



- 收藏
- 加入书签

核电站不锈钢酸洗钝化技术浅析
 打开文本图片集
打开文本图片集

摘要:本文针对核电站奥氏体不锈钢设备的表面处理酸洗钝化进行分析,分析了酸洗钝化的机理以及酸洗钝化后形成的钝化膜被破坏的主要原因,同时指出了酸洗钝化的注意事项,对提高核电站奥氏体不锈钢设备表面的耐腐蚀性具有重要的指导意义。
奥氏体不锈钢具有良好的耐蚀、抗高温氧化性能,较好的低温性能及优良的机械与加工性能,因此广泛用于化工、石油、动力、核工程、航天航空、海洋等部门。其主要目的在于防腐防锈。不锈钢的耐腐蚀主要依靠表面钝化膜,如果钝化膜不完整或有缺陷,不锈钢仍会被腐蚀。因此,不锈钢表面的清洗、酸洗与钝化极为重要。
关键词:不锈钢,酸洗钝化,点蚀
前言
我国核电站使用的许多设备和管道是用奥氏体不锈钢制造的,这些奥氏体不锈钢表面的耐腐蚀性至关重要,若表面耐腐蚀性差,那么这些设备在使用过程中接触到腐蚀性介质(主要是含有氯离子的介质)时就很容易被腐蚀,甚至会被严重的破坏,对核电站的安全造成了威胁。
我国的核电站大多建在沿海地区,沿海地区的大气中含有大量的腐蚀介质-氯离子,因此为保证核电站的安全,提高奥氏体不锈钢表面的耐腐蚀性尤为重要,而提高耐腐蚀性的通常有效做法就是对其表面进行酸洗钝化。通过酸洗钝化使其表面覆盖一层极薄的、致密的钝化膜,通过这层膜把腐蚀介质隔离,形成奥氏体不锈钢设备防护的基本屏障,不锈钢的耐腐蚀性能主要依靠表面覆盖的这一层保护膜。
随着不锈钢制造设备的飞速发展,采用奥氏体不锈钢材质的焊制设备应用越来越广泛。不锈钢设备内的介质常具腐蚀性,如各类循环水和冷却水中的氯离子等卤族元素,尤其是海水淡化设备中接触高浓度的氯离子,会对设备介质表面形成各种腐蚀,对设备运行造成致命危害,为了确保该类设备的使用寿命及安全运行,这类设备的制造技术要求,均提出需对其表面进行酸洗钝化处理。若对设备表面的酸洗钝化处理不当,钝化膜形成不完善,腐蚀性介质与设备材质内铁离子相接触会造成表面污染,设备在使用过程中就会出现各种腐蚀现象,造成各项运行指标的变化,因而,对酸洗钝化的质量控制显得尤为重要。
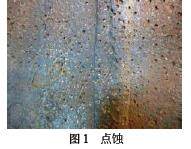
1.点蚀破坏的机理
核电站奥氏体不锈钢设备发生腐蚀的情况一般是点蚀。 发生点蚀的部位一般出现在缝隙、划伤表面、钝化膜被破坏的表面等部位,这些部位常都是腐蚀源,容易发生电化学反应而被腐蚀。 电化学腐蚀的本质是发生了原电池反应,当 2 种活泼性不同的金属(例如铜和锌)侵入电解质溶液,2 种金属将产生电位差,用导线连接将会有电流通过,在此过程中活泼金属(锌)将被消耗掉,也就是被腐蚀掉。
2.酸洗钝化的原理
奥氏体不锈钢具有良好的耐腐蚀性能,而且还有较好的冷加工性能,因而被广泛用于制造各类具有防腐蚀性能的设备。在奥氏体不锈钢表面形成的钝化膜,对其耐腐蚀性能有很大的改善,而不锈钢的钝化膜主要是通过对其表面进行酸洗和钝化处理得来的。
金属经氧化性介质处理后,其腐蚀速率比处理前有显著下降的现象称为金属的钝化。不锈钢较耐腐蚀主要是因其中含有较高含量的铬、镍、钼等元素,这些元素易于氧化,与钝化试剂反应后,能在钢的表面形成致密的氧化膜。钝化膜结构连续、致密且质地坚硬,通常不会因受到外界环境的侵蚀而破坏。同时,也由于它的化学势能较低,对许多介质呈现反应惰性。从而有效阻止了腐蚀反应的进一步进行,保护基体不再被进一步腐蚀,起到了一定的保护效果。钝化膜在卤素离子长期作用下容易受到破坏,在制造和安装过程中,应严格控制卤素离子的含量。同时,对不锈钢设备介质表面的酸洗钝化提出更高的要求,可增强材质的防腐蚀能力,延长设备的使用寿命或检修周期。
钝化处理会影响膜的成分与结构,从而影响不锈钢,通过电化学改性处理,可使钝化膜具有多层结构,在阻挡层形成 CrO₃ 或 Cr₂O₃,或形成玻璃态的氧化膜,使得不锈钢发挥最大的耐腐蚀性。
例如 316L 不锈钢,该不锈钢属于 300 系列 Fe—Cr—Ni 合金奥氏体不锈钢,由于 Cr 含量高(316L 中 W(Cr)=16.00~18.00),且 Cr 元 素易于氧化,酸洗钝化后能在其表面形成致密的氧化膜Cr₂O₃,使得该钢的耐腐蚀性发生致突变性提高, 有效的阻挡的腐蚀性介质的腐蚀,此优点是核电站选用316L不锈钢制造设备的主要原因之一。
3.酸洗钝化的方法和工艺过程
不锈钢的钝化处理一般用氧化性较强的硝酸溶液来进行。为了确保钝化处理的效果,在钝化前,必须对待钝化表面进行酸洗。整个处理过程称之为酸洗钝化处理。酸洗钝化的方法有浸渍法、膏剂法、喷淋法、循环法等,一般核电和海水淡化等不锈钢设备的酸洗钝化主要采用浸渍法和膏剂法。为确保核电和海水淡化等不锈钢设备的酸洗钝化质量,酸洗钝化应首先考虑用酸洗钝化液浸渍方法, 在不便于采用浸渍的情况下,才考虑用涂刷酸洗钝化膏的方式。对零部件的处理常以浸渍法为主,膏剂法主要用于已制造成型设备的表面处理,或在检修现场对设备表面和焊接部位的处理。
4.表面处理
不锈钢设备酸洗前均要进行清洗,去除母材和焊缝表面的飞溅、焊渣、咬边、凸凹不平、油污等,一般用机械处理和化学处理两种方法进行。用手持式打磨机磨平焊接接头表面的飞溅、焊渣、咬边,此过程非常关键,表面的光洁度将直接影响到成膜的好坏。清洗时所用刷子材质必须是不锈钢的,禁止使用碳钢刷子,以免造成生锈。油污杂质可用碱液清洗,然后用水清洗干净。对于不易去除的油污和锈迹,可以使用丙酮擦洗去除油污,使用纱布和不锈钢丝刷清除锈迹,并用丙酮擦净,最后用洁净水(水中氯离子含量不超过25mg/l)冲洗干净。
不锈钢设备表面有磨痕、划伤等缺陷时,应用布砂轮进行修磨至光亮,使设备表面达到平整和光滑。 划痕或锈蚀比较深时,应用布砂轮打磨缺陷位置,打磨后进行补焊,补焊高度和宽度超过缺陷部位,再用布砂轮修磨至光亮,使设备表面达到平整和光滑。
4.1酸洗钝化
根据不锈钢设备工艺技术要求,无论是浸渍法和膏剂法,一般采用二合一方法( 俗称一步洗) 较多。酸洗钝化处理与酸洗钝化液的浓度、环境温度和接触时间三者有关,必须严格按照酸洗钝化技术条件的规定进行操作。温度过低,酸洗钝化会导致产品钝化膜的不完整性,处理应在大于10℃的环境温度下进行。一般来说,提高酸洗钝化温度会加速和改善清洗效果,但也可能带来导致增加表面污染或损坏的危险,即所谓“ 过酸洗”。最终冲洗必须用氯离子浓度小于25mg/L的去离子水冲洗。
4.2后处理
酸洗钝化后对钝化表面需采取一定的保护措施,以防钝化膜的破坏。形成的钝化膜不宜接触硬物,禁止焊接和打磨等。ASTM/A380《 不锈钢制品和设备的清洁、除锈和钝化》中强调指出钝化膜的保护贯穿制造、运输、检验、存放、安装等步骤,并且还规定不得用聚氯乙烯等作为包装材料。聚氯乙烯材料在阳光或紫外线的作用下,会对不锈钢产生腐蚀现象。
4.3酸洗钝化的质量验收
外观检验
酸洗钝化表面应是均匀的银白色,不得有明显的腐蚀痕迹,焊缝及热影响区表面不得有氧化色,不得有颜色不均匀的斑痕。
残液检验
用酚酞试纸检查表面上残液的冲洗程度,pH值呈中性为合格。
蓝点试验
酸洗钝化处理质量,根据需要还可以采用蓝点试验法来检验。蓝点试验的基本原理为:若表面钝化膜不完善或有铁离子污染,就会有游离的铁离子存在,那么即可发生如下反应:
Fe2++K[Fe(CN6)]=KFe[Fe(CN6)]↓(深蓝色)+2K (3-1)
试验方法:用1g铁氰化钾K[Fe(CN₃)]加3mL (65%~85% )HNO₃和100mL水配制成溶液(宜现用现配)。然后用滤纸浸渍溶液后,贴附于待测表面或直接将溶液涂、滴于待测表面,30s内观察显现蓝点情况,有蓝点则不合格。需要注意的是,该试验需待酸洗钝化表面基本干燥后进行。试验后也应该将试验液体冲洗干净。
5.酸洗钝化施工中应注意的问题
5.1酸洗时间的确定
酸洗时间随环境温度变化而不同,环境为常温,25 -30℃为最佳温度,当环境温度升高时,除氧化皮和酸洗会更有效且减少时间。同时应注意酸洗液温度与酸洗液浓度对酸洗时间的影响,酸洗液温度增加10℃,可使酸洗速度加倍,因此必须注意控制酸洗液的温度,而同样酸洗液的浓度和工件的污染情况也可决定酸洗速度。酸洗除锈直到锈皮层的完全清除,一般控制在半个小时左右,酸洗后表面应无夹杂、无黑点、无氧化皮。
5.2控制酸洗液浓度防止酸洗过程中的腐蚀
除锈过程中水分会逐渐蒸发,因此,应随时加水调整,使配方控制在工艺范围内,以免酸的浓度过高造成工件被腐蚀。
将钢质部件放入酸洗槽中,酸洗除锈剂沿着钢表面的锈层和锈皮缝隙渗透进去,与氧化皮接触的铁与酸洗液产生反应,并生成氢气,对锈层产生膨胀力,促使氧化皮锈层脱落并溶解于酸洗液中。如酸液除锈过程中析出的氢过多,将对工件产生不利影响,因为氢原子扩散到金属内部,引起氢脆,导致金属的韧性、延展性和塑性降低;而氢分子从酸洗液中逸出时,又易造成酸雾,影响操作环境。为了防止酸洗过程中的过蚀,可在酸洗液中加入少量的缓蚀剂和抑雾剂,以减轻基体金属在酸洗液中过蚀和氢气的生成,减缓氢向钢铁基体中的扩散以及减少酸耗与酸雾的产生。若除锈效果变缓时,可根据供货商产品说明书加入适当浓度的酸液,这样可继续使用酸洗剂。
当浸泡酸洗有困难实施时,可用酸洗膏进行酸洗。用耐酸搪瓷缸或带盖塑料小桶盛酸洗膏,用尼龙刷或毛刷将糊状酸洗膏均匀的涂抹在工件表面上,并使其均匀覆盖,酸洗时间为10-30分钟。为提高酸洗效果,允许使用不锈钢钢丝刷刷洗。
5.3擦洗废水的收集
酸洗钝化后,要进行擦洗,但是擦洗水必须进行有效的收集,避免污染其他物项,擦洗水收集常用的方法如下:
采用浸水海绵进行擦洗,使其表面不留残余膏体;
擦洗时采用两块海绵,一块用于蘸水擦洗不锈钢锈蚀部位及不锈钢焊缝表面,另一块海绵在不锈钢下部随着擦洗海绵一起移动,用于收集擦洗水;
在收集擦洗水的海绵达到吸水饱和前通过挤压收集在专用塑料桶中;
洗涤后的水应在现场用水桶收集,经中和处理后,pH值达到6~8方可排放,收集的废水统一收集并交有处理资格的厂家进行处理。
6.结束语
酸洗钝化的作用主要是保护不锈钢面在一定时期内不被腐蚀而延长其使用寿命,降低运行维护成本。酸洗钝化技术难点主要在于酸洗钝化施工时间的控制,施工温度的控制,以及擦洗废水的收集,这几项控制好了,酸洗钝化才会达到好的效果。
7.参考文献
[1]涂装前表面准备 酸洗 JB/T6978-93
[2]奥氏体不锈钢管道腐蚀泄漏原因
[3]不锈钢设备酸洗钝化及其质量控制技术

 京公网安备 11011302003690号
京公网安备 11011302003690号


