



- 收藏
- 加入书签

激光直写光刻设备在FPC模组生产应用及关键部件参数优化
 打开文本图片集
打开文本图片集

摘要:本研究针对新能源汽车FPC模组生产中传统LDI设备的局限性,探讨了卷对卷激光直写光刻设备的应用。通过分析设备优化设计及其技术参数,如最小线宽/线距达到25/25μm、内层对位精度为±16μm、外层对位精度高达±8/260*400和±30/260*1200μm等,显示了该设备在提升加工精度和生产效率方面的显著优势。实验数据表明,设备关键部件在模拟工作环境下表现出良好的变形控制和抗冲击能力,确保了系统的稳定性和持久性。此外,其支持多种涨缩模式和具备可追溯性功能,进一步增强了生产灵活性和质量控制能力。因此,该设备在新能源汽车FPC模组生产中具有广阔的应用前景。
关键词:激光直写光刻设备;新能源汽车;FPC模组生产;技术参数优化;生产效率
一、引言
随着全球能源转型的推进,新能源汽车逐渐成为了日常交通工具的重要组成部分。这一趋势不仅体现在电动汽车的普及,还体现在汽车智能化、电子化水平的提升。作为新能源汽车核心组件之一的柔性电路板(FPC),在电池管理系统、显示系统、动力系统等关键部位发挥着至关重要的作用。然而,传统LDI设备在处理长度大于850mm的FPC时存在局限性,无法满足日益增长的生产需求。在此背景下,研究卷对卷激光直写光刻设备在新能源汽车FPC模组(如下图1所示)生产中的应用显得尤为重要。
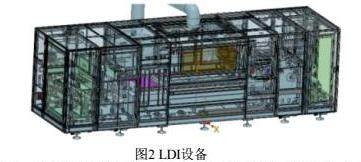
新能源汽车的快速发展有赖于电池、电机、电控等核心技术的突破,而这些技术的实现均离不开高性能的FPC。以某头部新能源汽车企业为例,其电池管理系统(BMS)部分的FPC单板长度需达到2.0m以上。传统LDI设备通常最大加工能力在810-850mm左右,如下图2所示。因而无法满足新能源汽车生产制造的需求。
卷对卷激光直写光刻设备的出现,能够很好地解决这一行业痛点,通过稳定高效的卷式收放卷控制,实现自动化、集成化、高效化的曝光生产方式。国内外在激光直写光刻技术领域的研究正不断深入。在国外,激光直写技术已被广泛应用于微纳加工领域,尤其在光学元件、微机电系统(MEMS)等方面取得了显著进展。例如,美国、德国等国家的科研机构和企业已经开发出高精度的激光直写系统,能够实现纳米级别的加工精度。而在国内,随着新能源汽车等高端制造业的快速发展,对高精度、高效率的激光直写设备需求日益增长。近年来,国内多家科研机构和企业也加大了对激光直写技术的研究投入,开发出了一系列具有自主知识产权的激光直写设备,并在FPC、半导体封装等领域实现了商业化应用。夏俊宇[1]设计了具备多种加工模式的激光直写系统软件,显著提升了激光加工的灵活性和效率,为微纳制造提供了强大的技术支持。周伟杰[2]通过飞秒激光直写技术,成功制备了高质量的Ge-As-S硫系玻璃微光学元件,展现了飞秒激光在微纳加工领域的巨大潜力。郭嘉龙[3]综述了相变薄膜在高分辨激光直写光刻中的应用,揭示了相变薄膜在提高光刻分辨率和加工精度方面的独特优势。陈林森[4]全面梳理了激光直写光刻技术的发展历程与应用前景,强调了其在微纳制造和新型光学元件制备中的重要性。梁广磊[5]深入探讨了激光直写技术在衍射光学元件制备中的应用,展示了其在提高元件性能和加工效率方面的显著效果。
本研究旨在探讨卷对卷激光直写光刻设备在新能源汽车FPC模组生产中的应用,聚焦FPC行业卷对卷曝光制程,分析技术参数提升与性能优化对生产效率与产品质量的影响。通过介绍项目组开发的设备的技术特点,进一步阐述其在解决行业痛点、提升生产效率方面的优势。
二、新能源汽车FPC模组生产需求分析
随着新能源汽车的普及,FPC(柔性印刷电路板)模组在其中扮演了至关重要的角色。新能源汽车,尤其是电动汽车,对电池管理、电机控制及车载显示等方面提出了高要求,而FPC模组因其高度的灵活性、可塑性和优异的电气性能,成为这些领域的理想选择。
在电池管理系统(BMS)中,FPC模组用于精确监测每个电池单元的状态,确保电池的高效、安全运作。同时,在电机控制方面,FPC模组能够实现精准的电流电压传输,配合复杂的控制电路,保障电机的平稳运行。此外,新能源汽车的仪表盘、中控屏等显示系统也大量应用了FPC模组,以实现轻薄的设计和高度的可靠性。
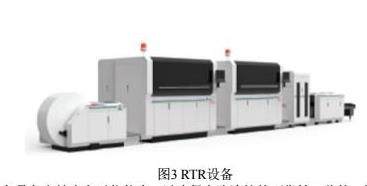
新能源汽车用FPC模组 often具有长尺寸的特点,特别是在电池管理系统和车顶天窗模块中。例如,客户需要的型号设备能支持的板大小范围为250mm1200mm到560mm1200mm,这种长尺寸FPC能够覆盖新能源汽车中大面积的电路连接需求。如下图3所示。
长尺寸FPC的生产要求设备具备高精度和对位能力,以确保电路连接的可靠性。此外,长尺寸FPC在生产过程中需要保持一致的张力,以避免变形和损坏,这对生产设备的精度和稳定性提出了很高要求。
新能源汽车FPC模组的生产面临多项技术挑战。首先,高加工精度和稳定性是必须的。例如,所需设备设备线宽公差保持在±5μm,对位精度可达±16μm,这种高精度确保产品符合设计规格。其次,生产过程中需要采用无钻孔内层对位技术,采用UV点方式对位,以确保对位精度和产品质量。此外,FPC模组的材料特殊性要求生产设备具备灵活的适应性,能够处理不同材质和尺寸基板的曝光和成像需求。
加工精度直接影响FPC模组的电气性能和可靠性。所需设备设备的最小线宽/线距为25/25μm,量产线宽/线距为40/40μm,这些细致参数保证了线路制作的精细度和准确性。对位方式上,采用四孔孔对位,内层对位精度达±16μm,外层对位精度达±8/260400,±-30/2601200μm,确保了多层结构对位的一致性。
稳定性方面,设备在长期运行过程中,需保持这些精度指标不变,因此设备结构设计和制造工艺的稳定性非常重要。
生产效率与成本控制是FPC模组生产中的关键因素。所需设备设备的收放卷速度可达150mm/s,单机产能及双机自动线产能的高效配置,使得生产过程具备较高的吞吐量。此外,设备翻图倍速为4,极限扫描速度达500次/分钟,最小扫描速度仅为5次/分钟,确保了快速响应和灵活生产。
在成本控制方面,设备的使用寿命和效率至关重要。该设备的光源使用寿命为80%功率点亮时间10000小时衰减不超过20%,DMD数量为10个,形成1920*100的阵列,确保了投影图像的高清晰度和稳定性。
三、设备优化设计
3.1 设备结构
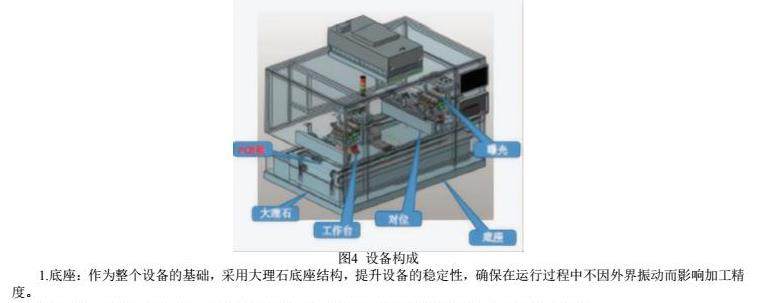
卷对卷激光直写光刻设备主要由底座、工作台、对位系统和曝光系统组成。如下图4所示。每个部分在设备运行中起着至关重要的作用。
1.底座:作为整个设备的基础,采用大理石底座结构,提升设备的稳定性,确保在运行过程中不因外界振动而影响加工精度。
2.工作台:用于承载PCB板,能够精确调整位置,配合对位系统实现PCB板与掩模的精确对位。
3.对位系统:通过对位系统调整PCB板与掩模的位置,确保曝光区域的准确性,避免错位和重复曝光。
4.曝光系统:核心部分,配备温控模块,保障机台内部温度稳定,避免温度变化导致的设备性能波动,提升曝光CT值。
设备曝光镜筒数量可定制,实现扫描宽幅的多选择,满足不同的生产需求。例如,可选择200宽幅一次扫描,或520宽幅两次、一次扫描,提供生产灵活性。这些设计特点显著提升了设备的精准度和效率,确保产品在制造过程中的质量和一致性。
3.2设备特性
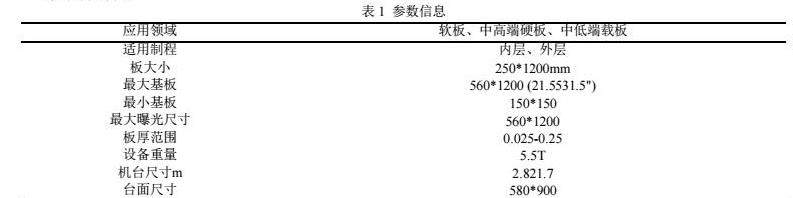
项目开发的设备集高精度DMD阵列、稳定光源系统与高效扫描性能于一身,支持多种涨缩模式,确保生产灵活性与精准度。其出色的对位精度与能量利用率,结合强大的可追溯性功能,为软硬板及载板制造提供可靠保障。表1展示了本设备的基本信息及其在软板、中高端硬板和中低端载板制造中的应用。该设备具备内层和外层的处理能力,并配备高精度对位系统,采用四孔孔对位方式,确保生产精度。此外,设备还搭载了高性能DMD模块,中心距为71,最小线宽/线距达到25/25,适用于多种制造需求。
表2重点介绍了本设备的DMD配置和对位精度信息。该设备配备10个DMD阵列,每个阵列包含1920100个微镜,倍率为2.932。对位精度方面,外层对位精度可达±8/260*400和±30/260*1200,内层对位精度为±16,确保产品在制造过程中的精准定位和高品质输出。
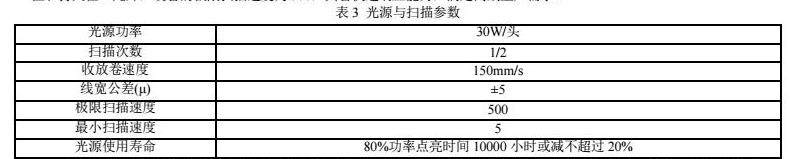
表3主要展示了RTR-25S810设备在光源和扫描方面的关键参数。该设备采用30W的光源功率,具备高能量利用率(≥45%)和均匀的能量分布(97%)。其光源系统使用寿命可达80%功率点亮时间10000小时衰减不超过20%,确保生产过程中的稳定性和持久性。此外,设备的极限扫描速度为500,具备快速响应能力,满足高效生产需求。
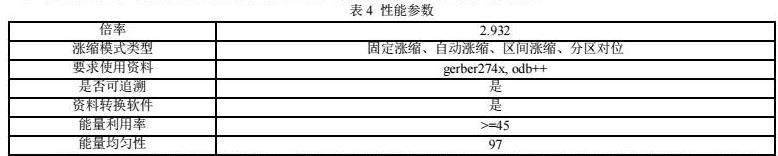
表4主要描述了设备的性能参数、涨缩模式以及可追溯性支持。该设备的收放卷速度可达150mm/s,线宽公差为±5微米,具备高度精确的控制能力。此外,设备支持固定涨缩、自动涨缩、区间涨缩和分区对位等多种涨缩模式,适应不同生产需求。在可追溯性方面,设备具备完整的数据记录和功能,确保生产过程的透明度和质量可控。
综上所述,本设备可以在新能源汽车FPC模组生产中具有广泛的应用前景。能够满足复杂设计和高精度要求的FPC制造需求,同时提升生产效率和产品质量。
3.3关键部件性能优化分析
在本次分析中,我们对主机的关键部件曝光轴系统进行优化研究。实验样本包括激光器安装板、光轴底板及镜头安装板等核心部件。这些部件在曝光轴系统中承受着不同的力学环境和使用要求,因此其性能对系统的整体精度和稳定性具有重要影响。实验过程中,样本被置于模拟实际工作环境的测试台上,通过施加特定的负载和运动模式,以观察部件的变形和疲劳情况。
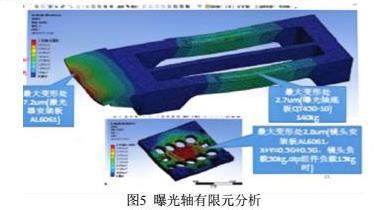
通过高分辨率位移传感器和数据采集系统,我们测量了各部件在特定负载和运动状态下的变形情况。重点测量部位包括激光器安装板、光轴底板及镜头安装板的最大变形处。测量数据通过滤波处理和平均处理,以减少随机误差和干扰,提高数据的准确性和可靠性。同时,利用有限元分析(FEA)软件对测量数据进行建模和仿真,以进一步理解部件的应力分布和变形机制。如下图5所示,为有限元分析结果。
测量结果显示,激光器安装板在最大负载下的变形量为7.2微米(μm),使用材料为AL6061;光轴底板在相同条件下的变形量为2.7μm,材料为QT430-10;镜头安装板在负载条件下的最大变形为2.8μm,材料同样为AL6061。结合X轴和Y轴的加速度为0.5G+0.5G,镜头负载30kg,DLP组件负载15kg的实际工作情况,这些数据表明曝光轴系统在工作过程中会经历显著的机械应力,但各部件的变形量均在可接受范围内,显示出一定的抗冲击能力。
通过对数据的进一步分析,曝光轴系统的精度和稳定性主要取决于部件的材料性能和结构设计。AL6061和QT430-10均表现出良好的力学性能和稳定性,能够满足系统的工作要求。然而,在高速运动或高负载情况下,部件的变形仍可能对系统的精度产生一定影响。因此,优化结构设计或选择更高性能的材料可能进一步提高系统的精度和稳定性。
相比传统LDI设备,本次分析的曝光轴系统在部件设计和材料选择上表现出一定的优势。传统LDI设备可能由于设计理念和材料限制,在高速、高负载工作条件下容易出现较大的变形和精度损失。而本次分析的曝光轴系统通过优化设计和材料选择,在相同工作条件下表现出更低的变形量和更高的抗冲击能力,显示出在精度和稳定性方面的显著提升。
四、结论
本研究针对新能源汽车FPC模组生产中传统LDI设备的局限性,探讨了卷对卷激光直写光刻设备的应用。通过分析设备优化设计及其技术参数,如最小线宽/线距达到25/25μm、内层对位精度为±16μm、外层对位精度高达±8/260*400和±30/260*1200μm等,显示了该设备在提升加工精度和生产效率方面的显著优势。实验数据表明,设备关键部件在模拟工作环境下表现出良好的变形控制和抗冲击能力,确保了系统的稳定性和持久性。此外,其支持多种涨缩模式和具备可追溯性功能,进一步增强了生产灵活性和质量控制能力。因此,该设备在新能源汽车FPC模组生产中具有广阔的应用前景。
参考文献
[1] 夏俊宇.多加工模式的激光直写系统软件设计[D].华中科技大学,2022.DOI:10.27157/d.cnki.ghzku.2022.004756.
[2] 周伟杰.基于Ge-As-S硫系玻璃微光学元件的飞秒激光直写制备[D].宁波大学,2022.DOI:10.27256/d.cnki.gnbou.2022.000317.
[3] 郭嘉龙,魏涛,魏劲松,等.基于相变薄膜高分辨激光直写光刻研究进展[J/OL].中国激光,1-26[2025-01-23].http://kns.cnki.net/kcms/detail/31.1339.TN.20240412.1004.026.html.
[4] 陈林森,黄文彬,浦东林,等.激光直写光刻技术的发展与应用(特邀)[J].中国激光,2024,51(12):286-299.
[5] 梁广磊,孙树峰,王津,等.激光直写制备衍射光学元件的研究及应用[J].红外与激光工程,2023,52(04):132-149.

 京公网安备 11011302003690号
京公网安备 11011302003690号


