



- 收藏
- 加入书签

大型立式圆筒形常压容器罐顶塌陷处理方法
 打开文本图片集
打开文本图片集

摘要:容器因其承受各种静、动载荷或交变载荷,还有附加的机械或温度载荷;其次,大多数容器容纳压缩气体或饱和液体。常压容器由于罐体内产生负压,罐顶受到超过其临界许用外压而失稳,造成罐顶塌陷。如整体更换容器罐需要高昂的费用,通常对罐顶塌陷部分及层罐壁进行更换处理。
关键词:容器;罐顶;塌陷;处理
引言
立式圆筒形容器不仅被广泛用于化学、石油化工、医药、冶金、机械、采矿、电力、航天航空、交通运输等工业生产部门,在核电也颇常见。在核电站中的罐、塔等作为系统的补液、稳压、贮存等作用。如压水堆核电站,约有各类容器100多台。在电站运行过程中,多次出现由于运行人员人为操作失误,导致容器内介质排出产生负压,造成容器罐顶塌陷。由于大型立式圆筒容器体积较大,如需重新制作新容器进行更换,需要花费较长时间,所需成本非常高。通过对罐顶的塌陷部位切割及顶层的壁板进行更换,缩短维修工期,降低维修成本。
1 工艺原理
1.1 罐顶拆除
容器设备状态评估→制定修复方案→设置底板防护措施→搭设脚手架、平台→设置罐壁矫正装置→拆除前罐壁加固,设置吊点→附件拆除→拆除罐顶及与罐顶连接的罐壁→罐体尺寸检查及矫正。
1.2 新罐顶安装
壁板、顶板地面分块预制→壁板拼装→顶板拼装→顶板及层壁板整体吊装→拆除罐壁加固装置→附件安装→对焊缝进行目视及无损检测→盛水试验→涂漆→脚手架拆除及清洁→整体验收
2 施工工艺流程
2.1 塌陷罐顶加固
在-1层顶端切割位置向下约200-300mm位置,沿着罐壁内侧一圈使用顶托将其顶紧,顶托与罐壁之间用木方及防火布压紧。防止罐体
在切割过程中变形。
2.2塌陷罐顶切割吊出
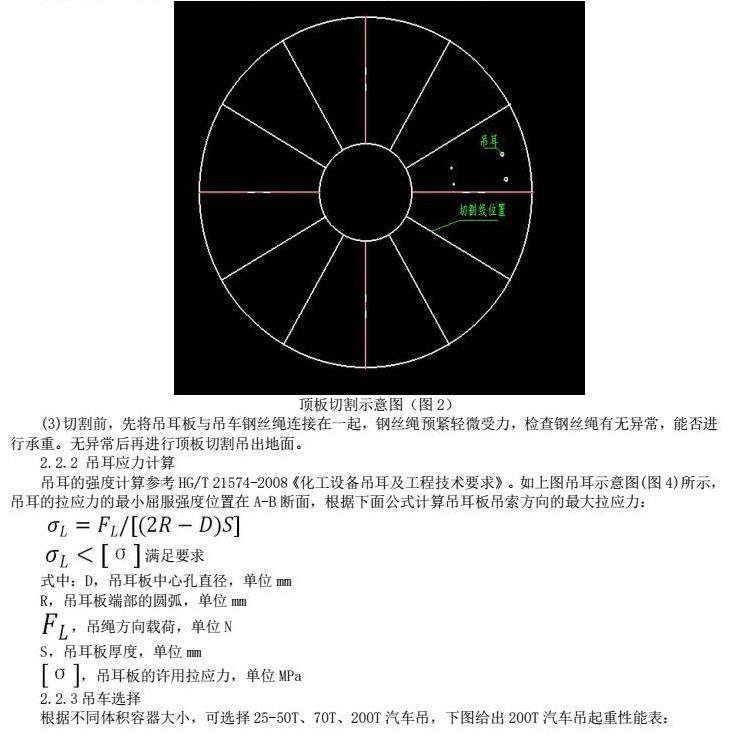
2.2.1分块切割顶板
(1)容器内部搭设满堂,罐顶顶部加撑杆抵住塌陷的罐顶。在顶板上沿着之前的罐顶板焊接线画出切割线,按照切割线进行气割,如果现场顶板的凹陷情况影响模块切割吊装,将视实际情况按更小单元进行切割吊装。
(2)切割前,在每块要切割的顶板上按照重心位置焊接4个吊耳,吊耳示意图如下:
(3)切割前,先将吊耳板与吊车钢丝绳连接在一起,钢丝绳预紧轻微受力,检查钢丝绳有无异常,能否进行承重。无异常后再进行顶板切割吊出地面。
2.2.2 吊耳应力计算
吊耳的强度计算参考HG/T 21574-2008《化工设备吊耳及工程技术要求》。如上图吊耳示意图(图4)所示,吊耳的拉应力的最小屈服强度位置在A-B断面,根据下面公式计算吊耳板吊索方向的最大拉应力:
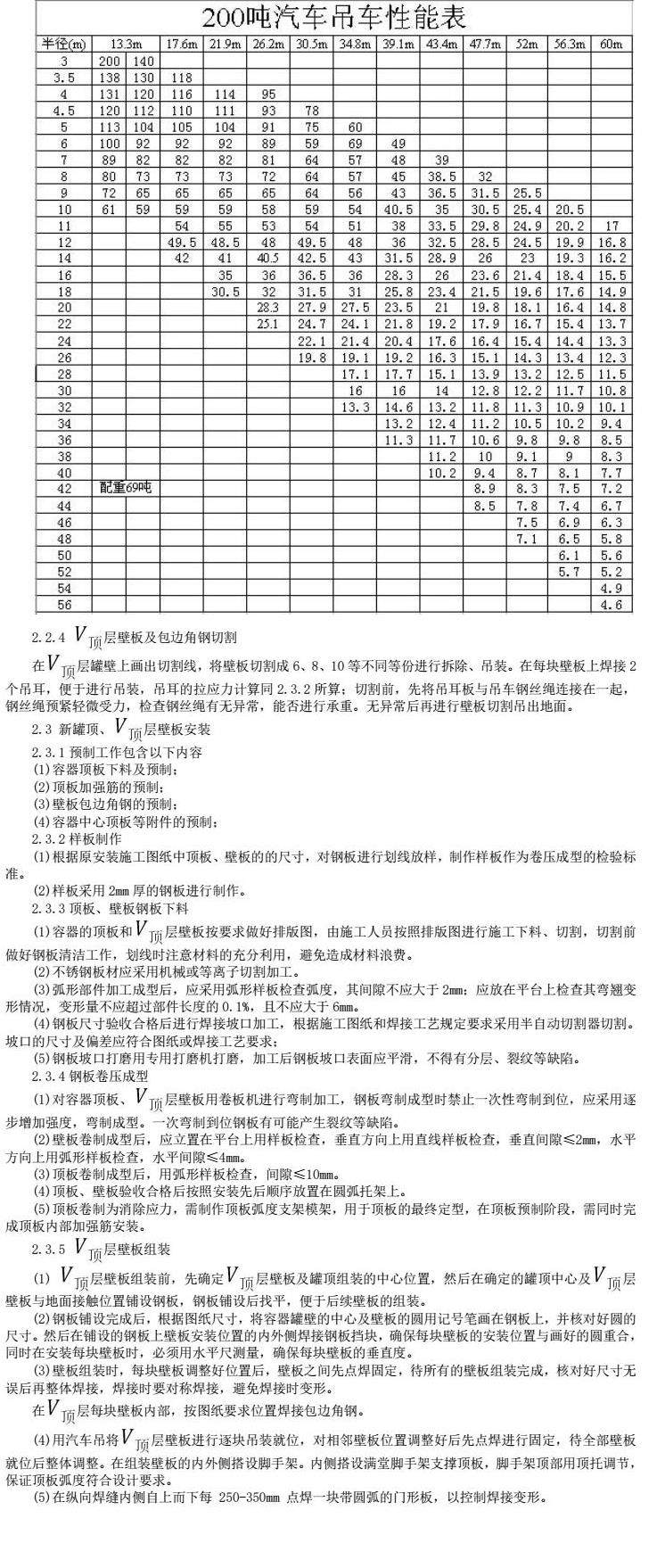
2.2.3吊车选择
根据不同体积容器大小,可选择25-50T、70T、200T汽车吊,下图给出200T汽车吊起重性能表:
2.2.4 层壁板及包边角钢切割
在层罐壁上画出切割线,将壁板切割成6、8、10等不同等份进行拆除、吊装。在每块壁板上焊接2个吊耳,便于进行吊装,吊耳的拉应力计算同2.3.2所算;切割前,先将吊耳板与吊车钢丝绳连接在一起,钢丝绳预紧轻微受力,检查钢丝绳有无异常,能否进行承重。无异常后再进行壁板切割吊出地面。
2.3 新罐顶、层壁板安装
2.3.1预制工作包含以下内容
(1)容器顶板下料及预制;
(2)顶板加强筋的预制;
(3)壁板包边角钢的预制;
(4)容器中心顶板等附件的预制;
2.3.2样板制作
(1)根据原安装施工图纸中顶板、壁板的的尺寸,对钢板进行划线放样,制作样板作为卷压成型的检验标准。
(2)样板采用2mm厚的钢板进行制作。
2.3.3顶板、壁板钢板下料
(1)容器的顶板和层壁板按要求做好排版图,由施工人员按照排版图进行施工下料、切割,切割前做好钢板清洁工作,划线时注意材料的充分利用,避免造成材料浪费。
(2)不锈钢板材应采用机械或等离子切割加工。
(3)弧形部件加工成型后,应采用弧形样板检查弧度,其间隙不应大于2mm;应放在平台上检查其弯翘变形情况,变形量不应超过部件长度的0.1%,且不应大于6mm。
(4)钢板尺寸验收合格后进行焊接坡口加工,根据施工图纸和焊接工艺规定要求采用半自动切割器切割。坡口的尺寸及偏差应符合图纸或焊接工艺要求;
(5)钢板坡口打磨用专用打磨机打磨,加工后钢板坡口表面应平滑,不得有分层、裂纹等缺陷。
2.3.4钢板卷压成型
(1)对容器顶板、层壁板用卷板机进行弯制加工,钢板弯制成型时禁止一次性弯制到位,应采用逐步增加强度,弯制成型。一次弯制到位钢板有可能产生裂纹等缺陷。
(2)壁板卷制成型后,应立置在平台上用样板检查,垂直方向上用直线样板检查,垂直间隙≤2mm,水平方向上用弧形样板检查,水平间隙≤4mm。
(3)顶板卷制成型后,用弧形样板检查,间隙≤10mm。
(4)顶板、壁板验收合格后按照安装先后顺序放置在圆弧托架上。
(5)顶板卷制为消除应力,需制作顶板弧度支架模架,用于顶板的最终定型,在顶板预制阶段,需同时完成顶板内部加强筋安装。
2.3.5 层壁板组装
(1) 层壁板组装前,先确定层壁板及罐顶组装的中心位置,然后在确定的罐顶中心及层壁板与地面接触位置铺设钢板,钢板铺设后找平,便于后续壁板的组装。
(2)钢板铺设完成后,根据图纸尺寸,将容器罐壁的中心及壁板的圆用记号笔画在钢板上,并核对好圆的尺寸。然后在铺设的钢板上壁板安装位置的内外侧焊接钢板挡块,确保每块壁板的安装位置与画好的圆重合,同时在安装每块壁板时,必须用水平尺测量,确保每块壁板的垂直度。
(3)壁板组装时,每块壁板调整好位置后,壁板之间先点焊固定,待所有的壁板组装完成,核对好尺寸无误后再整体焊接,焊接时要对称焊接,避免焊接时变形。
在层每块壁板内部,按图纸要求位置焊接包边角钢。
(4)用汽车吊将层壁板进行逐块吊装就位,对相邻壁板位置调整好后先点焊进行固定,待全部壁板就位后整体调整。在组装壁板的内外侧搭设脚手架。内侧搭设满堂脚手架支撑顶板,脚手架顶部用顶托调节,保证顶板弧度符合设计要求。
(5)在纵向焊缝内侧自上而下每 250-350mm 点焊一块带圆弧的门形板,以控制焊接变形。
2.3.6 罐顶顶板组装
(1)罐顶顶板分块进行吊装前,内部通过满堂脚手架进行支撑,调节顶托根据顶板的弧度进行调节,防止顶板安装过程中变形,确保顶板的弧度符合图纸要求。
(2)容器顶板分块吊装就位后进行整体调整,对相邻顶板先点焊进行固定,进行整体焊接。
2.3.7 罐顶及层整体吊装
在容器层外壁靠近顶部加强肋位置均匀焊接 8 个吊耳,作为整体吊装时的吊耳。
(1)整体吊装前,先对组装的壁板及罐顶进行检查,对焊接吊耳及钢丝绳、吊具检查符合要求后方可使用,同时对靠近罐顶搭设的脚手架进行检查,确保搭设的脚手架不得影响整体吊装时就位。
(2)整体吊装时,整体吊起离地约 500mm 后,等待 10 分钟,检查钢丝绳、吊耳等情况是否发生异常,无异常后再继续吊装就位。
(3)吊装就位后,先检查对口情况,部分错口部位可通过顶托进行调节,待检查对口无误后先进行点焊固定,对称焊接牢固后方可进行脱钩。
2.3.8 附件安装
整体吊装完成后,开始对液位计等部件进行安装。
2.3.9 防腐施工
容器现场拼装完成后,需对不锈钢焊缝表面进行酸洗钝化,容器外壁整体进行油漆重刷。
3 质量检验
3.1 目视检查及外观检验
焊缝外观检查前应将熔渣、飞溅清理干净。组装后的坡口及每道焊缝应进行100%目视检查和尺寸检查。
3.1.1 焊缝表面质量应符合设计、GB50128及下列要求:
(1)焊缝表面及热影响区,不得有裂纹、气孔、夹渣、弧坑和未焊满等缺陷;
(2)对接焊缝的咬边深度不得大于0.5mm,最大长度不得大于20mm,两个咬边之间的最小距离小于较短咬边长度的6倍时,应按一个咬边计算长度,如果出现超过上述要求的咬边,可用打磨方法将其除去;
(3)对于仰焊焊缝,由于重力引起的凹坑应不大于0.5mm,其他的所有焊缝不允许有凹坑。
3.1.2 对接接头错边量应符合下列要求:
(1)壁板对接接头的组装间隙应符合图纸及设计要求规定;
(2)壁板组对时应保证内表面齐平,错边量符合下列要求:
A.纵向焊缝错边量:板厚≤10mm时,不应大于1mm,板厚>10mm时,不大于板厚的0.1倍,且不大于1.5mm。
B.环向焊缝错边量:当上圈壁板厚度≤8mm,任何一点错边量不得大于1.5mm。当上圈壁板厚度>8mm时,任何一点错边量不得大于板厚的0.2倍,且不大于2mm。
(3)对接接头的宽度应均匀,焊缝应圆滑过渡。焊缝余高最大允许值:
3.2 无损检测
3.2.1 焊缝渗透、磁粉及射线检验应按照图纸要求进行检测;
3.2.2 渗透或磁粉检验不允许存在下列缺陷:
(1)任何裂纹和白点;
(2)任何横向缺陷显示;
(3)焊缝及紧固件上任何长度大于1.5mm的线性缺陷显示;
(4)锻件上任何长度大于2mm的线性缺陷显示;
(5)单个尺寸大于或等于4mm的圆形缺陷显示;
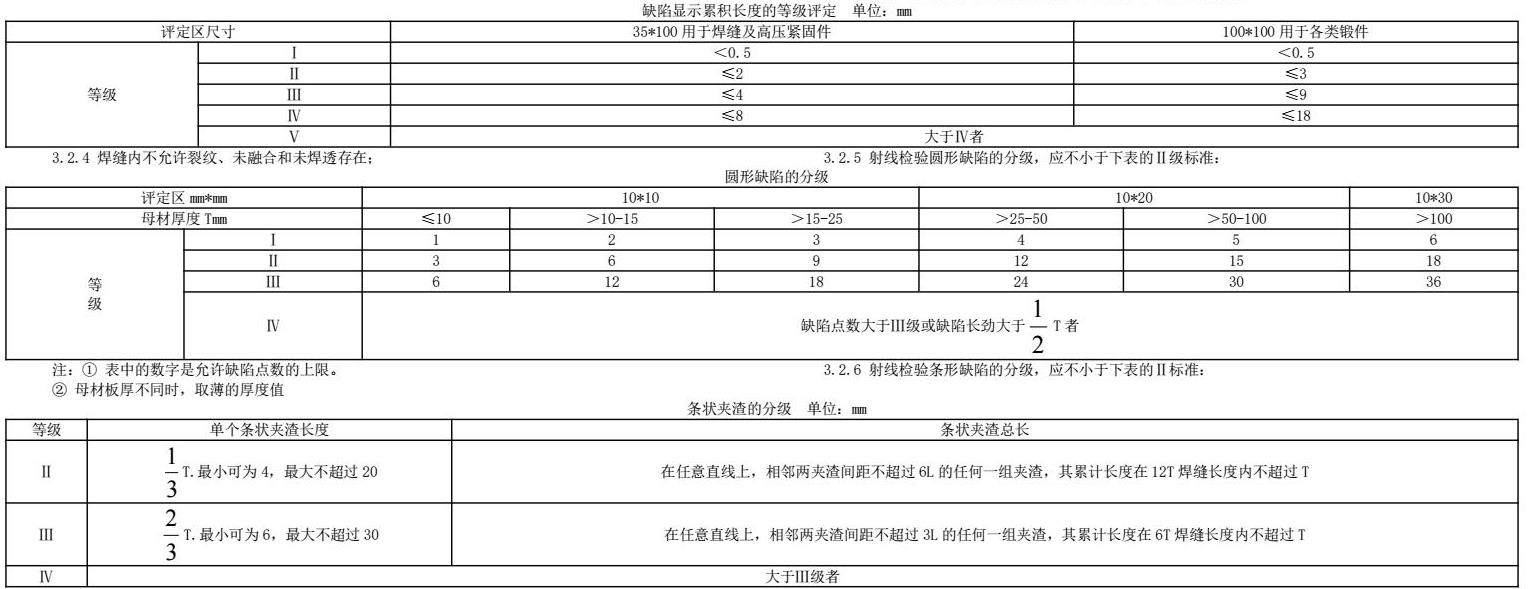
3.2.3 缺陷显示累积长度的等级评定,应不低于下表的Ⅲ级标准:
3.2.4 焊缝内不允许裂纹、未融合和未焊透存在;
3.2.5 射线检验圆形缺陷的分级,应不小于下表的Ⅱ级标准:
3.2.6 射线检验条形缺陷的分级,应不小于下表的Ⅱ标准:
② 长度比大于3的长气孔的评级与条状夹渣相同;
③ 当被检焊缝长度不足12T(Ⅱ级)或6T(Ⅲ级)时,可按比例折算,当折算的条状夹渣长度小于单个条状长度时,以单个条状夹渣长度为允许值。
④ 当两个或两个以上条状夹渣在一直线上且相邻间距小于或等于较小夹渣尺寸时,应作为单个连续夹渣处理。其间距也应计入夹渣长度,否则应分别评定。
⑤ 母材板厚不同时,取薄的厚度值。
3.3 严密性试验
罐体修复完毕后需进行充水试验,即将容器装满水,用1-1.5公斤锤子在距离焊缝30-50mm处轻轻敲打,盛水时间不少于24小时,并检验焊缝不应漏水。
3.4 焊缝返修
焊接过程中对表面产生的焊接缺陷,应根据设计及标准要求进行打磨或修补。焊缝若发生泄漏或射线检测不合格,用挖补的方法进行处理。补焊工艺应与正式焊接工艺相同。
4 结论
本文针对大型大型立式圆筒形常压容器罐顶塌陷缺陷修复进行研究,通过工艺流程梳理,优化施工逻辑,减少材料消耗,缩短修复时间,降低维修成本,提高修复效率。
参考文献:
[1]朱萍,大型立式圆筒形储罐设计中几个问题的探讨,化工装备技术,2006-08-10
[2]杜家超,常压储罐罐顶结构力学性能分析,中国特种设备安全,2021-09-30

 京公网安备 11011302003690号
京公网安备 11011302003690号


