



- 收藏
- 加入书签

基于多场耦合的 Q345R 压力容器热处理温度场均匀性优化及残余应力控制研究
摘要:本研究聚焦于Q345R 压力容器热处理温度场的均匀性优化及残余应力控制。通过热处理试验与残余应力测试方法,深入分析焊后热处理温度对Q345R 钢板焊接接头残余应力的具体影响,并在此基础上,进一步探讨多物理场(热-力-化学)耦合作用下残余应力的形成机制。针对发现的问题,本研究提出了优化工艺参数的策略,涵盖升温速率、保温时间及冷却方式等关键环节,有效提升容器力学性能(强度、韧性)和长期服役稳定性,为Q345R 压力容器的安全使用与性能提升提供了有力支持。
关键词:多场耦合;Q345R 压力容器;热处理;残余应力控制
压力容器作为能源、石油化工等行业的核心设备,其市场潜力巨大。据最新统计,2022 年我国压力容器市场份额已高达1878.8 亿元,彰显其在工业生产中的重要地位。然而,压力容器由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故,因此其安全性问题不容忽视。为确保压力容器的安全运行,设计阶段需对其热力学特性进行深入分析,研究多场耦合效应对压力容器性能的影响,其中热处理温度场的均匀性及残余应力的控制是关键环节。
1 试验材料与方法
1.1 试验材料
选择厚度为 46mm ,尺寸为 150mm×250mm 的 Q345R 钢板作为试验材料,焊接方法为埋弧自动焊接法,焊丝为 H10MnSi 碳钢,焊剂为HJ431,电流为 550A、电压为 30\~32V、焊接速率为 20m/h 。将钢板切为大小相同的 4 块,分别编号 1\~4,编号 1 为焊接态、编号 2 为 400∘C×2h 、编号 3 为520∘C×2h 、编号4 为 620∘C×2h ,模拟焊后热处理试验,记录数值。
1.2 试验方法
本实验焊接坡口形式为 U 型坡口,热处理试验过程包括预热、焊接、焊后热处理等步骤,预热减少焊接过程中的热应力,防止焊接裂纹的产生;焊接采用埋弧自动焊接法,确保焊缝质量符合相关标准;焊后热处理通过控制加热温度、升温速率、保温时间和冷却方式等参数,研究不同热处理工艺对Q345R 钢板焊接接头残余应力的影响。
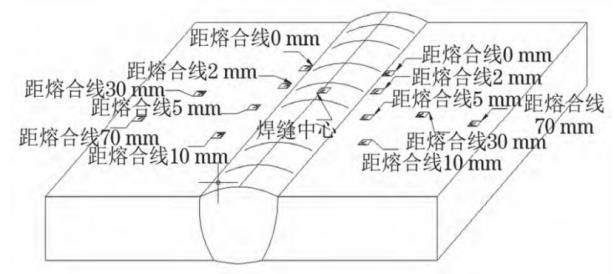
依据GB/T31310-2014《金属材料残余应力测定钻孔应变法》进行残余应力测试[1]。测试位置如图1 所示。
2 试验结果与分析
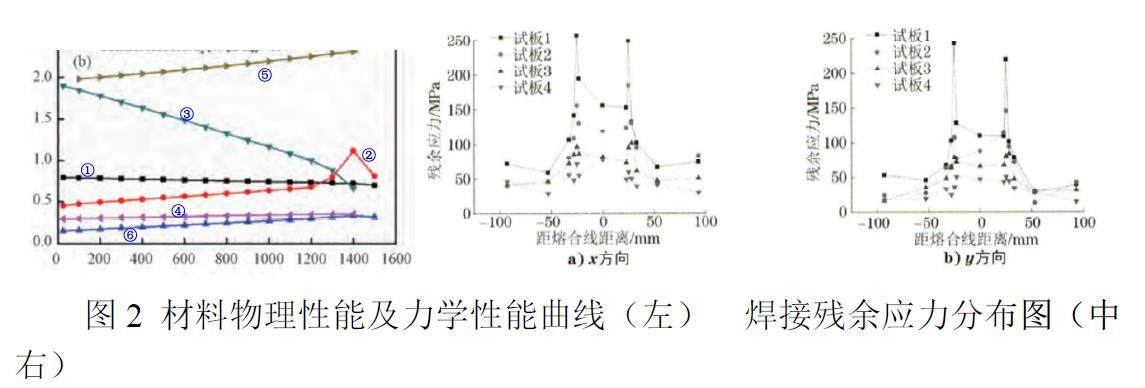
采用ABAQUS 有限元软件对焊接接头积极性残余应力数值模拟,材料的物理性能采用J Mat Pro 计算,物理性能与力学性能如图2(左)所示。横坐标为温度(℃),纵坐标为 ① 密度 (kg/m3)×103 、 ② 比热 (kJ/Ω(kg⋅K)⋅ )、③ 杨氏模量(MPa) ×102 、 ④ 泊松比、 ⑤ 热膨胀系数( (m/K ) 10-5 、 ⑥ 热导率( ⟨W/Ξ(m⋅K) ) 102 。Q345R 的密度无明显变化,整体呈随温度上升而微弱下降的趋势;比热整体呈随温度上升先上升后下降的趋势, 200~1400∘C 时呈上升趋势, 1400~1600∘C 之间呈随温度上升而下降趋势;杨氏模量整体呈随温度上升而下降的趋势;泊松比整体无明显变化;热膨胀系数在600~800°C 之间出现下降趋势;热导率呈随温度上升先上升后下降趋势,在800∘C 微弱提高,异常值出现在 800∘C 附近 200~1400∘C 之间呈随温度上升而上升趋势, 1400~1600∘C 之间呈随温度上升下降趋势。
由图 2(中右)可知,试板表面残余应力与距熔合线距离的关系曲线呈现出大致的M 形,反映了焊接过程中应力分布的复杂性和非均匀性。在试板 x 和 y 方向上,焊接残余应力的最大值分别为 254.7MPa 和 241.2MPa,相同热处理工艺条件下,这两个方向的焊接残余应力相差不大,表明试板的残余应力分布在一定程度上具有各向同性。
3 残余应力的形成机制
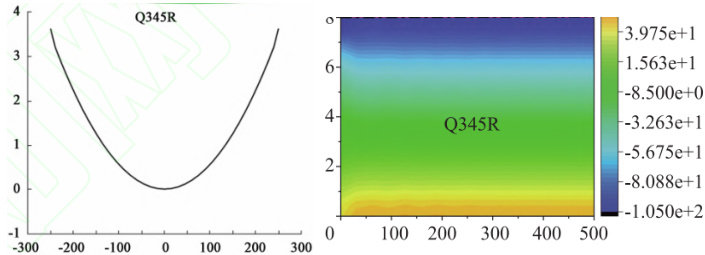
如图 3(左)所示,加热结束后,钢板呈现出正向弯曲的趋势。加热初期,钢板各部分温度分布不均匀,导致热膨胀的不一致性,产生热应力,这些热应力在钢板内部相互作用,部分应力在冷却过程中得到释放,部分应力形成残余应力。同时,Q345R 钢板的材料特性会随着温度的变化而发生变化,进一步影响残余应力的形成和分布。
加热结束时 Q345R 基层内应力分布趋势为沿厚度方向拉应力逐渐降低,经过应力中性面后转为压应力并逐渐增大,最大拉应力为50.782MPa,最大压应力为-105.402MPa。覆层内应力分布趋势为沿厚度方向拉应力逐渐增大,最大拉应力为 87.618MPa ,最小拉应力为 28.019MPa 。加热结束时应变分布趋势为总应变逐渐降低。如图3(右)所示。
综上所述,基于多场耦合的Q345R 压力容器热处理过程中,钢板的物理性能与力学性能会受到工艺参数温度的影响,随着温度的上升,部分性能会出现下降趋势,可以采取升高温度的策略,将热处理温度提高至 620∘C ,基本消除残余应力。
参考文献:
[1] 王瑞,霍同龙,田真真,郭傲翔,白振华,赵志敏.TA2/Q345R 复合板热处理残余应力的形成与演化机制[J].塑性工程学报,2025,(05):229-236.
作者简介:支兴 1969.6.19 男 江苏省靖江市 汉 本科 工程师 研究方向: 压力容器设计、审核

 京公网安备 11011302003690号
京公网安备 11011302003690号


