



- 收藏
- 加入书签

中厚板轧机支撑辊使用问题分析
 打开文本图片集
打开文本图片集
摘要:某中厚板生产厂作为国内重要的中厚板生产企业,其四辊可逆轧机的支撑辊在使用过程中面临诸多挑战。本文针对中厚板轧机支撑辊的常见问题进行了深入分析。研究发现,支撑辊断裂、表面磨损与剥落、使用寿命短以及轴向窜动等问题严重影响了生产效率和产品质量。这些问题的成因主要包括轧辊材质选择不合理、轧制工艺参数不优化、冷却与润滑系统不足以及设备装配精度低等。
关键词:中厚板轧机;支撑辊;轴承损坏;轧辊磨损
引言。
中厚板轧制是现代钢铁生产中的重要环节,其产品质量和生产效率直接关系到企业的经济效益和市场竞争力。在中厚板轧制过程中,支撑辊作为轧机的核心部件之一,起着至关重要的作用。支撑辊不仅承受着巨大的轧制力,还需要在高温、高负荷的恶劣工况下保持稳定的性能,以确保轧制过程的顺利进行和产品质量的稳定性。
某中厚板生产厂作为国内知名的中厚板生产企业,其轧机设备的运行效率和稳定性对企业的生产效益有着深远的影响。近年来,随着市场需求的不断变化和产品质量要求的提高,在中厚板轧制过程中面临着诸多挑战,尤其是支撑辊的使用问题。支撑辊的断裂、表面磨损、使用寿命短以及轴向窜动等问题,不仅影响了轧制生产的连续性,还可能导致产品质量缺陷,增加了生产成本。
因此,对中厚板轧机支撑辊的使用问题进行深入分析,并提出有效的改进措施,具有重要的现实意义。这不仅有助于提高支撑辊的使用寿命和性能,还能优化轧制工艺,降低生产成本,提升产品质量,从而增强在中厚板市场的竞争力。本文将通过对中厚板轧机支撑辊的使用现状进行调研,分析其常见问题的成因,并结合实际生产情况提出针对性的改进方案,以期为其他中厚板生产企业提供有益的参考和借鉴。
现场问题分析
某中厚板生产厂在中厚板轧制过程中,支撑辊的使用面临着诸多现场问题。这些问题不仅影响生产效率,还可能导致产品质量下降和设备损坏。以下是基于某中厚板生产厂实际生产情况的现场问题分析:
1. 支撑辊断裂问题
现场表现:在高负荷轧制过程中,支撑辊出现裂纹甚至断裂,导致轧机停机,严重影响生产连续性。
原因分析:
应力集中:支撑辊的边部和倒角处应力集中,尤其是在大压下量和高轧制力的情况下。
冷却不足:冷却系统设计不合理或冷却水流量不足,导致支撑辊温度过高,降低其抗断裂性能。
材质缺陷:支撑辊材质的强度和韧性不足,无法承受高负荷轧制产生的应力。
改进措施:
优化结构设计:采用高强度、高韧性的材料,并通过有限元分析优化支撑辊的结构设计。
改进冷却系统:增加冷却水流量,优化冷却水喷嘴布局,确保冷却水能够均匀覆盖支撑辊表面。
定期检查与维护:对支撑辊进行定期检查,及时发现裂纹并进行修复或更换。
2. 表面磨损与剥落问题
现场表现:支撑辊表面出现磨损、裂纹和剥落,导致钢板表面出现辊印,影响产品质量。
原因分析:
轧制力过大:大压下量和高轧制速度导致支撑辊表面承受过大的接触应力。
冷却不足:冷却系统设计不合理或冷却水温度过高,导致支撑辊表面温度升高,加速磨损。
材质耐磨性不足:支撑辊材质的耐磨性较差,无法满足长时间高负荷轧制的要求。
改进措施:
优化轧制工艺:合理控制压下量和轧制速度,避免支撑辊表面承受过大的应力。
改进冷却系统:优化冷却水喷嘴布局,确保冷却水能够均匀覆盖支撑辊表面。
采用新型耐磨材料:选用高镍铬复合铸铁等新型耐磨材料制造支撑辊。
3. 轴向窜动问题
现场表现:支撑辊在轧制过程中出现轴向窜动,导致轧制不稳定,影响产品质量。
原因分析:
装配精度不足:轧机装配时,支撑辊与工作辊的平行度、同轴度不符合要求。
轧制力分布不均:板坯加热不均匀或轧制线不水平,导致轧制力分布不均,产生轴向分力。
设备磨损:轧机机架、滑板、轴承座等部件磨损,导致设备几何精度下降。
改进措施:
提高装配精度:严格按照装配规范进行操作,确保轧辊的平行度和同轴度符合要求。
优化轧制工艺:合理控制板坯加热温度和轧制线水平,避免轧制力分布不均。
定期维护设备:对轧机机架、滑板、轴承座等部件进行定期检查和维护。
4. 轧件头部弯曲问题
现场表现:轧件头部出现弯曲(翘头或扣头),导致轧件撞击护板、辊身冷却装置或输送辊道,严重时可能引发“缠辊”事故。
原因分析:
上下表面温差:轧件上下表面温度差异导致轧制条件不对称。
上下辊辊径比:上下辊直径不同,导致轧制力分布不均。
改进措施:
优化配辊:根据轧制参数选择合适的上下辊径比,减少轧制力分布不均。
控制温度:通过优化加热工艺,减少轧件上下表面的温度差异。
5. 非对称板形问题
现场表现:轧制的钢板存在操作侧板厚大于传动侧板厚的非对称板形。
原因分析:
轧机刚度非对称:轧机两侧刚度差异导致轧制时两侧弹跳不同,进而造成辊缝和压下量不同。
设备磨损与误差:牌坊制造误差、辊系不对称、垫片和压头等部件磨损。
改进措施:
刚度测试与调整:定期进行轧机刚度测试,根据测试结果调整轧机两侧刚度。
设备维护与更换:对轧机相关零部件进行检查与更换,确保设备几何精度。
优化轧制工艺:合理控制轧制力和轧制速度,减少轧制过程中的非对称因素。
中厚板轧机支撑辊在现场使用过程中面临断裂、表面磨损、轴向窜动、轧件头部弯曲和非对称板形等问题。这些问题的成因复杂,涉及轧制工艺、设备装配、冷却润滑系统以及材质选择等多个方面。通过优化结构设计、改进冷却系统、提高装配精度、优化轧制工艺以及加强设备维护等措施,可以有效解决这些问题,提高支撑辊的使用寿命和性能,确保轧制生产的稳定性和产品质量。
二、问题分析
支撑辊发生裂纹缺陷后,频繁的更换支撑辊。原来支撑辊更换周期为2个月,后来把支撑辊使用周期缩短到了1个月。然而裂纹的问题没有好转。支撑辊下线后仍然有凹坑掉肉的情况,显然支撑辊在线时间长导致掉肉的说法不成立。为了查找原因,技术人员每次利用换辊时间对支撑辊进行检查,发现支撑辊掉肉一般都发生在支撑辊上线的前几天,而且裂纹区域都在距离支撑辊端部700mm左右的位置。为什么支撑辊上线的前几天辊面发生裂纹、掉肉的情况明显?从多方面进行了原因查找。
1、磨削量分析
1)支撑辊发现问题后,首先考虑支撑辊的磨削量,是否达到了要求,是否有疲劳层没没磨干净的情况。支撑辊磨削标准,首先将轧机支撑辊磨削干净,辊面全新,然后继续磨削1.5mm,涡流探伤无缺陷后下线,装配前进行着色探伤和超声波探伤探伤合格后继续上线使用。支撑辊每次磨削量约为2mm。为了排除应力消除 不尽的干扰因素,对支撑辊磨削量又增加了0.5mm。第一次上线一周,上支撑辊操作侧出现了裂纹掉肉的情况。对裂纹区域进行打磨清根后继续使用。支撑辊使用后期,并没有新增裂纹。从这一点来看支撑辊本身的问题可以初步排除。需要从支撑辊的使用去分析支撑辊掉肉的问题。
2、辊型问题分析:
为了满足各种板型的生产并配合工作辊辊的使用,轧机支撑辊辊面磨削不是一个圆柱面,支撑辊辊面一般由多段曲线或直线组合成各种辊型,以搭配工作辊的使用,满足各种规格板材的生产。辊型选择是支撑辊使用的关键。
支撑辊辊型:该产线支撑辊辊型由五段正弦曲线组成,辊身为一段曲线,边部各有两段正弦曲线做倒角。
该产线支撑辊磨磨削辊型为一段正弦曲线,从正弦函数曲线顶点处选取一段曲线进行对称式的磨削。如图:f(x)=sin(x),取x在(3π/10,7π/10),范围内的曲线,作为辊型进行磨削。
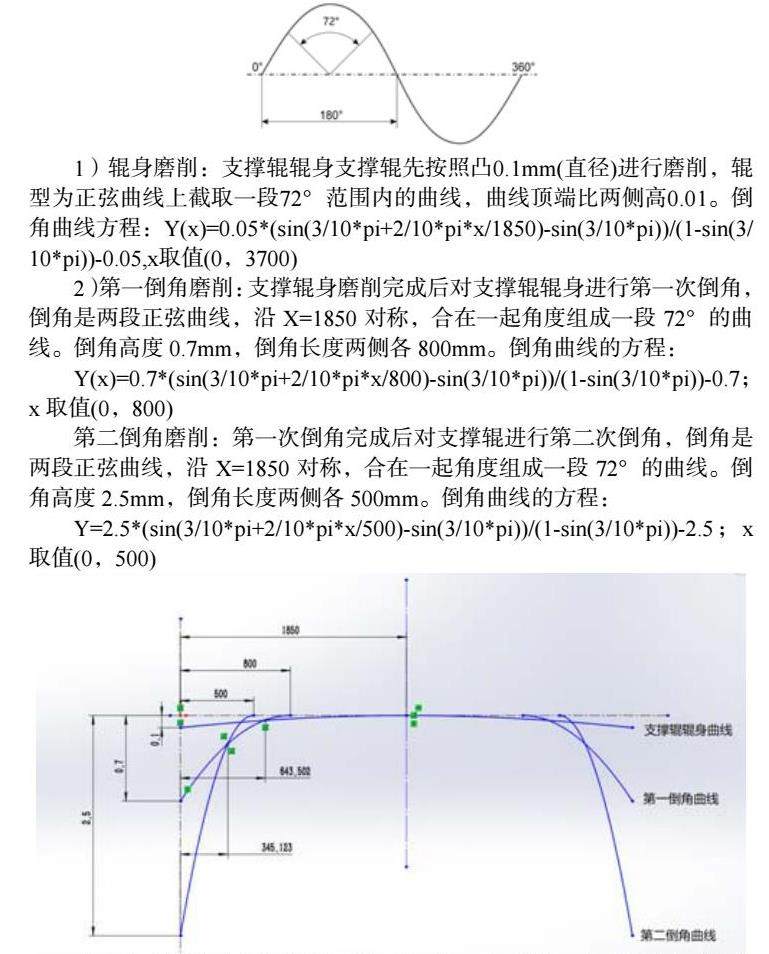
1)辊身磨削:支撑辊辊身支撑辊先按照凸0.1mm(直径)进行磨削,辊型为正弦曲线上截取一段72°范围内的曲线,曲线顶端比两侧高0.01。倒角曲线方程:Y(x)=0.05*(sin(3/10*pi+2/10*pi*x/1850)-sin(3/10*pi))/(1-sin(3/10*pi))-0.05,x取值(0,3700)
2)第一倒角磨削:支撑辊身磨削完成后对支撑辊辊身进行第一次倒角,倒角是两段正弦曲线,沿X=1850对称,合在一起角度组成一段72°的曲线。倒角高度0.7mm,倒角长度两侧各800mm。倒角曲线的方程:
Y(x)=0.7*(sin(3/10*pi+2/10*pi*x/800)-sin(3/10*pi))/(1-sin(3/10*pi))-0.7;x取值(0,800)
第二倒角磨削:第一次倒角完成后对支撑辊进行第二次倒角,倒角是两段正弦曲线,沿X=1850对称,合在一起角度组成一段72°的曲线。倒角高度2.5mm,倒角长度两侧各500mm。倒角曲线的方程:
Y=2.5*(sin(3/10*pi+2/10*pi*x/500)-sin(3/10*pi))/(1-sin(3/10*pi))-2.5;x取值(0,500)
通过方程曲线可得出支撑辊的辊型,由5段曲线组成。同时也可以计算得出支撑辊辊身曲线、与支撑辊第一倒角曲线的交点在距离边部643.5mm左右。再看支撑辊掉肉的区域在距离边部(600-700)mm位置。支撑辊掉肉的区域在第一倒角与辊身交点位置附近。可以判断,裂纹行程与支撑辊的倒角位置有关系。
3、工作辊与支撑辊的搭配
发现裂纹位置与倒角的位置有关,并不能解决支撑辊发生裂纹和掉肉的问题。为了解决问题,需要对轧制过程进行分析。尤其是支撑辊辊型的设计和支撑辊上线前期的工作情况进行分析。
1)支撑辊倒角设置的目的,支撑辊倒角设置越靠近轧制中心线,弯辊缸对工作辊的左右越明显。从支撑辊辊型曲线可以看出,支撑辊两端辊径减小的情况下,留给弯辊的空间更大,利于工作辊的调整。
2)根据经验,第一条倒角曲线,选择了高度为0.7mm,长度800mm的正弦曲线(见第一倒角曲线方程)。它与辊身曲线的交点在(643.502,-0.039),宽度2413mm以下,支撑辊辊身半径落差非常小。从现场使用效果来看,倒角设置在这个位置,弯辊力作用效果明显,能够有效的控制板型。
3)支撑辊的第二倒角曲线,选择了高度为2.5mm,长度500mm的正弦曲线,通过计算,可以得出,两条倒角曲线的交点(354.123,-0.215)。从交点坐标可以看出,当钢板宽度大于2991.754mm时,支撑辊辊身的落差已经有0.215mm。按照上下支撑辊来算,支撑辊边部辊缝比支撑辊中心辊缝大了0.43mm。如果工作辊采用平辊,因边部缺少有效的支撑,3000mm宽度以上的钢板,边部厚度将会大于钢板中心厚度。因此需要解决宽板子边部厚的问题。
4)因轧制力远大于弯辊力,减小弯辊力无法解决宽板子边部偏厚的问题。此时就必须加大工作辊两端的直径,以补偿支撑辊身的落差。该轧机选用了,凹0.3mm的辊型,工作辊曲线方程为:
Y(x)=0.15*(sin(3/10*pi+2/10*pi*(x+50)/1900)-sin(3/10*pi))/(1-sin(3/10*pi))-0.15,x取值(0,3750)
经过计算,在3000mm宽度位置,此辊型的工作辊厚度落差为0.128mm,按照上下工作辊计算,工作辊直径方向能够补偿0.51mm的厚度误差(未考虑工作辊的热变形,在热变形的情况下,补偿效果会减少)。这样可以大大减少支撑辊倒角带来的厚度误差,同样也增加了工作辊的弯曲量,给支撑辊倒角位置增加载荷。
5)与之形成对比的是某双机架轧机,使用同样的支撑辊辊型,支撑辊初期,选用凹0.1mm的工作辊与之搭配。工作辊曲线方程为:
Y(x)=0.05*(sin(3/10*pi+2/10*pi*(x+50)/1900)-sin(3/10*pi))/(1-sin(3/10*pi))-0.05,x取值(0,3750)
经过计算,在3000mm宽度位置,此辊型的工作辊厚度落差为0.043mm,按照上下工作辊计算,工作辊直径方向能够补偿0.172mm的厚度误差(未考虑工作辊的热变形,在热变形的情况下,补偿效果会减少)。为了解决该钢板厚度的问题,该产线的做法是,将宽板计划安排在支撑辊使用中后期,待支撑辊中部自然磨损倒角深度相对变小、长度变小的时候,再生产宽板。或者改用强度更高的轧辊进行生产。从实际效果来看,支撑辊使用效果更为稳定。
四、 结束语
通过对某中厚板生产厂的中厚板轧机支撑辊的现场问题进行深入分析,本文揭示了支撑辊在实际生产中面临的诸多挑战,包括断裂、表面磨损、轴向窜动、轧件头部弯曲以及非对称板形等问题。这些问题不仅影响了轧制生产的连续性和稳定性,还直接导致产品质量下降和生产成本增加。
针对上述问题,本文提出了优化支撑辊结构设计、改进冷却与润滑系统、提高装配精度、优化轧制工艺以及加强设备维护等一系列改进措施。这些措施的实施,旨在从多个方面提升支撑辊的使用寿命和性能,确保轧制过程的高效稳定运行,同时提高产品质量,降低生产成本。
在实际生产中,某中厚板生产厂应将理论分析与现场实践相结合,持续关注支撑辊的运行状态,及时发现并解决潜在问题。同时,企业应加强技术研发和创新,积极引入先进的轧制技术和设备,不断提升中厚板生产的技术水平和市场竞争力。
总之,解决支撑辊的现场问题是一项系统性工程,需要企业各部门的协同合作和持续改进。通过不断优化生产工艺和设备管理,某中厚板生产厂有望在中厚板生产领域实现更高的生产效率、更优质的产品质量和更强的市场竞争力,为企业的可持续发展奠定坚实基础。
参考文献
[1]陈茂兵.3500mm炉卷轧机中厚板轧制板形控制技术优化研究[J].全面腐蚀控制,2025,39(03):13-15.DOI:10.13726/j.cnki.11-2706/tq.2025.03.013.03.
[2]徐益平,丁小恒,何纯玉,等.中厚板轧机平面形状控制参数优化与应用研究[J].宽厚板,2024,30(06):1-6.
[3]陈玉叶.中厚板精轧机刚度监测[J].冶金设备,2024,(01):73-76.

 京公网安备 11011302003690号
京公网安备 11011302003690号


