观在线检测系统[J]. 科技创新与应用,2019(25):7-12.
(作者单位:红云红河烟草(集团)有限责任公司红河卷烟厂,本论文课题由红云红河烟草(集团)有限责任公司线阵相机视觉检测技术在烟支质量检测方面的研究与应用科技项目(合同号:HYHH2021GY10)资助)

 京公网安备 11011302003690号
京公网安备 11011302003690号


