



- 收藏
- 加入书签

大型柴油储罐技术改造中工艺交出的安全控制措施
摘要:根据《宁夏石化公司炼油装置罐区切断阀及液位计隐患治理项目》的工作安排,2024 年油品部 322 单元柴油成品罐区实施储罐紧急切断阀改造,将储罐罐根处手动伞齿轮闸阀更换为具备紧急切断功能的气动闸阀。依据相关规范及管理制度要求,编制了《柴油储罐工艺交出方案》。本文阐述了 20000m3柴油储罐在工艺交出过程中储罐、管线的处理顺序步骤,重点关注循环调合进罐线交出难点,逐步、逐项落实安全控制措施,最终储罐安全交出进行改造。关键词:柴油储罐 1;紧急切断阀2;循环调合进罐线 3;
0 引言
宁夏石化公司油品部322单元为柴油成品罐区,罐区内部布置6具20000m³柴油成品储罐进行成品油调合及装车工作,原设计及施工图中3个罐根阀均为手动伞齿轮闸阀,不满足 AQ3053-2015《立式圆筒形钢制焊接储罐安全技术规范》第 6.13节中:储罐物料进出口管道靠近罐体处应设一个总切断阀。对大型储罐,应采用带气动型、液压型或电动型执行机构的阀门。当执行机构为电动型时,其电源电缆、信号电缆和电动执行机构应做防火保护。切断阀应具有自动关闭和手动关闭功能,手动关闭包括遥控手动关闭和现场手动关闭。(大型储罐指直径大于或等于 30m 的储罐,或者容积大于等于 10000m³的储罐)油品部柴油储罐直径为37m ,容积为20000m³,已经不满足规范要求。同时应急管理部在下发的GB18218-2018《危险化学品重大危险源辨识》中定义危险化学品重大危险源为长期地或临时地生产、储存、使用和经营危险化学品,且危险化学品的数量等于或超过临界量的单元(柴油的临界量为5000吨,油品部322单元实际储存量最低时为12000吨)。依据以上两个规范的要求,宁夏石化公司委托中石油华东设计院有限公司进行了《宁夏石化公司炼油装置罐区切断阀及液位计隐患治理项目》的可研、初步设计、详细设计,油品部322单元更换紧急切断阀项目于2024年开始施工。
1 现场流程简介
现阶段组分油主要为柴油加氢精制装置的精制柴油,调合低凝点柴油时带入一部分323单元的不合格航煤组分油,为达到油品混合均匀,六台储罐内均设置一套四组调合旋转喷头,完成规定量收储作业后,通过储罐自身循环系统(储罐进泵线循环泵循环调合进罐线回罐)完成助剂添加后调合为0#、-10#或-20#柴油成品出厂。
2 工艺交出难点
2.1 根据施工节点安排,储罐进行工艺交出时为2024年炼油装置大检修期间,在此期间股份公司要求宁夏石化公司必须持续保障银川地区柴油的市场供应,停工前罐区6具储罐均处于安全高液位状态,成品库存量达到7万吨,储罐与管线均处于满负荷运行状态,不具备空罐、空线交出条件,工艺交出难度较大;
2.2 柴油储罐原设计中为3个罐根设计,根据工艺流程要求划分不同的功能,收油线与转油进罐线1个罐根(罐根阀1#),汽车、火车装车分为2个牌号进泵线1个罐根(罐根阀2#),循环调合进罐线和倒罐进罐线1个罐根(罐根阀3#),尤其是罐根阀3#在罐根阀与分配器连接处无跨线与其他罐根进行连接,无法完成利用现有流程进行管线内部柴油排尽作业;
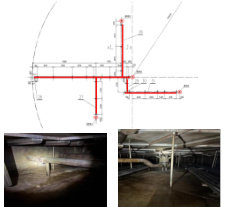
2.3循环调合进罐线设计中为一套管线联通四组调合旋转喷头,使用正常倒油流程的情况下,循环调合进罐线及调合旋转喷头内部的柴油会存在管线内部,不会随储罐液位降低而出现管线排空的现象,经过与设计施工图纸确认,罐内主线及分支管线4条,长度46.10米,管线内部存油4.52m³,单台调合旋转喷头内部存油0.2m³,4台存油0.8m³,管线与调合旋转喷头合计存油5.32m³,循环调合进罐线罐内具体情况如后图1所示(红色线条为罐内管线,红色圆点为罐内调合旋转喷头);
图1:循环调合进罐线和倒罐进罐线示意图及罐内图
3 作业条件危险分析及风险评估
3.1为完成方案要求,达到储罐安全交出进行改造的目的,作业开始前油品部组织工艺、设备、安全主管技术员,部门领导,施工作业负责人共同开展作业条件危险分析,对作业现场和作业过程中可能存在的危险有害因素进行辨识,按照LEC法编制了作业活动风险评价表(见表1)。
3.2作业活动风险评价及风险消减控制措施
作业活动风险评价表(LEC 法)

参与评价人:工艺、设备、安全技术员、施工作业负责人 审核人:部门领导
表 1:作业活动风险评价表(LEC 法)
从上述分析表可以看出,此次作业过程中共识别危害因素11项,其中管线排液作业分值为21分,风险级别为3级,属于一般危险,专项作业方案中重点进行关注,针对管线排液作业提出以下5项管控措施:1、控制现场作业人数,最多不超过3人;2、控制排液速度≯1m/s;3、连接头使用对标法兰螺栓连接,防爆内衬钢丝胶管使用专用紧固件固定扎紧;4、现场放置干粉灭火器4具;5、1辆泡沫消防车现场监护,1具灭火消防喷头连接管线放置在作业现场备用。
其余10项分值均低于20分,风险级别为4级,属于低危险,通过整改完善后能降低隐患存在的风险,制定相对应的控制措施可以降低事故的发生率。
3.2风险评价
依据《中国石油天然气集团公司生产安全风险防控管理办法》,通过作业条件危险分析,在确定风险概率和事故后果严重程度的基础上,使用5*5的风险矩阵划分标准明确风险等级,此项作业的分值为2分,风险等级为I级风险,属于可以接受的风险,但是部门按照II级风险进行了个案评估,评估现有控制措施是否均有效,确认程序和控制措施已经落实,强调安全工作重点。
4 工艺交出专项方案
4.1、收退油储罐安排
4.1.1 322单元322-TK-101C罐为此次作业接收油罐,作业前将该储罐液位保持在安全收储范围之内(2.2米--3.2米之间),具备收储其他储罐底油的安全容积;
4.1.2 倒罐作业
322-TK-101E罐准备转油前,联系电仪部对储罐进行防静电接地测试,为防止储罐静电荷积聚,罐体接地电阻不大于10Ω。检测结果合格后联系当班生产调度,获得批准后开始进行倒罐作业,启动转油机泵后要求运行班组在不间断巡回检查过程中重点关注此项作业,如现场出现油品大量泄漏或其他异常情况时,立即停止作业,重新对阀门进行关闭,如泄漏无法控制或其他异常情况无法处置,停止转油作业。倒罐时先使用322-P-102A汽车装车泵倒罐流程将322-TK-101E罐底油向322-TK-101C罐进行倒罐作业,液位降低至安全下限2.05米左右时,为降低安全作业风险,防止静电荷积聚,通过机泵出口控制转出量,按照倒罐泵进泵线内径DN200及管线流速不大于1m/s的标准计算,经过计算322-TK-101E罐液位每小时下降不得大于0.11米,要求岗位操作人员间隔30分钟进行一次转入、转出的对量工作,当液位降至浮盘坐底高度1.8米前,液位在1.85米时暂时停止倒罐作业,封闭罐顶呼吸阀、阻火器及罐壁通气窗,开始对浮盘上部空间进行注入氮气补压及初步置换,氮气流量使用管线流量计进行控制,12小时后停氮气在罐顶采样分析罐内氧含量,氧气浓度在8%(体积分数)以下后开始继续转油,氮气补压时初始流量控制在150Nm³左右,略大于罐底油倒出速度,重新开启倒罐机泵,继续进行倒罐作业,要求操作人员现场监护,保证浮盘平稳坐底,浮盘坐底期间如有异常声响或者雷达液位计异常显示,立即停止作业,查找原因。如无异常情况则正常转油至储罐液位降低至0.6米左右时停止转油作业,避免机泵抽空损坏设备。同时持续注入氮气,保存储罐微正压状态及罐内低氧环境。
4.1.3 储罐底油抽空作业
拆除322-TK-101E罐带排水管排污孔处抽罐底线盲盖,利用临时管线连接至隔爆式气动隔膜泵进口端,出口端连接至322-TK-101C罐带排水管排污孔处抽罐底线盲盖打开处,隔爆式气动隔膜泵泵体及进出口管线与静电接地管网有效连接并进行接地,满足要求后开始进行转油作业,将储罐内部柴油降低至最低液位。同时持续注入氮气,保存储罐微正压状态及罐内低氧环境。
4.1.4 能量隔离
完成储罐底油抽空作业后,关闭322-TK-101E罐前分配器处与其他储罐相连通的收油线、付油线气动阀和手阀、罐根手阀,按照能量隔离清单的标识位置进行322-TK-101E罐上锁挂签程序(见图2),由于此次作业主要为将罐根伞齿轮闸阀更换为气动闸阀,施工方案中考虑施工作业平台安装,施工人员作业站位,吊装作业现场障碍物影响因素等,为便于现场安全施工,故隔离方式确定为将罐前抗震金属软管拆除,在罐根阀处及分配器汇总管处添加盲盖,储罐继续进行工艺处置,施工时再拆除盲盖。
4.1.5 添加隔离盲盖作业
4.1.5.1 管线防泄漏处置措施
储罐底油抽空作业过程中,罐根阀1#、罐根阀2#的分配器管线内及抗震金属软管内柴油已经回流至罐内,阀门关闭后基本无油品,罐根阀3#由于结构原因进行排尽处理,现场搭设2.0米*1.5米*1.0米临时操作平台,放置0.6米*0.8米*0.5米铝合金油品泄漏回收箱,箱体使用铜编线与静电接地管网有效连接并进行接地,放置1台隔爆式气动隔膜泵出口端连接至322-TK-101C罐带排水管排污孔处抽罐底线处,隔爆式气动隔膜泵泵体及进出口管线与静电接地管网有效连接并进行接地,及时将泄漏出的柴油进行回收,防止污染环境。
5.1.5.2 循环调合进罐线和倒罐进罐线如前文所述,罐内管线与调合旋转喷头内合计存油5.32m³需要进行管线排液作业,在罐根阀3#前抗震金属软管拆除后,制作临时转油短接与隔爆式气动隔膜泵进行连接,将存油转入322-TK-101C罐,此项作业风险级别为3级,属于一般危险,专项作业时执行以下5项管控措施:

图 2:作业储罐上锁挂签表

图3:盲板、盲法兰图

4.1.5.3 盲盖安装作业顺序:先拆除罐根阀1#前抗震金属软管,罐根伞齿轮闸阀及分配器汇总管处添加盲盖,再拆除罐根阀2#前抗震金属软管,罐根伞齿轮闸阀及分配器汇总管处添加盲盖,最后拆除罐根阀3#前抗震金属软管,分配器汇总管处添加盲盖,罐根阀3#管线进行排液作业,完成后罐根伞齿轮闸阀添加盲盖(见图3)。
4.1.6 罐底底油垫水处理
通过查看储罐结构施工图确认此次垫水作业高度0.15米为适宜高度,垫水作业按照管线内径DN100及管线流速不大于1m/s的标准计算,322-TK-101E罐液位每小时上升不得大于0.03米,6小时停止垫水且形成稳定油水界面,使用隔爆式气动隔膜泵将罐内油水混合物倒至322-TK-101C罐,抽底油完毕后使用试油膏测定罐内油面高度,至罐内油品倒净,最终以脱水阀处接样观察采样瓶无明显浮油为合格判定标准。
4.1.7 蒸罐处理
通入低压蒸汽对储罐进行蒸煮处理,温度上升至45℃--50℃(操作温度上限)之间时开始计算时间,维持此温度段蒸煮48小时后自然降温至环境温度,使用隔爆式气动隔膜泵将罐内冷凝水倒至322-TK-101C罐,打开储罐罐顶透光孔、内浮顶上人孔、下罐壁人孔,安装大风量防爆轴流风机,采用上抽下进方式,形成内浮顶上、下空气对流,强制通风24小时后,质量检验中心采样进行分析氧含量、可燃气体、有毒有害气体合格后(见表2)

气体检测分析合格标准:氧浓度应保持在19.5%~21%(体积分数),在富氧环境下不应大于23.5%(体积分数);可燃气当爆炸下限<4%时,浓度≤0.2%(体积分数);储罐内有毒有害物质浓度应符合《工作场所有害因素职业接触限值第1部分:化学有害因素》(GBZ 2.1)的规定,硫化氢浓度小于10毫克/立方米(6.59ppm)。
至此储罐完成施工前的工艺交出全部处理内容,阀门更换作业风险降低为一般作业风险,作业环境安全系数有效提高,工艺办理储罐工艺交设备及施工单位界面交接单。
4.1.8 收储油罐处理
322-TK-101C罐完成此次收储作业,储罐进行正常的沉降脱水作业后,联系质检检验中心对油品进行分析,满足再次调合指标的柴油由油品部工艺组根据相关指标进行安排,具体调合带入柴油数量不得影响产品质量。
4.1.9后续储罐工艺交出处理
自柴油首罐完成工艺交出后,后续5具储罐均严格执行方案管理要求,施工单位顺利完成322单元阀门更换作业。
7 结论
当设备进行检维修作业时,工艺交出的处理过程至关重要,只有多专业通力协作,共同开展施工作业危险有害因素分析,识别作业过程安全风险,制定安全风险管控措施,有效降低作业过程风险系数,强化作业过程风险管控,确保工艺交出为施工作业创造安全条件,为企业“安、稳、常、满、优”高效运行打下坚实的基础。
参考文献:
[1] .中国石油工程设计辽阳分公司322单元柴油罐详细设计,2009
[2] .中国石油天然气股份有限公司轻质油品储罐技术导则,2017
[3] .中国石油天然气集团有限公司内浮顶储罐检修安全管理细则
[4] .中国石油天然气集团公司生产安全风险防控管理办法
[5] .中石油华东设计院有限公司《宁夏石化公司炼油装置罐区切断阀及液位计隐患治理项目》详细设计,2024

 京公网安备 11011302003690号
京公网安备 11011302003690号


