



- 收藏
- 加入书签

核电厂蒸汽发生器射线检验技术研究
 打开文本图片集
打开文本图片集

摘要:核电机组反应堆蒸汽发生器射线检查是对蒸汽发生器一次侧接管与安全端之间焊缝以及安全端与主管道连接焊缝的射线检查。文章简述了蒸汽发生器射线检查的技术要点。通过实例介绍了蒸汽发生器射线检查技术在核电机组反应堆在役检查中的应用。
关键词:核电 蒸汽发生器 射线检验
Abstract:The radiographic inspection of the steam generator in a nuclear power unit reactor is the radiographic inspection of the welds between the primary side nozzles and the safe ends as well as the welds connecting the safe ends and the main pipelines of the steam generator. This article briefly describes the technical key points of the radiographic inspection of the steam generator. Through examples, it introduces the application of the radiographic inspection technology for the steam generator in the in-service inspection of the nuclear power unit reactor.
Keywords: nuclear power, steam generator, radiographic inspection
1 引言
核电站的蒸汽发生器是核反应堆一回路冷却剂把从反应堆堆芯获得的热能传递给二回路给水使其变为蒸汽的热交换设备。同时蒸发器作为连接设备在一、二回路之间起隔离作用,使二回路不受一回路的放射性污染,因此蒸发器也是反应堆一回路压力边界的组成部分,属于反应堆的第二道安全屏障,是核电站的重要设备。
射线检验作为五大无损检验方法之一,在工业领域有着非常广泛的应用。由于射线检验底片和放射源固定好之后曝光过程不需要人员再在检查对象附近停留,且检验结果可靠,因此非常适合位于高剂量区的核电站蒸汽发生器在役检查使用。
根据国家核安全法规HAF0302《核电厂在役检查》的相关要求,核电厂在役前和在役期间均需对核岛内的部件设备以及系统进行检查,以确定其状态是否正常。蒸汽发生器作为一回路的关键设备其安全端焊缝被要求进行射线检查。
本文通过某核电机组在役检查期间蒸汽发生器射线检验的实践探讨了该检验方法的适用性和可靠性,对该机型和同类机型的在役检查,提出了改进意见和方法。
2 焊缝位置与结构
2.1 焊缝位置
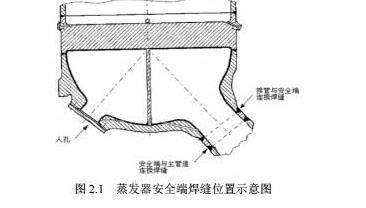
核电反应堆蒸汽发生器射线检验焊缝位置在蒸汽发生器底部一次侧进、出水口与主管道相连部位,如图2.1所示。
2.2 焊缝结构
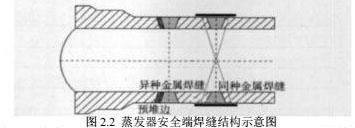
核电反应堆蒸汽发生器安全端焊缝分为两种,一种为接管与安全端之间焊缝,即为异种金属焊缝;另一种为安全端与主管道连接焊缝,即为同种金属焊缝。两种焊缝的结构形式不同,具体结构如图2.2所示。
核电反应堆蒸汽发生器一次侧进、出水接管与安全端连接焊缝中接管材料为低合金钢,安全端材料为不锈钢,焊缝规格为(外径×壁厚):Φ856×78mm。
核电反应堆蒸汽发生器一次侧进出水安全端与主管道连接焊缝中安全端和主管道的材质均为不锈钢,焊缝规格为(外径×壁厚):Φ856×78mm。
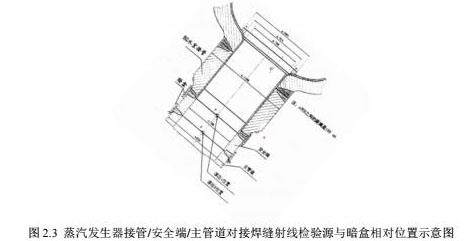
对于 SG 进、出水口接管与安全端过渡段异种金属对接焊缝和安全端过渡段与主管道对接焊缝,首先使用定位工具将源送至 SG 接管/安全端过渡段异种金属焊缝的中心平面,进行一次周向曝光。此时源与胶片暗盒的相对位置如图2.3 所示,源在 A 位置;然后将源往前送进 198mm,到达安全端过渡段与主管道对接焊缝中心平面进行一次周向透照,源的位置如图2.3 中 B 位置;
3 蒸汽发生器射线检查技术要点
3.1 检验技术要求
核电反应堆蒸汽发生器射线检验的检验范围包括焊缝熔敷金属(含预堆边焊缝)和两侧各13mm的热影响区。
核电反应堆蒸汽发生器射线检验使用源在内中心曝光的透照方式,放射源依靠射线源定位工具定位在焊缝径向中心和轴向指定位置位置,像质计置于胶片侧。
核电反应堆蒸汽发生器一次侧进出水接管与安全端连接焊缝、安全端与主管道连接焊缝厚度均为78mm,可使用的γ放射源为Ir-192和Co-60,考虑到钴源焦点尺寸大导致几何不清晰度增大,以及其重量较大现场操作不易实施,因此在两种放射源均可选择的前提下优先使用焦点尺寸不超过3mm的Ir-192 γ射线源。核电反应堆蒸汽发生器射线检验的几何不清晰度不超过1.02mm。
暗盒使用铅增感屏,采用三片技术,所有增感屏和滤光板均编号,暗盒内增感屏和滤光板对应号码放置。假如在评片时发现有不确定是否为伪像是可以通过查看对应的增感屏和滤光板来佐证。
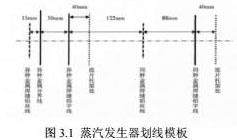
布置底片前需要布置提前制作的铅丝带和标识带,以方便评片时分辨焊缝评定区域范围和缺陷定位。标志带的零点应选取焊缝的永久标识,以方便后续的检查的结果对照和缺陷的跟踪。同时需要提前制作划线模板,用以定位铅丝带和标识带,划线模板如图3.1所示。
制作划线的胶布模板,将胶布上的异种金属分界线对准现场的异种金属分界线,沿着管道周向均匀贴上一圈模板,至少张贴8个模板。
标记带采用100mm间距标记带(0-26-0),所有焊缝均以钢印“0”为0点布置标记带,标记带的走向与现场钢印方向保持一致,依次贴上铅丝带和标记带(标记带“0”需要延伸出一条白胶布,用以最后一张底片覆盖0点),布置铅丝和标记带时需要将两者放置于模板对应线外侧,露出标记黑线。布置底片托架时,底片托架应布置在铅字一侧,距离铅字标记带上沿50mm~55mm,底片托架调整好距离之后,通过锁紧器对其进行锁紧,在锁紧过程中不能使用蛮劲,以免造成锁紧带崩断,对人身造成伤害。
检验中采用ASTM 1C线型像质计,像质计旁放置铅字“F”。布片时使用3个像质计等间距的放置在焊缝上,像质计金属丝横跨焊缝。
布片时注意暗盒的搭接和预曝光焊缝标识的搭接。暗盒的搭接长度不应小于20cm。
3.2 检验工具
核电反应堆蒸汽发生器射线检验射线检验中使用的工具主要包括射线源定位工具和底片托架。
底片托架使用前需要对其进行检查,确保其坚固可靠。
3.2.1 放射源定位装置
射线源定位工具材质为不锈钢如图3.2所示,在使用前需要对其进行有效性检查,以确保工具架定位准确(轴向误差不超过5mm,径向误差不超过2mm),以及工作状态良好。另外核电站对蒸汽发生器有严格的防异物要求,在工具检查时还需对工具的易松动部件进行防松加固,并清点好易松部件的数量,做好记录,在定位工具进入和离开蒸汽发生器时需要对其数量进行确认,防止异物掉入蒸发器内。
3.2.2 底片托架
底片托架使用前需要对其进行检查,确保其坚固可靠,并进行功能性试验,确保其尺寸大小符合现场条件。
3.3 技术难点
3.3.1 工具架安装与定位
确定螺栓孔的位置,对冷端焊缝进行射线探伤,人员面对容器人孔,从正上方向顺时针数第三个螺栓孔为定位孔,该定位孔的180°方向为另一个定位孔;热端焊缝进行射线探伤,人员面对容器人孔,从正上方向逆针数第三个螺栓孔为定位孔,该定位孔的180°方向为另一个定位孔。
对人孔密封面和螺纹孔进行保护,确认密封面保护环是否已安装,如果未安装,需在人孔密封面上粘贴胶布进行密封面的保护。除了要使用的两个螺纹孔外,其余螺纹孔也应粘贴胶布进行保护。
使用螺栓预先对两个定位螺纹孔进行试用,检查螺栓旋进旋出是否顺畅,在拧螺栓的过程中,不能使用蛮力,以免造成人孔螺纹孔的损坏。
定位工具进入容器过程中需避免定位工具与密封面和容器内壁发生磕碰。
定位工具安装过程中,通过手摇曲柄打开支撑伞,在摇的过程中,记录圈数,圈数应基本和试摇圈数一致,然后将手通过密封面和定位工具之间的孔洞伸进容器口,握住定位工具导向杆,轻轻晃动,边晃动,边摇把柄,感觉摇不动为止,支撑伞是否完全打开,可以使用手按压露在容器外部的钢丝进行判断,支撑伞打开后,使用胶布将曲柄、导源管与装置固定。
定位工具安装完成后,将定位工具盖板与人孔之间存在的孔洞使用胶布封堵,避免异物通过孔洞进入容器内。
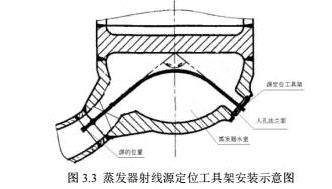
将包裹好的放射源及控制缆布置好,连接放射源机、导源管和控制缆。蒸发器射线源定位工具架安装如图3.3所示。
2.3.2暗盒布置
暗盒布置前,先要准备划线模板,模板上上要标注清楚接管与安全端之间焊缝的异种金属分界线、标识带布置位置线和安全端与主管道连接焊缝的铅丝带布置位置线、标识带布置位置线。
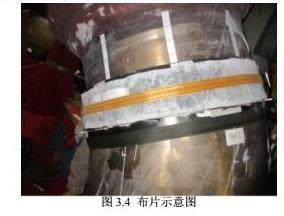
划线结束后,需要透照那条焊缝均可以按照相应的位置线来布置铅丝带和标识带,然后安装底片托架,具体布置如图3.4所示。布片时注意搭接和放置像质计。
按暗盒上的数字编号由小到大依次进行布置,打标识一端放在搭接的上方,两张暗盒的搭接长度在20mm~30mm之间,搭接过多,会导致最后一张暗盒无法压住铅字“0”。像质计尽可能保持3等分,布片前需规划好像质计摆放位置,相邻像质计间距约为900mm,相差9个铅字(如铅字1后面放像质计,第二个像质计在铅字10后面,第三个铅字在19后面)。
在布置最后一张暗盒时,一人需要将第一张暗盒上的固定胶布撕开,同时另外一人用力顶住该暗盒,以防胶布撕开后,暗盒脱落。在胶布撕开后,将最后一张暗盒塞进第一张暗盒下方,且要将铅字“0”覆盖住。
4 现场实践
该核电机组大修期间进行了蒸汽发生器的射线检查,此次检查所采用的即为文中提到的检验技术。
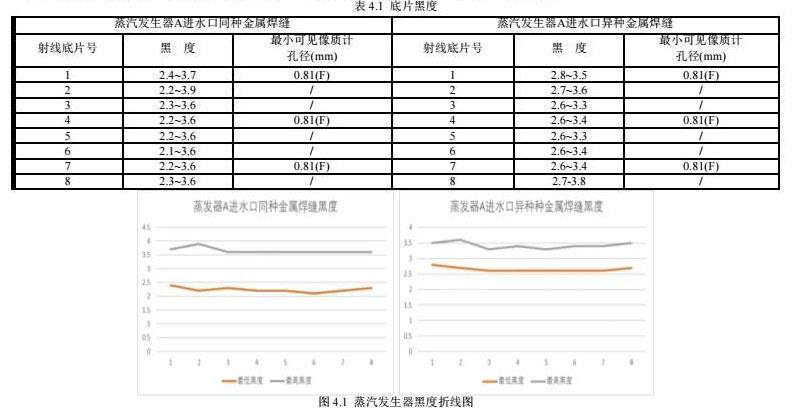
在对蒸发器A进水口的接管与安全端之间焊缝和安全端与主管道连接焊缝进行透照的过程中源定位工具架定位准确,底片显示影像清晰,人员集体剂量远低于电厂的预值,具体黑度如表4.1所示。从图4.1的黑度折线图可以看出底片较为黑度均匀,但同种金属焊缝的黑度差明显比异种金属焊缝大。通过对现场条件的分析,判断由于同种金属焊缝存在凸台,从而存在一定黑度差。
5 优化改进
通过对现场实际操作的分析,笔者认为还有一些地方需要做出改进:
(1)源定位工具架重量偏重,在两人均穿着纸衣和气面罩,又要保证工具不能碰伤密封面和水室内壁的时候安装或者拆卸过程均较为艰难。所以应对工具架优化设计,减轻重量,保证工作人员可以快速的安装和拆卸工具架。现有工具架定位装置材质为不锈钢,可改进为高强度铝合金来大大减轻重量。
(2)底片托架作用有限,仅能起到防止底片垮塌作用,现场布片时暗盒的搭接长度紧靠肉眼观察,费时且很难保证每张底片的搭接长度相等。所以应改进底片托架的设计,将底片定位功能融合在底片托架上,以提高布片的工作效率。
(3)在每次大修前,对参与蒸汽发生器射线检验的操作人员进行理论和实操培训,提高人员熟练度,从而提高一次成功率并降低人员集体剂量。
6 结论
现行使用的蒸汽发生器射线检验技术,经过现场检验验证,技术成熟,底片黑度均匀,影像能清晰的反应出被检焊缝的缺陷显示,检查结果直观、可靠,非常适合蒸汽发生器的射线检查。此外,在现场检验过程中也发现了一些问题,后续将对其进行进一步的改进,使检验过程能够更加的合理,效率更高。
参考文献:
[1] 强天鹏. 射线检测[M]. 第2版. 北京: 中国劳动社保保障出版社, 2007.
[2] ASME 锅炉及压力容器规范[S]. 美国机械工程师协会, 1998.
[3] 强天鹏,民用核安全设备射线检验技术,第2版,北京:中国劳动社保保障出版社,2012年
[4] 吴根华,闫建芳,核电站蒸汽发生器的无损检测[J].无损检测,2013,27
[5] 邬冠华,熊鸿建,中国射线检测技术现状及研究进展.仪器仪表学报,2016.08.002

 京公网安备 11011302003690号
京公网安备 11011302003690号


