



- 收藏
- 加入书签

关于某型航空发动机中介机匣内齿箱供油管弯曲变形的故障分析和排除措施
摘要:本文针对某型航空发动机中介机匣内齿箱供油管出现的弯曲变形故障,通过故障现象分析、原因调查、机理研究及验证试验,确定了故障的根本原因,并提出了有效的排除措施。研究结果表明,供油管设计缺陷、材料性能不足及装配工艺问题是导致弯曲变形的主要原因。通过优化设计、改进材料及工艺,成功解决了该故障,提高了发动机的可靠性和安全性。关键词:航空发动机;中介机匣;内齿箱;供油管;弯曲变形;故障分析;排除措施
1. 引言
中介机匣内齿箱供油管作为航空发动机燃油系统的关键部件,其材料选择需满足高温、高压、高应力及腐蚀环境的严苛要求。主要特点包括:高温性能:供油管长期处于高温燃油环境中,材料需具备优异的耐高温性,以保持结构稳定性和抗蠕变能力,避免因热膨胀或软化导致变形或失效。机械强度:材料需具备高抗拉强度和屈服强度,以承受燃油流动产生的动态载荷和振动应力,防止断裂或疲劳破坏。耐腐蚀性:燃油中的化学物质和高温氧化环境可能引发腐蚀,材料需具备良好的抗腐蚀性能,延长使用寿命。轻量化与加工性:在保证强度的前提下,材料需轻量化以减轻发动机重量,同时易于加工成型,满足复杂结构需求。疲劳抗力:材料需具有高疲劳寿命,以应对循环载荷下的应力集中和微裂纹扩展,避免因长期使用导致突发故障。热稳定性:在温度波动环境中,材料需保持尺寸稳定性和组织均匀性,防止因热应力引发变形或性能退化。
某型航空发动机在试车过程中,中介机匣内齿箱供油管出现弯曲变形故障。导致发动机无法正常工作。供油管作为发动机燃油系统的重要组成部分,其可靠性和稳定性直接关系到发动机的性能和安全。因此,对供油管弯曲变形故障进行深入分析,并提出有效的排除措施,具有重要的工程意义和实用价值。
2. 故障现象描述
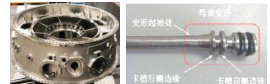
在发动机试车过程中,发现某型涡扇发动机中介机匣内齿箱供油管出现明显弯曲变形,中介机匣内齿箱供油管安装胶圈一端有弯曲变形现象,在固定板卡槽后侧边缘有严重变形并存在一处压痕导致燃油流动受阻,发动机功率下降,甚至出现熄火现象。为防止变形后出现漏油故障,该导管做相应等级维修处理。经检查,供油管弯曲部位主要集中在与内齿箱连接处,变形量较大,且伴有局部应力集中现象。但卡槽前侧边缘完好(故障现象如图1 所示,内齿箱变形位置示意图如图 2 所示)。
图1 内齿箱变形位置示意图 图2 内齿箱变形位置示意图
3. 故障分析
3.1 故障调查
3.1.1 故障件检查
中介机匣内齿箱供油管作用是向内齿箱提供润滑油,对内齿箱的齿轮与轴承进行润滑。供油管与转动轴套筒一并穿过中介机匣6 号支板内的 装 固定于内齿箱上,另一端由固定板固定于机匣上。最后在总装配阶段装于低速齿箱 据该供油管的装配关系,从发动机使用与修理的各阶段分析此次故障的产生原因,进而提出预防措施,杜绝此类故障再次发生。
1.发动机使用过程中
发动机使用过程中,该供油管两端固定,除发动机自身振动外,不受其它的外力作用。同时由于其处于机匣支板内,不会与其它物体发生磕碰,故进油管变形故障不会在发动机使用过程中产生。
2.发动机整体分解过程中
因装有供油管的安装座在分解时较困难,如果在分解安装座时用力过大,会造成进油管的变形。因传动轴套筒与进油管同处于6 号套筒内,均安装于安装座安装孔内,若分解用力过大会同时造成传动轴套筒与供油管的变形,在进一步检查传动轴套筒,未发现有凹陷或变形等情况;若分解用力过大,只可能造成供油管在固定板外的伸出端变形,但故障件供油管弯曲变形起始位置在靠近焊缝处。由于供油管变形端用固定板固定于机匣上,装配完成后卡槽后侧边缘位于机匣安装孔内,分解时产生的变形会存在于供油管卡槽前侧边缘,无法造成卡槽后侧边缘的变形、压痕。综上所述,分解时产生的故障现象与故障件的实际现象不符,可断定发动机分解过程不是导致此次故障的因素。
3.发动机总体装配时产生
发动机总体装配时,在向中介机匣安装低速齿箱安装座时,供油管会受到向机匣方向的推力。但供油管是通过固定板与机匣固定,如供油管受向机匣方向的推力,则会在固定板与供油管前侧卡槽产生较大推力,进而产生变形、压痕,但卡槽前侧边缘未出现变形、压痕故障,亦与实际故障现象不符,可判断在发动机装配过程中不会造成该供油管变形。
图3 管供油管装配位置示意图(外侧)
4.部件分解过程中产生
在中介机匣分解时,操作工人在分解导流叶片等零件后,会进入分解进油管的工序。首先分解连接内齿箱与进油管、传动轴套筒等零件间的螺钉,其次分解取下供油管的固定板,最后在分解取下内齿箱后,从支板的安装孔内抽出供油管。供油管与其它零件无过盈配合,分解过程中无需大应力操作。经调查,分解故障件供油管时零件无卡滞等异常现象,可判断在部件分解过程不会造成供油管变形。
5.部件装配时产生
在中介机匣装配时,首先将传动轴套筒与供油管装入6 号支板内,待内齿箱装入后,用螺钉将供油管与内齿箱进行固定。在拧紧供油管与内齿 若供油管安装胶圈一端未正确放入支板安装孔内,会使供油管卡槽后侧边缘与 图3) 由于螺钉拧紧力的作用,供油管会受到个向机匣方向的拉力,同时在干 的反作用力。在持续拧紧的情况下,供油管卡槽后侧边缘会产生压痕与变形,同时在干 致 装胶圈 产生弯曲变形,该故障现象与零件故障吻合。
对故障供油管进行拆解检查,发现弯曲部位存在明显的塑性变形,且局部区域出现裂纹。通过金相分析,发现裂纹起源于供油管表面,并沿晶界扩展,属于典型的应力腐蚀裂纹。
3.1.2 故障件测量
对故障供油管进行几何尺寸测量,发现弯曲部位的实际尺寸与设计图纸存在较大偏差。具体表现为弯曲半径过小,导致供油管在燃油流动过程中受到较大的侧向力,从而引发弯曲变形。
3.1.3 故障件材料分析
对供油管材料进行化学成分分析和力学性能测试,发现材料性能符合设计要求,但存在局部组织不均匀现象。通过扫描电镜观察,发现材料中存在少量夹杂物和微孔洞,这些缺陷在应力作用下容易成为裂纹的起源点。
3.2 故障原因分析
3.2.1 设计缺陷
供油管设计过程中,未充分考虑燃油流动对管道的侧向力影响,导致弯曲部位设计不合理。具体表现为弯曲半径过小,使得供油管在燃油流动过程中受到较大的侧向力,从而引发弯曲变形。
3.2.2 材料性能不足
供油管材料虽然符合设计要求,但存在局部组织不均匀现象。这些缺陷在应力作用下容易引发裂纹,进而导致供油管弯曲变形。此外,材料在高温高压环境下的抗蠕变性能不足,也是导致弯曲变形的重要原因之一。
3.2.3 装配工艺问题
在装配过程中,供油管与内齿箱连接处的安装精度不足,导致连接处存在较大的应力集中。同时,装配过程中未对供油管进行充分的预紧处理,使得供油管在发动机运行过程中受到较大的动态载荷,从而引发弯曲变形。
3.3 故障机理研究
3.3.1 应力分析
通过有限元分析软件对供油管进行应力分析,发现弯曲部位存在较大的应力集中现象。具体表现为弯曲内壁受到较大的拉应力,而外壁受到较大的压应力。这些应力在燃油流动过程中不断变化,导致供油管发生塑性变形。
3.3.2 疲劳寿命预测
基于应力分析结果,对供油管进行疲劳寿命预测。预测结果表明,供油管在发动机运行过程中,弯曲部位的实际疲劳寿命远低于设计寿命。这主要是由于应力集中和材料性能不足导致的。
3.3.3 故障树分析
通过故障树分析法,对供油管弯曲变形故障进行系统分析。分析结果表明,设计缺陷、材料性能不足和装配工艺问题是导致故障的主要原因。其中,设计缺陷是根本原因,材料性能不足和装配工艺问题是直接原因。
4. 排除措施
4.1 设计优化
针对设计缺陷,对供油管进行优化设计。具体措施包括:
(1)增大弯曲半径,减小燃油流动对管道的侧向力影响。
(2)优化供油管结构,提高其刚度和稳定性。在弯曲部位增加加强筋,提高其抗弯能力。
综上所述,供油管在装配时零件与机匣干涉后产生的作用力是导致供油管变形的主要因素。因此在装配过程中避免供油管与机匣的干涉,保证在螺钉拧紧过程中零件装配到位,便可避免供油管变形故障。为防止供油管偏置而与机匣产生干涉,可在拧紧供油管与内齿箱的连接螺钉时,预先装入固定板。固定板的紧固螺钉可不拧至底,在供油管拧紧时起导向作用,待供油管与内齿箱的紧固螺钉拧紧后,再拧紧固定板的螺钉,便可避免此类故障的发生。
4.2 材料改进
针对材料性能不足问题,对供油管材料进行改进。具体措施包括:选用高性能合金材料,提高材料的抗蠕变性能和抗疲劳性能。优化材料热处理工艺,提高材料的组织均匀性和力学性能。严格控制材料生产过程中的夹杂物和微孔洞含量,提高材料的纯净度。
4.3 工艺优化
针对装配工艺问题,对供油管装配工艺进行优化。具体措施包括:提高装配精度,确保供油管与内齿箱连接处的安装精度。对供油管进行充分的预紧处理,减小连接处的应力集中。优化装配流程,减少装配过程中的动态载荷对供油管的影响。
4.4 验证试验
为了验证排除措施的有效性,进行了以下验证试验:对优化后的供油管进行静力试验,测试其刚度和稳定性。对改进后的材料进行高温高压环境下的抗蠕变性能测试。对优化后的装配工艺进行动态载荷下的疲劳寿命测试。验证结果表明,优化后的供油管在静力试验中表现出良好的刚度和稳定性;改进后的材料在高温高压环境下的抗蠕变性能显著提高;优化后的装配工艺在动态载荷下的疲劳寿命明显延长。因此,所采取的排除措施是有效的。
5. 实施效果
5.1 故障率降低
通过实施排除措施,供油管弯曲变形故障率显著降低。具体表现为发动机试车过程中,供油管弯曲变形故障的发生频率大幅下降,发动机的可靠性和稳定性得到显著提高。
5.2 寿命延长
优化后的供油管在发动机运行过程中表现出更长的使用寿命。具体表现为供油管的疲劳寿命显著延长,减少了发动机的维护成本和停机时间。
5.3 安全性提高
改进后的供油管在发动机运行过程中更加安全可靠。具体表现为供油管在高温高压环境下的抗蠕变性能和抗疲劳性能显著提高,减少了发动机故障的风险。
6. 结论与展
6.1 结论
本文针对某型航空发动机中介机匣内齿箱供油管弯曲变形故障进行了深入分析,确定了故障的根本原因,并提出了有效的排除措施。通过优化设计、改进材料和工艺,成功解决了该故障,提高了发动机的可靠性和安全性。
6.2 展望
未来,随着航空发动机技术的不断发展,供油管的设计和制造将面临更高的要求。因此,需要进一步开展以下研究工作:深入研究供油管在高温高压环境下的力学行为和失效机理,为优化设计提供理论支持。开发新型高性能材料,提高供油管的抗蠕变性能和抗疲劳性能。优化装配工艺,提高供油管的装配精度和可靠性。
参考文献
[1]黄宇生,柏洪武,邱晓来,高昆,刘长生,王汉洲. 超音速火焰喷涂Cr3C2-NiCr 涂层性能及其在金属硬密封球阀上的应用[J]. 材料保护, 2020, 53(09).
[2]丁旺生, 李永胜, 黄飞. 某机载设备前端接收机法兰断裂原因分析[J]. 舰船电子对抗, 2022(06).
[3]方红荣, 武园浩, 许光, 等. 基于损伤累积理论的气瓶正弦振动疲劳分析[J]. 压力容器, 2016, 33(0
[4]李冬冬,张壮. ACOC 排气管道振动环境试验破坏分析[J]. 学报, 2025.6.

 京公网安备 11011302003690号
京公网安备 11011302003690号


