



- 收藏
- 加入书签

高速冲压多工位级进模设计的关键技术及精度控制策略研究
 打开文本图片集
打开文本图片集
摘要:随着制造业对高精度、高效率生产需求的不断提升,多工位级进模在汽车、电子、家电等领域得到广泛应用,在电脑、手机、家用电器、医疗等领域,一些中小型零件均已实现了高速级进冲压。本文系统分析了高速多工位级进模设计中的关键技术,包括结构布局优化、材料选型、导向定位系统设计、主要加工方式选择等。通过实际案例验证,该设计方法可有效提高模具寿命和产品制造精度,为高速冲压级进模具的设计及加工提供理论支持。
1.引言
1.1研究背景与意义
高速级进模冲压技术是汇集设备、模具、材料和后处理等多种工艺于一体的技术,其中模具的精度对于生产的批量化及稳定性具有至关重要的意义。当前高速冲压产品尺寸稳定性与精度要求较高,普遍要求重点尺寸CPK值大于或等于1.33,随着新能源汽车电池冲压技术的推广,其对冲压件的关键尺寸CPK值要求更高。高速冲压相较于普通冲压对设计、加工、组立及调试等从业人员的专业技术能力要求更高,研究高速冲压多工位级进模具设计的关键技术及精度控制对于快速成功开发冲压产品并导入量产有着至关重要的意义,是一套模具开发成功的根本所在。
1.2国内外研究现状
高速冲压技术20世纪80年代开始在我国的外资企业应用,随着我国的经济不断发展,目前高速冲压级进模具技术已取得了长足的进步,经过冲压从业人员多年努力,虽然在级进模设计、加工领域已具备世界先进水平,但高精度的生产、加工设备、部分模具材料仍有赖于进口,与发达国家尚有不小差距。随着加工设备精度的不断提升,高精度慢走丝线割、高精度光学曲线磨床、高精度坐标磨床、高精度平面磨床等为代表的高端制造设备得到了普及,部分大型公司已实现设计与制造一体化的CAD/CAM制造系统,加工精度已由过去的um级精度迈向0.1um级精度时代。
1.3本文研究内容与框架
本文着力于高速冲压级进模具设计的关键技术及加工与组装的精度控制策略,从结构的设计优化、关键模具材料的选用与热处理、装配精度的优化方法等方面对模具的设计、加工、组装精度控制进行了阐述,希望对有志于从事级进模具工作的人员有所帮助。
2.多工位级进模设计关键技术
2.1结构设计优化
(1)级进模具模架外导柱导向及模板卸料板十字内导柱导向精度设计:目前市场上主流采用MISUMI标准
带滚珠导柱导套,导柱的装配为负间隙(-0.003~-0.005mm),导套的安装一般采用正间隙(+0.05~+0.08mm)模具合模后用厌氧胶粘结,可抵消部分加工累积误差;
(2)重要尺寸精度的冲压工序尽量排布在模具的前端,具有关联尺寸公差的工序尽量安排在同一工步或相近工步,特殊尺寸精度及冲裁光料面要求的冲裁可以考虑粗冲加精冲的方式。零件结构尽量设计成规则形状方便移位调整。对于较大型级进模,局部结构可以增加模块化小内导柱的方式保证其相对位置的精度;
(3)主要工作模板上设计大小相同的合模销孔,作为装配及模板设变返修时的基准孔,合模销孔不可作为固定销孔装配固定销使用;
(4)零件的固定方式:精密冲裁与折弯成形的下模零件与夹板零件尽量采用压板平压,部分拼接刀口优先采用侧挤块固定,卸料板零件优先采用挂肩固定。传统的螺丝锁固快拆方式会因加工的偏差及螺丝沉头孔的受力不均导致零件发生偏摆,导致间隙配合不均加大零件摩擦力,降低生产过程中的精度;
(5)防跳废料的设计:针对较大的冲裁冲子,可以增加弹簧顶杆或增加吹气孔的方式防止废料跳出,对于较小的冲孔,可以将下模刀口侧壁增加斜吹气孔形向下吹气成负压防止跳废料。对于一些非闭合冲切,可以将刀口设计成局部卡料的形式防止跳料;
(6)卸料板零件顶面5~8mm割1度锥度,除可有效减小与冲子摩擦接触面利于冲子装配及降低冲压磨损外,还可作为润滑系统的储油腔使用;
(7)有限元仿真分析的应用:目前市面上主流仿真分析软件如AUTOFOME、DYNAFORME等均可对产品成形作出应力分析与回弹补偿,通过仿真分析可有效提升产品单次开发成功率。
2.2材料的选取与相应要求
(1)模具的主要工作模板优先选用DC53或SLD等性能稳定易于加工且能热处理至HRC60以上的材料,并通过超深冷时效加安定化的方式使其内应力分布均匀,有效地提升模板的精度与使用寿命;
(2)为了模具生产轻量化,上模座一般选用7系航空铝,并作阳极硬化处理,下模座一般选用45#,加工后表面镀硬铬;
(3)模具的各类垫板考虑经济性能一般选用Cr12Mo1V1并做超深冷处理;
(4)各类冲切及成形的零件一般选用钨钢,可使零件单次寿命达到100万次以上;
(5)零件的表面处理:高速冲压中,针对冲子与卸料板零件结合部分区域需尽量抛光至Ra0.2以下。为提升冲子寿命,可将其进行PVD镀层,镀层后表面硬度可达HV5000,有效提升冲子的耐磨性能,镀层前加工需预留镀层厚度余量,避免零件镀层后尺寸超差。
2.3级进模送料导向定位系统
(1)原材料料宽的精度选取:中等精度料宽公差一般为0mm~-0.1mm,高精度料宽公差一般为0mm~-0.05mm;
(2)导料板及导料组件双侧间隙的选取:使用中等精度料宽时,为保证送料的通顺性,双侧导向间隙取+0.1mm~+0.2mm,使用高精度料宽材料时,双向导向间隙取0mm~0.06mm;
(3)定位针精度设计规则:定位针直径一般与冲针采用同规格的标准件,定位针直径加工至直径-0.005mm~-0.01mm并进行精密抛光。为提升冲件精度,定位针的排布应尽量多,对于一些关键冲压工步需连续定位。
2.4卸料与顶出装置
(1)对于有翻边或易卡在模腔内的成形结构,弹性顶出装置与脱料装置会存在延时问题,在高速冲压情况下会造成卡料,此种情形建议采用刚性脱料;
(2)在折弯压料的顶出装置中,弹簧一般通过顶杆作用于顶出压料块,顶杆应设计成十字,与弹簧接触区域制作不小于10mm导向,确保顶出过程不出现卡顿。
2.5冷却与润滑系统
(1)在针对一些冲速过快的模具,除了保证卸料入子与冲子配合区域的光洁度外还可以有针对性在配合的卸料垫板上增加冷却与润滑油路。在一些铝材的冲压件模具上,为减少铝屑的压伤,也可采用增加油路的方式对模具的冲子进行润滑;
(2)油路的供给可选用专用配套的喷油设备,可精准设置单次喷油量,并设置喷出的形态。配套的模具上需加工利于循环回收的通路,便于冲压油的回收与循环利用;
(3)自润滑材料的应用:为应对冲子冲裁时的表面润滑问题,目前较大型的材料供应商如Assab公司有推出VANCRON等自润滑材料,经过抛光处理后能较大程度降低冲子表面粘附强度,提升冲压产品外观良率。
3.精度控制策略研究
3.1加工方式:高精度级进模各模板模腔之间的相对精度是一套模具成败的关键,虽然模板的模腔加工可以通过坐标磨削来控制其精度最小化,但坐标磨削存在成本过高,效率较慢的问题。目前模具加工除一些超精密模具采用坐标磨削加工外,主流模具模腔仍沿用精密慢走丝线割加工的方式,但在加工方式上已存在不小的变化。
(1)主要工作模板采用同一机台线割加工:因各慢走丝线割机台精度调试的补偿量不同,此种加工方式可有效控制各模板工序的累积误差基本一致,在加工周期较为宽裕情况下可采用此种方式;
(2)叠板线割:设计时将上下位置精度要求较高的工序零件大小设计一致,线割时将主要工作模板叠在一起线割加工导向部位与精度要求高的工序部分,确保各模板之间相对位置的精准;
(3)对于一些线切割加工的刀口零件,由于会有落料斜度特征的加工,在刃口加工过程中会因开粗过多导致精修余量较小,形成跳线刀纹,影响冲切断面质量,加工中应适当加大落料斜度或增大修刀余量。对于一些钨钢刀口,可考虑采用特制镀锌铜线进行加工,保证刃口表面质量;
(4)对于一些相对精度要求较高的冲子及入子零件,尽量设计成适应于精密光学曲线磨床加工的结构后拼接组装,单个零件公差可有效控制在0.001mm,最大幅度降低累积误差。
3.2装配累积误差:各模板与组装的零件均存在大小不一的加工公差,当零件组装后会出现不同程度的装配累积误差,需在装配时对零件逐个配模,以达到最佳组合效果。
(1)装配时为抵消加工累积误差,可通过主要工作模板上的合模销孔对模板上的零件进行装配合模,合模顺畅后再对内导套进行粘胶,这样可最大程度消除模板加工的累积误差,粘胶固化完成后还需对各工序模组的上下零件进行位置度适配,必要时可对其进行移位调整;
(2)因模具内外导柱的配合间隙为过盈配合,在装配时应避免过重敲击损伤导柱,装配前应尽量将导柱进行冷冻确保装配顺畅,避免倾斜。
3.3使用阶段的精度控制:
(1)AOI检测:当前许多较大的公司已实现产品连料冲压—AOI检测—连线清洗—自动落料—自动包装的方式来进行大规模效益生产,当产品出现外观及尺寸异常时能及时得到反馈并得到处理,对于一些自动微调结构可以输出数值并及时自动补偿;
(2)压力传感器的应用:部分工厂已经在单个冲子上方安装压力传感器,当受力超过或低于正常范围值时会及时预警及时检查零件情况,并可设置每个零件的安全磨损模型,提示定期维护信息。
4.案例分析
4.1案例背景
——某手机机构冲压开模料带(材料:SUS316,厚度0.1mm)
——工艺要求:20工位连续冲压(V—CUT、冲孔、切边、折弯、拍平)
4.2关键技术应用
—高精度粘结式内外导柱,轻便合理紧凑的模具结构
—采用双排导正销布局(步距精度±0.01mm)
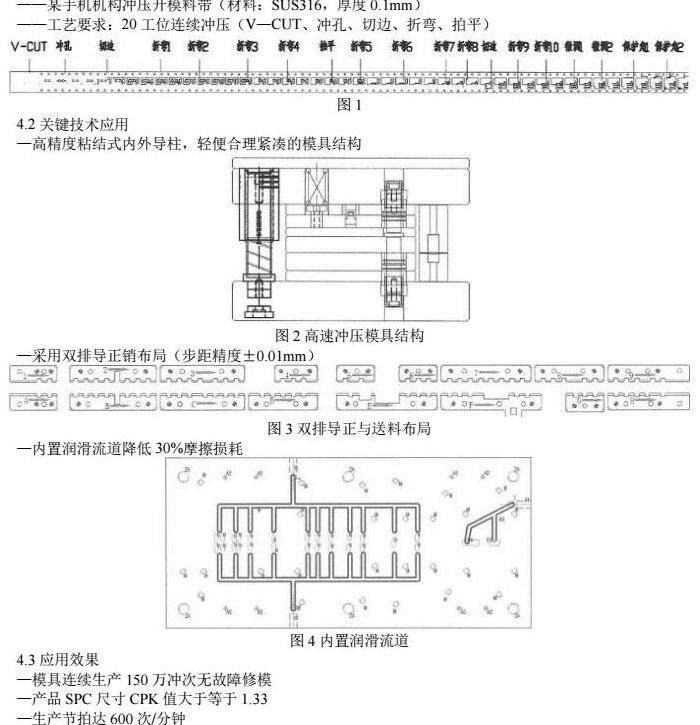
—内置润滑流道降低30%摩擦损耗
4.3应用效果
—模具连续生产150万冲次无故障修模
—产品SPC尺寸CPK值大于等于1.33
—生产节拍达600次/分钟
5.结论与展望
5.1结论
精密冲压件产品种类繁多,目前普遍朝尺寸精度高,外观表面质量要求严方面发展,且绝大部分需要通过高速冲压连续生产方能具备经济价值。每套模具不论难易都是一个复杂的系统,设计、加工、组立、调试相辅相成,设计时需紧扣模具结构合理性、模具零件精度易保证、模具成本等几个方面,在工作中不断积累、创新与突破。本文所提的经验皆为作者大型制造企业工作二十余年的工作积累,在工作中已得到过很好的应用,希望能给从事级进模具的从业人员提供帮助。
5.2展望
随着冲压技术的不断发展,现场生产的尺寸智能监控与智能调试目前已逐步实现,随着AI技术的迅猛发展,当前Deepseek已经能够指导部分级进模具的设计并能自动编写大部分的提升设计效率的lisp程序,相信不久的将来高精度级进模具会实现AI智能化设计,由此会大大降低设计人员的工作量与出错率,进一步提升级进模具的开发效率。级进模具从业人员需与时俱进,及时了解学习并掌握前沿科技方能在科技的浪潮中立于不败之地。
参考文献
[1]陈旭明肖小亭。高速冲压及模具技术化学工业出版社2007
[2]SmithJ.Precisioncontrolinprogressivediestamping[J].ASME,2021.
[3]某企业技术手册。冲压模具设计手册,2024.
作者:刘永松 1980 07 男 汉 本科 湖南新邵 助理工程师 研究方向: 冲压模具开发

 京公网安备 11011302003690号
京公网安备 11011302003690号


