



- 收藏
- 加入书签

烷基化反应器U形管束格栅式支持圈精度控制
摘要:烷基化装置的长周期安全稳定运行依赖于其核心部件——烷基化反应器 U 形管束的性能。U 形管束常因腐蚀、泄漏及机械磨损失效,而这与制造及装配精度不足密切相关。本文在一个制造工艺优化项目中研究了格栅式支持圈的精度控制问题。通过分析失效模式及事故案例,发现传统工艺难以保证尺寸链精度,易致微动磨损及管壁疲劳。为此,提出了综合工艺改进措施,包括应用三维建模进行数字化预装配、制定严密的组装控制标准、优化分隔条结构及进行表面处理。改进后,U 形管束的一次合格率显著提升,尺寸精度及配合状态改善,增强了抗振动能力,一定程度上可延长反应器运行周期并降低维护成本,提升了烷基化反应器产品质量与安全水平。
关键词:烷基化反应器;格栅式支持圈;精度控制;微动磨损;工艺优化
一、背景
在现代石油化工体系中,烷基化工艺是生产高辛烷值汽油组分的关键技术之一[1]。烷基化反应器作为该工艺的核心设备,其内部通常包含作为换热元件的 U 形管束,用于及时移走反应产生的大量热量,以控制反应温度、提高产品选择性并抑制副反应的发生。因此,U 形管束的传热性能和结构可靠性,直接决定了烷基化装置的运行效率、安全性和经济性。我公司在承担12 台烷基化反应器制造项目中,在已交付运行的设备中,某些炼化公司烷基化反应器管束在运行过程中出现了泄漏。烷基化反应器为我公司重要的优势产品,为了提升产品质量,凸显品牌效应,我们需要深入研究泄漏的原因。
烷基化反应器换热管破损原因分析
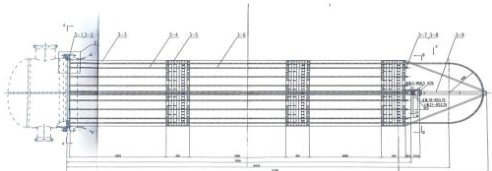
烷基化反应器 U 形管束主要由管板、U 形换热管、定距管、拉杆以及多组支撑板(或支持圈)构成。管束长度为 11288mm,仅有 3 组支持圈(含筋板)对换热管进行固定,3 组支持圈间距为 2690mm,U 型管无支撑跨距大。烷基化反应器结构图如图 1 所示。在设备运行过程中,由于物料流的流动及反应器装置内搅拌装置搅拌叶轮的驱动,加剧换热管与支撑圈的振动摩擦,导致换热管管壁减薄发生泄漏[2]。
图1 烷基化反应器结构图
2.1 格栅支持圈分隔条未进行处理
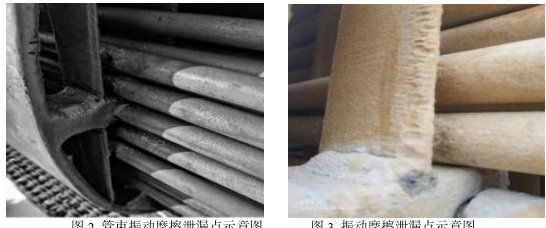
经过对换热管破损原因的分析,发现换热管在振动过程中,换热管管壁与支持圈格栅条发生碰撞,由于分隔条未进行导圆角处理,换热管与分隔条边缘尖角发生长时间的碰撞,造成换热管管壁逐渐减薄,进而导致换热管破损,管束发生泄漏。管束振动摩擦泄漏点示意图如图 2 所示。
2.2 格栅支持圈格栅孔精度差
通过观察发现管束换热管破损的位置,均是处于管束外侧这一排换热管。这一排换热管,支撑圈对换热管的束缚作用小,换热管在振动过程中,支持圈格栅孔精度差,分隔条与换热管间隙大小不一致,换热管振动时,间隙小的振动幅度就小,换热管与分隔条相互作用力就小;反之,间隙大的换热管振动的幅度就大,相互作用力就大,容易造成换热管管壁破损。振动摩擦泄漏点如图 3 所示。
三、U 形管束格栅式支持圈精度控制工艺措施针对上述问题,我们研究设计出了一套覆盖加工、装配、检验全流程的综合性工艺措施。
3.1 基于三维建模的预装配技术应用
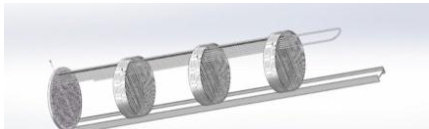
这是本次工艺优化的核心理念变革:从“实物试错”转向“数字引领”。在正式投产前,利用 SolidWorks 建立完整的U 形管束三维数字样机(如图 4)。
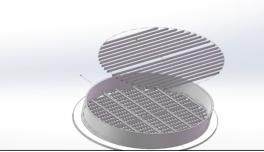
3.1.1 精度仿真
对格栅式支持圈进行公差叠加分析,预测最终方格的尺寸分布,判断是否满足设计要求。为量化分析现有工艺的精度问题,我们利用 SolidWorks 软件对格栅式支持圈进行了三维建模(如图 5),并与车间实际测量数据进行对比。建模时,我们输入了分隔条的加工公差和装配公差。通过软件的分析,我们发现:在最不利情况下,累积误差可导致部分方格的对角线尺寸偏差超过±1.5mm。部分换热管在支撑方格中的理论配合间隙,因累积误差,可能从设计值的 0.8mm,增大到2.5mm 以上,或减小到 0.2mm 以下。间隙过大 >2.5mm. ),意味着约束失效。设备运行时,管子会因流体冲击或机械振动在此处产生大幅度的“撞击”,而非“微动”,瞬时冲击力巨大,极易导致疲劳损伤。间隙过小 (<0.2mm ),则在穿管时极易发生卡涩、划伤。现场观察也证实,工人为将管子强行穿入,不惜用木锤敲击,对管壁造成了不可逆的塑性变形和表面损伤。
3.1.2 虚拟预装配
将所有零件(包括每根换热管、每个分隔条)按照实际装配顺序进行虚拟装配。按照实际生产装配顺序,在 SolidWorks中建立分步装配模型。第一步:外圆就位;第二步:底层分隔条安装;第三步:逐层交叉装配分隔条每一步装配都进行干涉检查,确保无碰撞、无卡涩现象。重点验证分隔条交叉点的装配可行性,检查槽口配合的紧密度,验证最后一根分隔条的装配空间,确保有足够的操作余量,检查换热管穿管路径,确保无干涉、无异常弯曲。通过软件的“干涉检查”功能,可以 100%发现由于设计尺寸或公差不当导致的卡涩、碰撞问题。
3.1.3 工艺指导
基于虚拟装配模型,生成带有三维视图的、直观的装配工艺指导书,彻底解决了之前工人仅凭二维图纸理解困难、容易出错的问题。
通过此项措施,我们成功地将问题发现在制造前的准备阶段,避免了在实体制造环节出现“换热管穿不过去,甚至划伤管子”的严重问题,实现了对装配可行性的前置性把控。
3.2 格栅式支持圈分隔条精度控制
3.2.1 分隔条组装长度与间隙控制
将分隔条的长度公差由±5.0mm 提高至±1mm。在组装时,对分隔条之间的组装间隙进行逐一检查,确保间隙控制在 1mm 以内,从而保证了每层分隔条的累积长度高度一致。尺寸效果对比如表 1 所示。
表1 关键尺寸效果对比

3.2.2 分隔条平面度控制
规定每根分隔条在组装前,必须在平台上用百分表检测其平面度,要求在全长范围内不大于 0.3mm。不合格零件禁止流入装配环节。为了保证分隔条的平整度,我们要求供货商使用高精度切割的方法进行分隔条切割,如激光切割、线切割等。3.2.3 分隔条表面质量控制与材料优化
图6 表面处理(1,未倒圆角 2,倒圆角 3,未打磨 4,打磨)
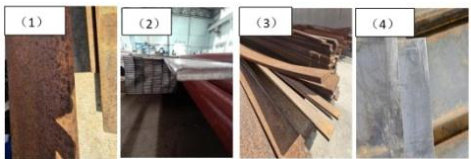
倒圆处理:明确要求分隔条所有尖角,特别是与换热管可能接触的方格内角,必须进行 R≥2mm 的倒圆处理;抛光处理:对分隔条与换热管的接触区域进行机械抛光,并严格控制其表面粗糙度,要求达到 Ra1 .6μm[3] 光滑的圆角过渡,极大降低了穿管时的摩擦力,杜绝了划伤风险。更重要的是,它将管束运行时的“线接触”优化为更平滑的“窄面接触”,减小了接触应力,显著降低了微动磨损的倾向[4][5]。表面处理效果图如图 6 所示。
3.3 格栅式支持圈格栅孔制造精度控制
3.3.1 分隔条开条开槽增强刚性定位
为解决分隔条的变形问题,经与设计院分析和沟通后,对分隔条的结构进行了创新性改进:分隔条采用“开槽处理”。即在纵向和横向分隔条的交点位置,加工深度为条高三分之一的槽口,组成格栅压锁结构。这种设计使得所有分隔条在组装后形成一个刚性极强的整体网格结构[6]。分隔条之间的相对位置被精确锁定,不再单一依赖于焊接定位,从根本上保证了方格尺寸的一致性和精度。
3.3.2 支撑圈筒体圆度控制
整体卷制工艺,采用一块钢板整体卷制成圆形,只需一道纵向焊缝,卷制前对钢板进行平整度检查,卷制过程采用液压卷板机,确保圆度均匀,卷制成形后,采用数控等离子切割进行端面加工,切割后进行机械加工,保证尺寸精度。
3.4 利用模具制作支持圈
按照换热管的布孔规律加工一块专用模具。支持圈外圈在校圆的基础上,在专用模具上均布 8~12 块斜铁对外圈再进行找圆和固定,将支持圈外圈的椭圆度控制在±1.0mm 以内,防止焊接分隔条时发生变形。找圆后的外圈按图纸尺寸依次点焊调直的横向和竖向分隔条,在点焊分隔条时为了使换热管穿管时不强力穿管减小应力,在钻好孔的模具上插Φ25*2.5 的换热管模拟穿管。因模具可重复使用,制作多个格栅式支持圈时网格孔的方向、大小、同心度及偏差大小和偏差的一致性就能得到很好的控制,从而很好的保证施工质量。
四、应用效果与验证
新工艺方案在我公司新承接的辽阳石化烷基化反应器 U 形管束项目中进行了试点应用,取得了显著成效。
图7 支持圈对比(左,旧工艺 右,新工艺)

4.1 组装精度效果分析
随机取样抽取不同制造批次的 3 组支持圈,每组支持圈取十组格栅方格孔,共 30 个采样方格,确保数据的代表性和可靠性。针对取样方格的中心点位置误差进行统计,测量数据如表 2。
表 2 支持圈装配误差

精度提升:采用新工艺制造的格栅式支持圈,其方格中心点位置误差由原来的平均 1.2mm 降低至 0.3mm 以内,尺寸一致性大幅提高。换热管与分隔条的装配间隙被稳定控制在设计值(0.8mm)±0.2mm 的范围内。
4.2 组装效率提升效果分析

由于数字化预装配消除了干涉风险,且分隔条精度和表面质量提升,现场穿管过程变得异常顺畅。一次穿管成功率达到100%,彻底杜绝了卡涩、敲打、返工的现象。
五、结论
本论文针对我公司烷基化反应器 U 形管束制造过程中存在的精度控制难题,通过四个方面的系统改进,在精度提高方面取得了显著成果:
1.装配精度大幅提升:格栅式支持圈方格中心点位置误差由 1.2mm 降低至 0.3mm,精度提升 75% ,为设备长期稳定运行奠定了基础。
2.制造工艺系统优化:通过分隔条开槽结构改进、表面处理优化、整体卷制工艺等措施,从根本上保证了制造精度的稳定性和一致性。
3.本文提出了一套以“数字化预装配+关键尺寸精密控制+结构与工艺优化”为核心的综合改进方案。基于 SolidWorks 的三维建模技术实现了从"实物试错"到"数字引领"的转变,为精度控制提供了科学依据和技术保障。实践证明,该方案有效解决了原有工艺的精度控制问题。
4.新工艺的应用,显著提升了 U 形管束的装配精度和质量,降低了制造成本,对类似换热设备的制造工艺优化具有指导价值。
[1]张然,李天舒,张彦,胡亚琼,赵秦峰,鞠雅娜,葛少辉,ZhangRan,LiTianshu,ZhangYan,HuYaqiong,ZhaoQinfeng,JuYana,GeShaohui《工业催化》2019 年 11 期
[2]王坤龙,WANGKunlong《精细与专用化学品》2023 年 10 期[3]任立华,王凯歌.加工高酸高硫原油常减压装置工艺设备的腐蚀与防护.石油化工设备技术,2008,29(2):5052.
[4]符兴承,吴金星《化学工业与工程技术》2003 年 3 期管壳式换热器管束振动分析及防振措施
[5]邢亚恒,付启辉,刘鸿彦,吴丕杰.浅谈钛制 U 形管换热器设计注意事项[J].化工装备技术,2023,44(4):6265.
[6]刘丽艳,王一鹏,朱勇,熊光明,王钰淇,谭蔚.蒸汽发生器 U 形管湍流抖振及微动磨损研究[J].振动与冲击,2021,40(8):3540.

 京公网安备 11011302003690号
京公网安备 11011302003690号


