



- 收藏
- 加入书签

基于不锈钢板激光焊点焊的形貌研究
 打开文本图片集
打开文本图片集



摘要:目前大部分传感器产品都运用了激光焊的连接方式。然而目前工艺对激光焊设备的参数与焊缝形貌未进行系统性摸索,激光焊接的质量事故时有发生。故本课题针对不锈钢板脉冲激光焊进行研究,试验得出焊点的六种形貌,找出其中适合焊接的3种形貌,并分析出功率、脉宽、离焦量等参数与焊缝形貌的影响规律,同时通过试验得出大功率时最小离焦量的计算公式,以及各焊点形貌重叠率的推荐值。
关键词:脉冲激光焊;不锈钢;离焦;重叠率
引言
不锈钢由于其良好的高温抗氧化性、热稳定性、易加工成形和优良的抗腐蚀性[1],广泛应用于航空、航天、汽车、船舶等领域。在航空领域,尤其是航空发动机零部件的制造中,常常需要焊接成型[2,3]。
激光焊是通过聚焦高能量的激光束,在移动过程中照射到被连接部位的表面进行高效焊接的方法。激光焊具有高能密度、深穿透、高精度、适应性强等优点[4],特别适用于薄板的焊接[5-8]。因此受到各国家的重视,这种焊接方法在航空航天、电子、汽车制造、核动力等高新技术领域中得到了广泛应用。
大部分传感器产品均选用不锈钢材料,且都运用了激光焊的连接方式。然而目前工艺对激光焊设备的参数与熔深规律未进行系统性摸索,激光焊接的质量事故时有发生,故本课题研究不锈钢板在不同激光焊工艺参数下,焊缝熔深熔宽的变化规律,对后期工艺参数的确定,对提高传感器产品激光焊质量,具有指导性的意义。
1研究背景与目标
1.1研究背景及意义
激光焊是以激光作为能量载体进行的焊接。具体地说,激光焊是激光束直接照射到材料表面,通过激光与材料的相互作用(发生吸收与反射作用)。吸收的激光转化为能量,使材料内部熔化实现焊接的。激光焊根据输入能量的方式不同,分为脉冲激光焊和连续激光焊两种。脉冲激光焊的激光以脉冲方式输出,能量是断续的,焊接后形成一个个圆形焊点。连续激光焊的激光以连续的方式输出,能量是连续的,在焊接过程中形成一条连续的焊缝。激光焊接是一种新兴的焊接工艺,它相对各种传统焊接最大的优势就是热影响范围小,变形小,焊缝精美。
目前传感器产品大量采用脉冲激光焊连接工艺,但焊接过程中若参数控制不好,易出现焊缝熔深不够、焊缝内部空穴等问题,造成传感器产品强度偏低,存在安全隐患,甚至在使用过程存在肢解的可能,威胁到整个飞机发动机的安全运行。 本次课题主要是研究脉冲激光焊。对脉冲激光焊设备的参数进行系统性摸索,为后期工艺参数的确定,减少激光焊接的质量事故,提高传感器产品激光焊质量,具有十分重要的意义。
脉冲激光焊参数主要有:功率、脉冲宽度(简称脉宽)、焊接速度、离焦量、光斑大小、焊接频率和焊接波形等。不锈钢常采用方波即可,故本课题不对焊接波形展开研究。为系统性摸索各参数对焊缝深度的影响,本课题采用控制变量法,通过试验研究各参数对焊缝形貌的影响。
1.2研究目标
本次课题研究目标是:
1)摸索脉冲激光焊不同参数情况下各焊点的形貌;
2)找出适合焊接的参数区域;
3)摸索大功率时适用的焊接参数;
4)找出各焊点形貌其适合的焊接重叠率范围。
2试验方法
2.1试验材料
传感器产品大量运用了不锈钢材料,其中1Cr18Ni9Ti使用最为广泛,故而本次试验材料选用1Cr18Ni9Ti,其化学成分见表1。
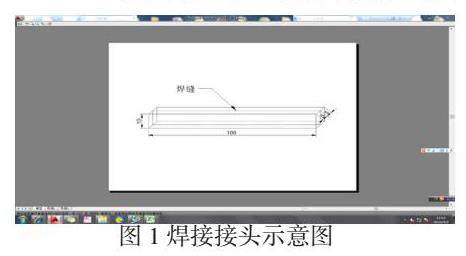
试样尺寸为100*10*5mm,接头形式:对接,焊缝形式如图1所示。
2.2试验设备
焊接试验设备:脉冲激光焊机CFJH300。
检测设备:10XWH-PC晶相显微镜。
2.3试验步骤和思路
试验步骤是:制作试样→激光焊(并观察飞溅情况)→分解试样→检测结果。
影响脉冲激光焊焊缝形貌的工艺参数有:功率、脉宽、最小光斑直径(由设备决定,故本次课题不做研究)、离焦、焊接速度和焊接频率。
试验基本思路是用量由计算和对比试验来选择。其他影响因数通过控制变量法,将各因素单独分析,寻找变化规律。
试验共进行4组试验,分别是:正(0)离焦试验、离焦摸索试验、负离焦试验和重叠率试验。
3试验过程及结果分析
3.1正(0)离焦试验
3.1.1试验过程及结果
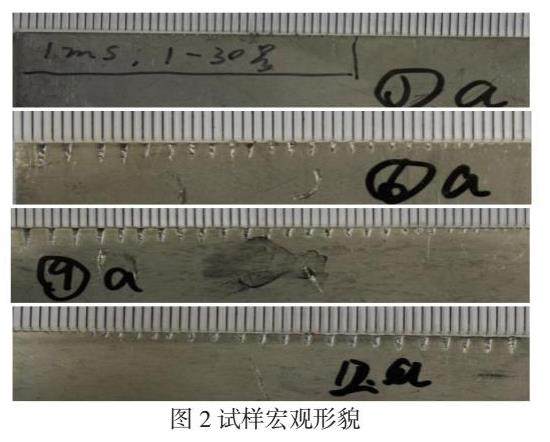
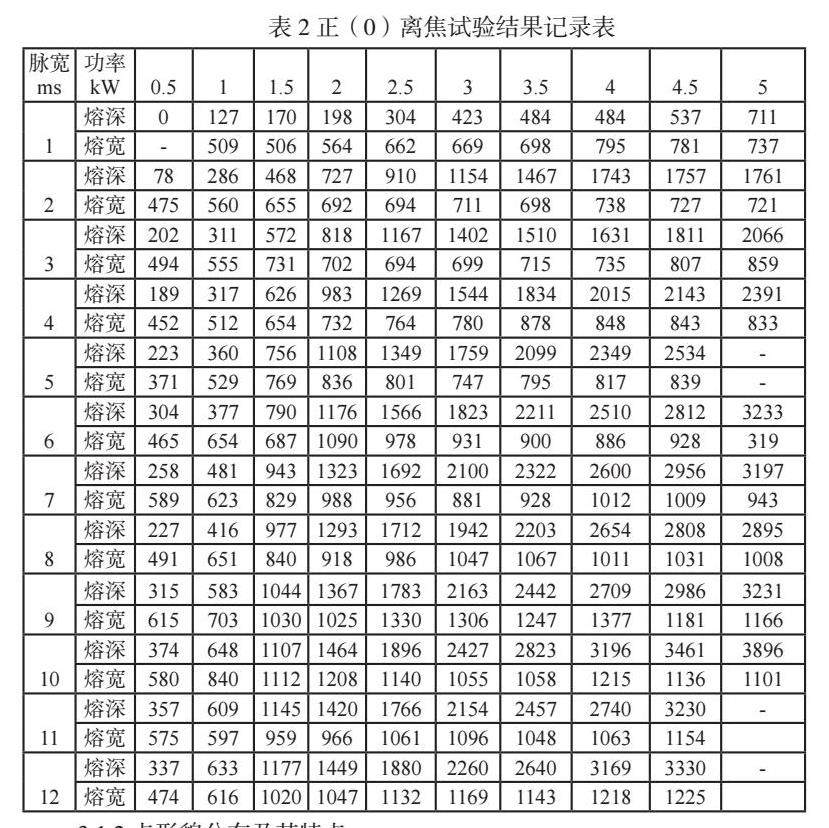
试验选取不同功率和脉宽,离焦量为0,进行激光焊,观察不同参数下的熔深和熔宽。每个参数焊三点,取平均值。功率依次选择0.5、1、1.5、2、2.5、3、3.5、4、4.5、5kW;脉宽依次为1、2、3、4、5、6、7、8、9、10、11、12ms。焊后分解试样,图2为分解后的试样宏观形貌。
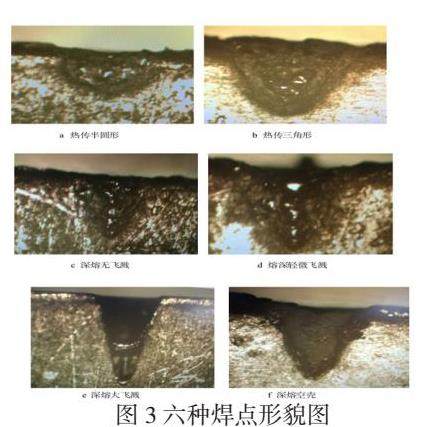
显微镜观察焊缝形貌,可将焊点形貌概况为以下六种:a、热传半圆形;b、热传三角形;c、深熔无飞溅;d、深熔轻微飞溅;e、深熔大飞溅;f、深熔空壳。其形貌见图3。
通过晶相显微镜,检测每个焊点的熔深和熔宽,并将试验数据中每个参数的三个熔深数据取平均值,汇总结果见表2。
3.1.2点形貌分布及其特点
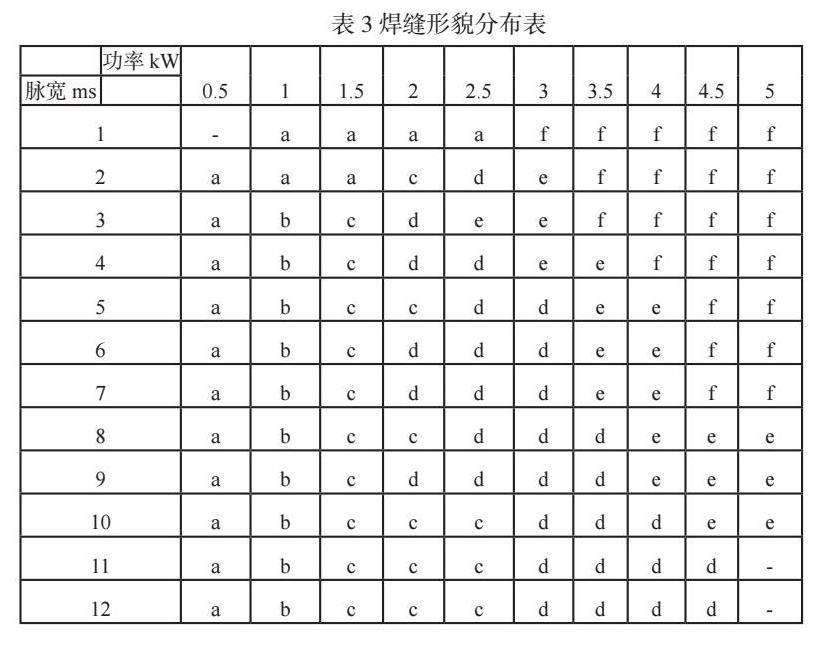
表3为各参数下焊点的分布图。从表中可以发现随着功率的增加,焊点形貌由最初的热传半圆形,慢慢转变为热传三角形,再到深熔无飞溅,继续过度到深熔轻微飞溅,然后飞溅变多,最后熔池金属全部飞溅掉呈深熔空壳的形貌。
分析认为焊点的形貌受功率密度的影响较大。功率密度直接影响焊缝表面材料的温升时间,功率密度越大,温度升得越快。由于离焦量固定,激光焊点的光斑直径不变,试验过程中随着焊接功率的增加,功率密度也相应增加。当功率密度较小时,母材不熔化,如表2中当功率0.5kW,脉宽1ms时,由于脉宽短母材温度未到达熔点,没有熔化。随着功率的增加,功率密度增加,母材温度升高并逐渐熔化,呈现热传焊(圆弧形)焊缝。功率继续增加,熔深继续增大,焊点呈热传焊三角形形貌。功率继续增加,熔深继续增大,焊点出现小孔效应,出现熔深会逐步大于熔宽。功率继续增加,功率密度继续增大,焊点处温度接近金属沸点,焊接时飞溅出现。以不锈钢材料为例,当输入功率密度在3.5×104W/cm2的时候,材料表面会在1ms内被加热到熔点1500℃,而功率密度在6.3×104W/cm2时,材料表面会在1ms内被加热到沸点2700℃。若功率密度继续增大,飞溅量将继续增加,直至熔化金属全部飞溅光,形成空壳焊缝。
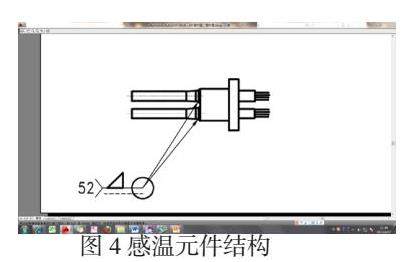
根据图3各焊点的形貌特点,无飞溅的焊点形貌有:a、热传半圆形;b、热传三角形;c、深熔无飞溅。这些形貌适用于焊接,其他出现飞溅的形貌不适用于焊接。热传半圆形焊缝熔深远小于熔宽,其主要适合于焊接壁厚较小的零件,尤其适用于薄壁搭接结构,如感温元件结构,见图4。
热传三角形焊缝熔深与熔宽接近,适用于对接和多数搭接结构的焊缝,不适用于薄壁搭接结构,典型结构见图5。
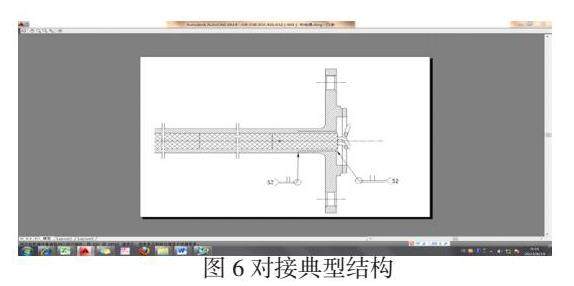
深熔无飞溅焊缝熔深大于熔宽,其主要适用于对接结构,尤其适用于需要较大熔深的结构,不适用于搭接结构,典型结构见图6。
3.1.3熔深的变化规律分析
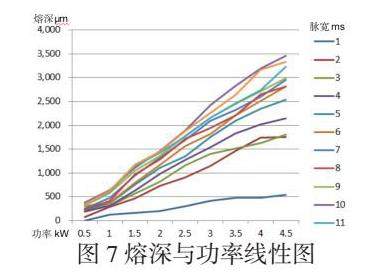
提炼表2熔深数据将试验数据,绘制成折线图见图7。从图中可以看出,在其他参数保持不变时,焊点的熔深会随着功率的增加而增加,且增长趋势明显。
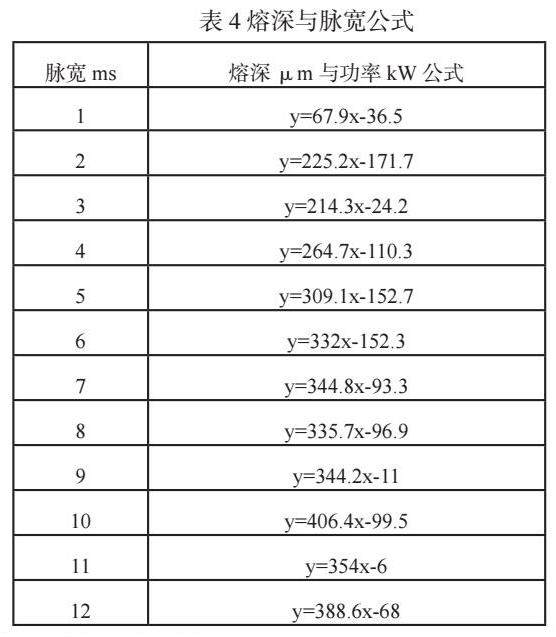
工件表面某点吸收能量的多少由激光输出功率和激光辐照时间(脉宽)共同决定。在其他参数都相同的条件下(如能量分布,焦点位置等),增加激光输出功率可增大焊接熔深。焊接熔深直接与光束功率密度有关,对一定直径的激光束,熔深随着光束功率提高而增加。无论对连续激光还是脉冲激光,激光功率越大,则工件所能吸收的能量值越高,材料所能达到的温度就越高,焊缝的熔深也越来越大。根据试验数据可算出各脉宽下,熔深与功率的计算公式,见表4。
3.1.3熔宽的变化规律分析
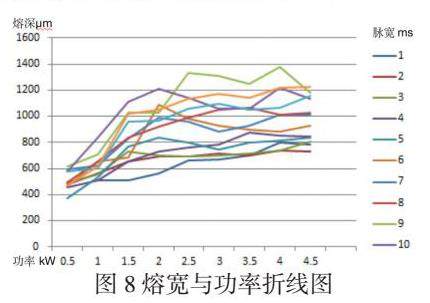
提炼表2熔宽数据将试验数据,绘制成折线图见图8。从图中可以看出,在其他参数保持不变时,焊点的熔宽会随着功率的增加而增加,但与熔深相比,熔宽随着功率变大的增长趋势趋于平缓。
焊缝的熔宽由激光焊光斑大小和激光功率共同决定的。当激光光斑大小和激光辐照时间(脉宽)保持一定时,随着激光功率的增加,激光功率增长,焊点内温度越高,光斑点外金属受光斑内金属传导热量增加,逐步熔化扩大,故而熔宽也随着变大。同理,当激光光斑大小和激光输出功率保持一定时,随着激光辐照时间(脉宽)增加时,焊点内高温持续时间增加,光斑点外金属受光斑内金属传导热量时间增加,温度升高熔化并往外扩大,因此熔宽也随着变大。
3.2离焦摸索试验
不锈钢材料,当输入功率密度在6.3×104W/cm2时,材料表面会在1ms内被加热到沸点2700℃,产生飞溅。只有控制功率密度低于6.3×104W/cm2,才能保证焊接时无飞溅。因为功率密度与功率呈正比,与光斑面积大小呈反比,故而当激光功率较高时,需要增加光斑直径来增加光斑面积,以达到控制功率密度的作用。试验通过观察焊后飞溅情况,找出各参数条件下的需要的最小离焦量。
焊接时,光束的聚焦特性(包括焦距和离焦量)对焊接质量有影响。焦平面位于工件上方的为正离焦,反之为负离焦。正、负离焦量相等时,平面上的功率密度近似相同,但熔池形状不同。在实际运用中,薄板焊接时,熔深小,适宜用正离焦;熔深较大时,采用负离焦。本试验采用厚板焊接,目标是为了获得较大熔深,故采用负离焦。
3.2.1试验过程及结果
试验分别选取功率依次选择4、3、2.5、2kW;脉宽依次为8、4ms,离焦量逐步梯增,每次间隔梯增0.1mm,试验组别及其参数见表5。进行激光焊试验,每个参数3次,观察有无飞溅,找出无飞溅的条件下离焦的最小极限值。
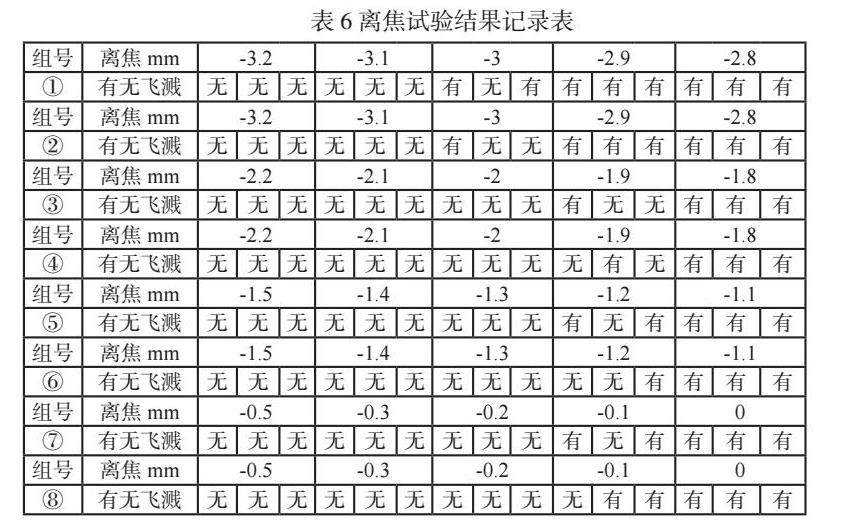
根据观察试验观察,记录有各组试验参数在不同参数下的飞溅情况,记录结构结果见表6。
3.2.2离焦量的结果分析
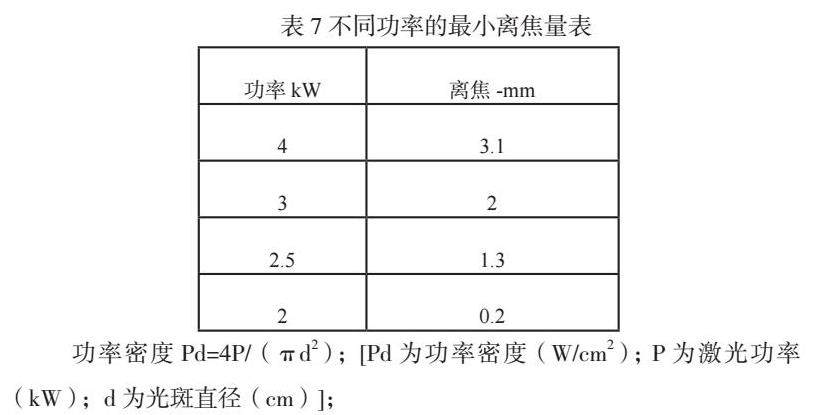
从表6中①与②、③与④、⑤与⑥、⑦与⑧对比可以看出,相同激光焊功率不同脉宽时,焊接有无飞溅的情况一致,故而离焦量与脉宽无关。不同功率条件下,需要的最小离焦量不同。对表6中数据进行提炼,得出不同功率的最小离焦表。
功率密度Pd=4P/(πd2);[Pd为功率密度(W/cm2); P为激光功率(kW);d为光斑直径(cm)];
光斑直径d= kI +M;[I为离焦量(mm);M为最小光斑直径(cm)]
材料耐受的最小功率密度Pd由材料自身特性决定。由于材料、接头尺寸保持不变,所以极限状态下,无飞溅临界点时,激光功率密度也相等,故而P∝(kI +M)2,即。
提炼表7中的最小离焦量,绘制折线图见图9。
由于,可得出最小离焦的计算公式:离焦量I=(7.92P-14.166)-1.086;
为进一步验证该公式是否有效,试验进行了以下补充试验。
根据上述公式计算:当P=5kW时,离焦I=3.96mm。
取5kW,4ms进行试验,发现离焦量为-3.9mm时2个无飞溅,1个飞溅;-4mm时3个均无飞溅。
根据上述公式计算:当I=0时,计算P=(1.0862+14.166)/7.92=1.9375kW,即功率P=1.9kW时,不需要离焦。
取功率1.9kW,4ms参数进行试验时,3个均无飞溅。
试验与公式计算结果符合,故该公式有效。
根据公式可计算出,正(0)离焦时,功率≤1.9kW时,焊点无飞溅。
3.3负离焦试验
根据上述试验,正(0)离焦时,焊接功率超过1.9kW时,焊接存在飞溅,这种情况下的参数无法适用于焊接。为进一步开发设备的焊接能力,结合最小离焦量公式,进行了大功率负离焦试验,即选取大的激光功率,采取负离焦,观察在最大激光密度条件下的焊缝熔深、熔宽变化规律。
3.3.1负离焦试验过程及结果
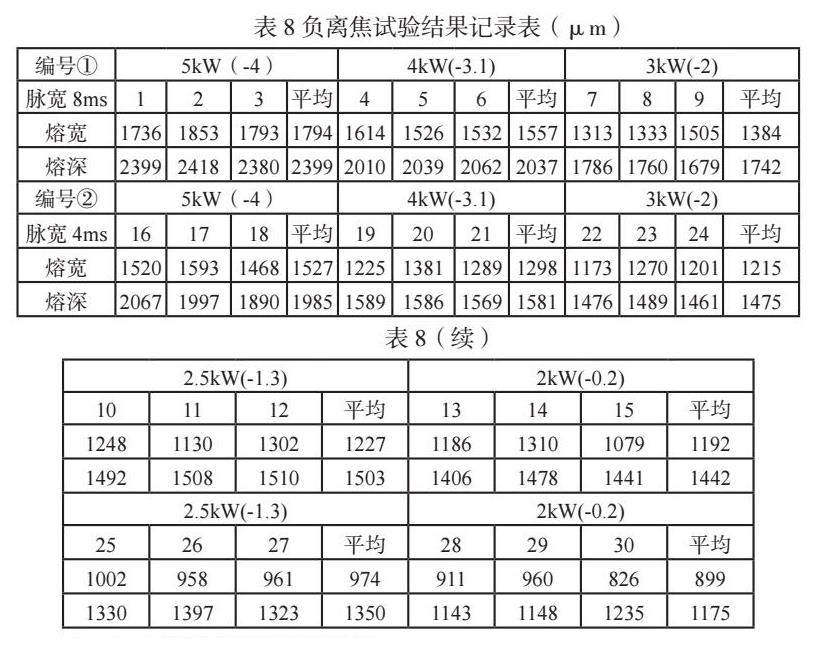
试验分别选取功率依次选择5、4、3、2.5、2kW;脉宽依次为8、4ms,离焦量为由上述公式算出。进行激光焊试验,每个参数焊接3点,记录焊点熔深和熔宽,得出负离焦试验结果记录表8。
3.3.2熔宽的变化规律分析
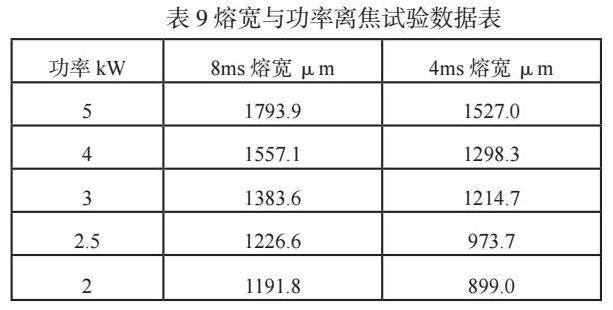
将表8中熔宽数据提取,得出熔宽与功率离焦试验数据表,见表9。
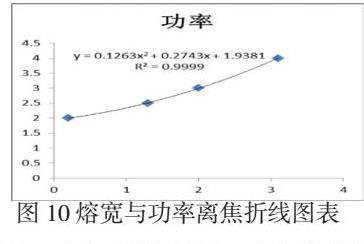
从表数据对比可以发现,在激光功率相同时,脉冲8ms的熔宽大于脉冲4ms时的熔宽。当激光保持一定时,随着激光辐照时间(脉宽)增加时,焊点内高温持续时间增加,光斑点外金属受光斑内金属传导热量时间增加,温度升高熔化并往外扩大,因此熔宽也随着变大。为进一步观察其变化规律,并结合表2中正焦时的熔宽数据,将表中数据绘制成折线图,见图10。
从图中可以清晰看出,在脉宽相固定时,负离焦条件下熔宽大于正离焦下的熔宽。当功率和脉宽保持一定时,负离焦使得光斑直接增加,焊点熔化区域也就增加,因此熔宽也随着变大。
随着功率的增加,负离焦状态下的熔宽也相应增长,且增长趋势大于0离焦时的状态。
但激光功率密度保持一定时,随着功率的增加,离焦量随之增加,光斑面积也相应增大,受激光辐射的区域面积也相应增大,熔化的区域也增大,焊点熔宽也越来越大。从图中可以看出由于正(0)焦时随之功率增加,焊点熔宽也随之增加,但增长幅度较小,离焦时增长幅度较大。可以判断焊缝的熔宽受离焦量的影响较大,受功率和脉宽影响相对小一点。
3.3.1熔深的变化规律分析
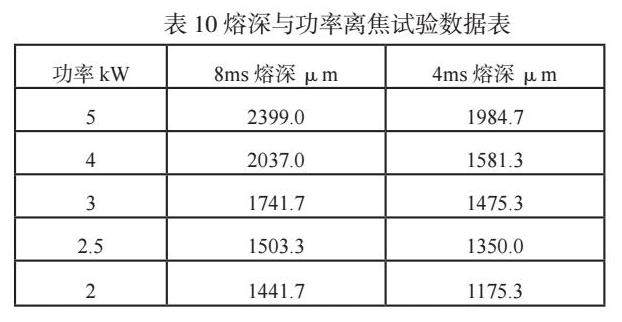
将表8中熔深数据提取,得出表10熔深与功率离焦试验数据表。
从表数据对比可以发现,在激光功率相同时,脉冲8ms的熔深大于脉冲4ms时的熔深。当激光保持一定时,随着激光辐照时间(脉宽)增加时,焊点内高温持续时间增加,光斑点外金属受光斑内金属传导热量时间增加,温度升高熔化并往下扩大,因此熔深也随着变大。
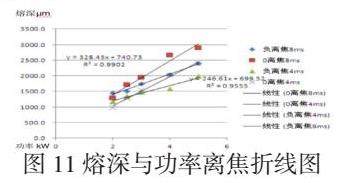
为进一步观察其变化规律,并结合表2中正焦时的熔深数据,将表中数据绘制成折线图,见图11。
从图中可以看到,当功率为2kW时,离焦的熔深比正焦时更大。但功率大于2.5kW时,负离焦状态的熔深即小于正焦时熔深。分析认为,负离焦时,功率密度是保持不变的,随着功率的增加,离焦量也增加,因功率保持不变,其熔深与功率呈线性增长的关系增加。2kW功率时,离焦量较小,经计算约0.2mm,可负离焦焦点位置处于工件内部,故而促进小孔效应,形成等离子体,等离子体进一步压迫液态金属使得小孔变深,焊缝的熔深更大。
功率较大时,负离焦时的熔深小于正焦时的熔深。功率增大很多后,正焦的功率密度也随之上升,但负离焦时,功率密度保持不变, 正焦的功率密度远大于负离焦的功率密度,正焦的熔深大于负离焦状态。
从图11中还可看出,在功率密度保持固定时,随着功率的增加,焊点的熔深也随之增加。当激光功率密度保持一定时,随着激光功率和光斑大小一同增加时,焊点内受到的激光能量增长变多,温度升高熔化并往下扩大,因此熔深也随之变大。根据上述试验数据,归纳出大功率负离焦状态下,刚好无飞溅时熔深与功率的线性公式如下:
8ms时,熔深y=328.43P+740.73(μm);
4ms时,熔深y=246.61P+699.52(μm)。
3.4重叠率试验
总结上述试验,本课题研究了激光焊焊点成形相关的特点,然实际焊接运用时需要实现焊缝的成形,焊缝的整体质量还受脉冲频率、焊接速度等因素的影响。为了使得生产过程获得连续有效的焊缝,本课题还进行了重叠率的试验。
3.4.1重叠率试验过程及结果
重叠率=(熔宽-点距)÷熔宽,重叠率由焊点点距和熔宽共同决定,而焊点点距有焊接速度和频率决定。试验通过改变焊接频率控制重叠率,通过焊后检测最低熔深判断重叠率选用是否合适。
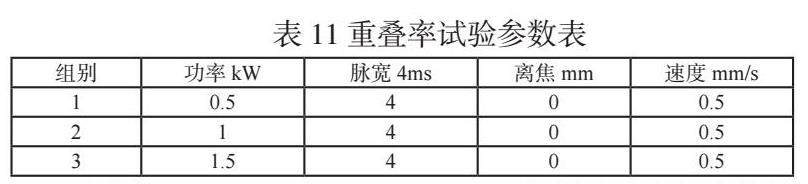
试验共分3组,分别选用a热传半圆形、b热传三角形和c深熔无飞溅三种形貌的焊点,其工艺参数见表11。
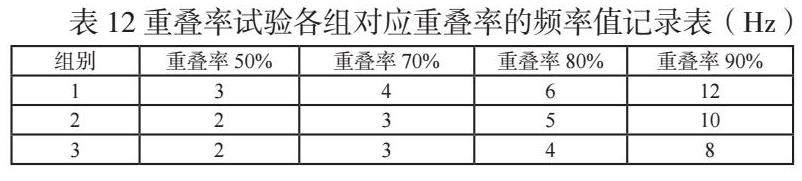
重叠率选50%、70%、80%和90%。根据表2中相应的焊点宽度,可计算出各1-3组各重叠率下的频率,见表12。
通过试验得出各组在不同重叠量下的最小熔深值,见表13。
3.4.2重叠率试验结果分析
(1)热传半圆形焊点在不同重叠量下的特点分析
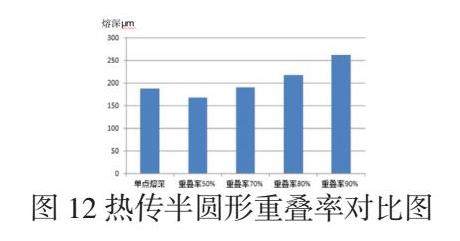
提取第一组试验结果,并与单点熔深进行对比,绘制成柱状图见图12。可以发现,重叠量50%时,焊缝最小熔深低于单点熔深,重叠量70%以上后焊缝最小熔深大于单点熔深。
热传焊接时,因为激光功率密度小,只能使得母材表面熔化,不能使材料内部深熔化,其是通过热传导的方式一步步传向材料内部的,焊接熔深呈现半圆形状。故而重叠量50%时,焊缝的最低熔深值相比于单点熔深略低一点。重叠量达70%以上后,工件自身温度温度会随着焊接过程持续而升高,故而焊缝熔深高于单点熔深。根据上述结果,建议热传半圆形焊缝重叠率通常应保持在70%以上。
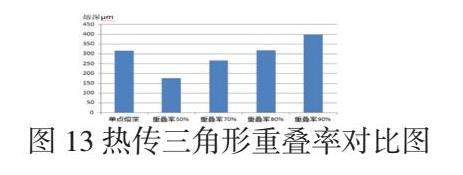
(2)热传三角形焊点在不同重叠量下的特点分析
提取第一组试验结果,并与单点熔深进行对比,绘制成柱状图见图13。可以发现,重叠量50%和70%时,焊缝最小熔深低于单点熔深,重叠量80%和90%时焊缝最小熔深大于单点熔深。
相比于热传半圆形焊缝,热传三角形焊接时,激光功率密度增加,开始出现材料内部深熔化,其受焊点热量和焊点效应的共同影响,焊缝呈现三角形状。故而重叠量50%和70%时,频率较低,焊缝的最低熔深值低于单点熔深。重叠量达80%和90%,激光频率明显增加,且点距较小,焊缝的结合点接近于单点的熔深的最高点,且受工件温度升高的影响,焊缝熔深高于单点熔深。因此,建议热传半圆形焊缝重叠率通常应保持在80%以上。
(3)深熔无飞溅焊点在不同重叠量下的特点分析
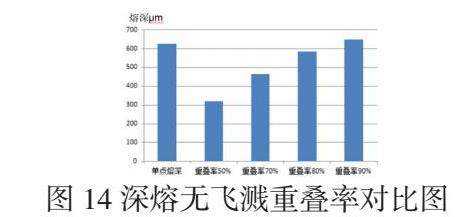
提取第一组试验结果,并与单点熔深进行对比,绘制成柱状图见图14。可以发现,重叠量50-80%时,焊缝最小熔深低于单点熔深,重叠量90%焊缝最小熔深大于单点熔深。
深熔无飞溅焊接时,激光功率密度较高,深孔效应使得材料内部深熔化,焊点熔深主要受深孔效应的影响,焊缝呈现尖三角形状。故而重叠量50%、70%和80%时,频率较低,点距较大,各脉冲焊点结合处处于里三角形尖角较远,故而熔深低于单点熔深。重叠量达90%,点距较小,焊缝的结合点接近于单点的熔深的最高点,且受工件温度升高的轻微影响,焊缝熔深微高于单点熔深。因此,建议深熔无飞溅焊缝重叠率通常应保持在90%以上。
结论
综上所述,研究不锈钢脉冲激光焊参数,通过试验发现以下规律:
1)正(0)离焦时,焊缝形貌共六种状态,其中3种形貌适用于焊接加工,分别是:热传半圆形、热传三角形和深熔无飞溅;
2)大功率时需采用离焦方可焊接,最小离焦量(μm)公式I=(7.92P-14.166)-1.086;
3)建议热传半圆形焊缝重叠率选择70%以上,热传半圆形焊缝选择80%以上,深熔无飞溅焊缝选择90%以上。
参考文献
1中国机械工程学会焊接学会.焊接手册,第二卷,材料的焊接性[M].北京:机械工业出版社,2001.
2马卓.先进焊接技术发展现状与趋势[M].科技创新与应用,2011(03):122.
3张宏武.焊接技术在航空航天工业中的应用研究[J].科技创新与应用,2015(27):133.
4陈彦宾.现代激光焊技术[M].北京:科技出版社,2005:2-3.
5孙希庆,洪永昌,张武.DC04薄钢板的脉冲激光焊接工艺研究[J].电焊机,2010,40(5):130-134.
6马广义,吴东江,王占宏,等.脉冲激光焊接对超薄HastelloyC276焊缝成形的影响[J].中国激光,2011,38(6):1-5.
7李启波,彭道横.超薄不锈钢微激光焊接工艺的研究及应用[J].现代焊接,2011(2):38-41.
8罗小敏,任江伟.脉冲激光焊在薄板中的应用进展[J].热加工工艺,2016,45(15):6-9+14.

 京公网安备 11011302003690号
京公网安备 11011302003690号


