



- 收藏
- 加入书签

相控阵超声检测技术在锅炉压力容器检验中的应用
 打开文本图片集
打开文本图片集
摘要:工业生产中广泛应用的锅炉、压力容器的质量与安全非常重要,常规的超声检测技术具有诸多局限性,本文探讨的相控阵超声检测技术凭借其高精度、高灵活性和高效性等优势在锅炉压力容器检验中得到快速发展。本文介绍了该技术的原理和工艺流程,并通过案列分析其实际应用效果,突显其技术优势,为更好的服务于锅炉和压力容器检验提供参考。
关键词:锅炉压力容器;相控阵超声检测技术;工艺流程;设备检验
随着现代化工业水平的不断提高,锅炉和压力容器已广泛应用于工业生产中,对其安装制造和使用的要求也越来越高。锅炉压力容器通常长期运行在高温、高压、潮湿、强腐蚀性等恶劣条件下,容易导致容器内外材料强度发生变化,尤其在焊缝、热影响区和母材部位极易产生裂纹、蠕变等缺陷,若没有及时发现处理就有可能导致缺陷扩展造成泄露,引发事故。无损检测技术是检查锅炉压力容器完好性最常用和最有效的手段,主要包含目视、射线、超声、磁粉、渗透、涡流和泄漏检验等方法,每种方法各有其特点和适用范围。其中超声检验由于对埋藏型缺陷灵敏度强的特点广泛应用于锅炉和压力容器的检验,尤其是近年来快速发展的新技术相控阵超声检测技术,以高精度和灵活性逐渐成为无损检测领域先进技术代表,在石油化工、电力、医药等对检验检测精度要求高的行业成为重要的质量保证检测方法。
1 相控阵超声检测技术概述
1.1检测原理
超声波检测是利用材料及其缺陷的声学性能差异,当材料内部存在缺陷或异常时,发射出的超声波会产生反射、折射、散射等现象,对返回的超声波信号进行收集和分析,探测材料性能和结构的变化,从而对缺陷定位、定量和定性。常规超声检测一般使用脉冲反射式超声波检测仪,只能进行A扫,即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值,需要通过多次多角度扫描才能完成一条焊缝的检查,显示不直观且很难进行数据管理。相控阵超声检测技术是在常规超声检测基础上采用多个声学换能器(探头)拓展的新技术,它由多个独立的阵元组成,每个阵元可以单独控制发射和接收超声波。其技术核心是控制各阵元的发射时间和相位,即可以独立控制每一个阵元激励或接收脉冲的时间延迟,实现声束的偏转、聚焦和扫描,从而实现对被检对象多角度多层次的检测,相当于多个常规超声检测仪同时检测。因此相控阵超声检测具有声束可控和聚焦两大特点,增强了检测的灵活性和精度。
1.2 相控阵超声检测技术特点
相比于常规单探头超声检测,相控阵超声检测具体诸多技术优势:1)可以同时进行A扫、B扫、C扫、S扫和TOFD扫5种模式,系统能够实时显示检测结果,生成高质量的二维或三维焊缝图像和详细的结果报告,缺陷显示直观,便于现场分析和决策,降低人因失误率。实时成像有利于实现缺陷精确的定位与定量分析和数据管理与追溯,并为焊缝的质量评估和维修方案提供可靠的数据支撑;2)能够以扇形或线性扫查,检测范围覆盖多个角度,检测时不用移动探头或少移动探头,单次扫查就可以覆盖整个检测区域,减少了传统超声波检测中需要多次移动探头的繁琐操作,提高了检测效率,降低漏检率,这种高效性特别适合大规模工业检测;3)可以通过动态聚焦和声束角度控制实现高灵敏度和高精度检测,可以清晰地识别缺陷的位置、形状和尺寸,能够检测出微小的缺陷和材质变化,为缺陷评估提供可靠依据;4)可以根据被检对象结构灵活组合和动态调整探头进行多角度扫查,适用于复杂形状工件和可达性差焊缝的检测需求,尤其在结构复杂和空间狭小情况下突显出巨大优势,确保检测的全面性和准确性;5)对异种金属或奥氏体不锈钢等材料检测时具体独特优势,不受材料晶粒结构各向异性或晶粒粗大的影响,具有更高的灵敏度和可靠性。
当然,相控阵超声检测技术也有其局限性,一方面设备和系统成本较高,尤其是其核心部件探头结构复杂,技术含量高,因此维护成本也高。另一方面该检测方法并不适用于所有材料或结构,需要辅以其他无损检测方法对结果进行确认。最后就是虽然该技术自动化程度高,但检测时对设备的设置精度要求高,操作人员的操作水平和经验直接影响结果评定,因此对操作人员有着较高的专业要求。
1.3 相控阵超声检测技术的应用范围
相控阵超声检测技术因其诸多优势已广泛应用于生产制造业,尤其在石油化工、电力、医药等行业的锅炉、压力容器检验中使用频率越来越高,常用于检测金属母材和焊接接头的各种内部缺陷。例如蒸汽锅炉的焊缝影响着锅炉整体强度和稳定性,其焊接质量至关重要,容易出现微裂纹、夹渣、未熔合、未焊透等埋藏型缺陷,相控阵超声检测可以精确定位内部微小裂纹和缺陷,及时发现安全隐患。又如锅炉的蒸汽管道长期受到高温高压蒸汽的冲蚀,管道的腐蚀和磨损极为常见,相控阵超声检测可以从外部有效识别管道内部的缺陷,避免出现泄漏甚至爆炸等事故。无论是对接焊缝、角焊缝、搭接焊缝、T型焊缝,还是小径管或大径管,或者是铸锻件、碳纤维复合材料等,相控阵超声检测均能够为其质量提供技术保障
相控阵超声检测技术在锅炉和压力容器检验领域有着显著优势:1)检测精度高:能够精确识别焊缝和母材常见的裂纹、气孔、夹渣等缺陷,及时发现细微缺陷,提升了设备安全性;2)适应复杂结构:能够全面覆盖锅炉压力容器的曲面、厚壁、管座等复杂区域,避免检测盲区;3)减少停机时间:锅炉压力容器的检测通常需要停机进行,而相控阵技术的高效扫描能力可以大幅缩短检测时间,减少设备停机时间,提高生产效率;4)减少表面处理要求:传统超声波检测需要工件表面光滑,而相控阵技术对表面处理的要求相对较低,能够在不规则或粗糙表面进行检测,降低了检测成本;5)适用于厚壁容器检测:锅炉压力容器通常具有较厚的壁厚,传统的射线和超声波检测难以穿透,相控阵技术通过聚焦声束能够有效检测厚壁容器内部的缺陷。
2 相控阵超声检测技术工艺流程
对于锅炉和压力容器,设备本体和管道焊缝的完好性是影响生产安全性和稳定性的关键因素,对焊缝焊接质量的检验检测必不可少。许多重要焊缝要求100%超声检测,因此必须有一套完善的工艺流程确保检测高效的实施和结果可靠。
2.1 检测前准备
首先确定被检对象,检测前对其基本情况进行分析确认,包括材质、规格、尺寸形状、焊缝宽度等,并根据被检对象的制造工艺和运行条件,初步分析可能出现的缺陷类型。其次是确定检测技术要求,包括检测标准、检测技术等级和验收标准,目前我国锅炉压力容器相控阵无损检测常用的标准有ASME标准、GB/T32563-2016标准、NB/T47013标准等,在此基础上编制检测工艺文件,即操作规程或工艺卡,并按相关要求进行工艺验证。最后是根据以上信息选择合适的仪器设备,包括阵列探头、楔块、试块、扫查装置、信号处理单元、耦合剂等,目前市场上常用的品牌有奥林巴斯、Eddyfi、多普乐等。
2.2 检测实施
首先需要对被检对象外表面进行处理,清除飞溅、油污、灰尘或其他影响声信号传播的杂质,确保扫查面光滑整洁,必要时进行打磨处理,一般要求表面粗糙度不大于12.5μm,探头可以平顺的扫查,避免产生不必要的信号。检测前还应确定检测区域并做好标记,避免漏检,根据焊缝中心线绘制扫描位置参考线,并标明扫查方向,以保证检测数据的可追溯性和可重复性。
其次是使用校准试块对仪器进行校准,以便准确设置仪器各参数。相控阵超声检测仪的主要参数设置包括聚焦参数、扫查模式、扇扫角度范围、扫查面选择、探头与楔块匹配等,完成仪器灵敏度设置,并考虑耦合补偿或其他增益补偿。仪器参数的设置以确保完整覆盖被检区域,最大化缺陷检出率和评估质量为准则,在此基础上提高检测速度和效率。
最后是按照工艺文件对检测区域进行扫查,扫查速度应匀速稳定,扫查时保持良好的耦合,探头按划定的线路移动并实时显示扫查结果,如果发现有断线或者数据丢失,应当重新扫查,并适当调整扫查速度。检查结束后应按要求对仪器进行结束标定,即使用检测前的试块校准仪器的准确性,检查过程中如有必要也应当对仪器进行校准复核,确保整个检查过程的稳定性。
2.3 结果处理
检查结束后,及时保存检测数据,并对结果进行分析和解释。若发现缺陷信号或对结果有异议,应当进行复检确认,待所有结果确认后出具检测报告。整个检查过程应当有据可依,有据可查,方便以后数据追溯和经验参考。
3. 案列分析
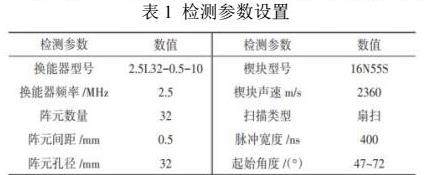
对某电厂承压设备异种金属对接焊缝进行相控阵超声检测,根据焊缝结构和材质制作了Q235和304不锈钢异种钢焊缝焊接试块,焊缝内部人工设置未熔合、未焊透和裂纹三种缺陷。根据试块特性选用具有32通道相控阵,并支持A扫、B扫、C扫、S扫等模式同屏显示,仪器参数设置如表1所示。检测前首先对特定楔块延迟进行测量及编码器校准,并进行角度增益(ACG)校准和时间增益(TCG)校准,当回波幅值达到满幅值80%时即认为满足检测要求。
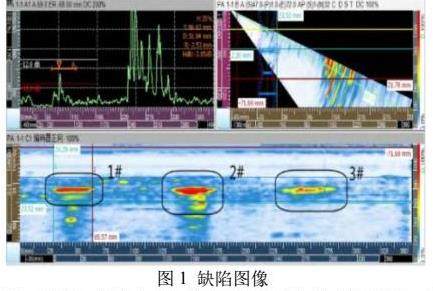
在被检试块焊缝、热影响区、母材表面处理后,探头扫查方向保持与焊缝接头垂直,沿着焊缝匀速扫查,并使用设备自带软件对数据收集和处理。检测过程中同时进行A扫、B扫、C扫、S扫,缺陷图像会呈现红色或深红色,B扫和C扫可以获得缺陷位置、形状、尺寸等信息,结合不同扫描结果可以对缺陷进行定位、定量和定性的综合分析。缺陷图像如图1所示。
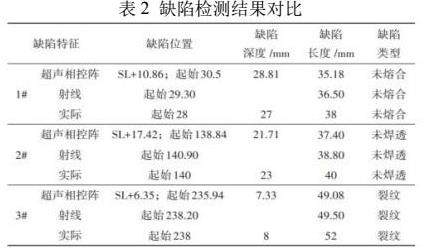
为验证检测结果的可靠性,通常会结合其他无损检测方法对结果进行确认,考虑到射线检测对埋藏型缺陷检测效果最好,选择射线检测进行结果比对,结合缺陷的实际参数,结果如表2所示。对比分析可知相控阵超声检测可以准确对未熔合、未焊透和裂纹三种缺陷定位、定量和定性分析,其深度误差远小于常规超声检测的5mm标准,长度相对误差控制在10%以内,已属于高精度定量检测标准。同时可以看出射线检测虽然在缺陷平面定位方面更为精准,但无法测量缺陷深度,而且该方法具有放射性危害、操作复杂、效率相对较低的缺点,从而更能突显相控阵超声检测的优势。
4. 结语
本文介绍了相控阵超声检测技术的原理和工艺流程,并通过实用案列说明该技术的高灵活性、高精确度和高效性特点。相控阵超声检测技术在锅炉和压力容器检验检测领域有着显著优势,其使用占比越来越高,具有极大的发展潜力。虽然很多时候仍需要配合其他无损检测方法对结果进行复核确认,但随着研发功能性更强的探头和扫描策略的改进,相控阵检测技术将会应用到更多场景,以更加准确可靠的检测质量服务于工业安全生产。
参考文献:
[1]张翔兮.探讨锅炉压力容器检验中无损检测技术的应用[J].中国设备工程,2024(01),0140-03.
[2]李晓东.超声波相控阵技术在承压管道焊接接头检测中的应用[J].特种设备安全技术,2025(01),54-57
[3]王卫华,金博等.相控阵超声检测技术与常规超声波检测技术[J].设备管理与维修,2022(18),89-90.
[4]张皓琦,钱盛杰等.基于超声检测技术的主蒸汽管道对接焊缝缺陷检测[J].锅炉技术,2023(03),52-60.

 京公网安备 11011302003690号
京公网安备 11011302003690号


