



- 收藏
- 加入书签

SDEVO切丝机砂轮修整装置优化研究
摘要:针对传统EVO 切丝机砂轮修整装置易磨损、难调节的问题,设计一种新型优化结构,集成可调支座、检测标杆与标准化微调机构,实现0.1mm 级精度控制,大幅提升维修效率与切丝稳定性。关键词:EVO 切丝机;砂轮修整;金刚石;微调机构;检测标杆
引言
在烟草行业的卷烟制丝生产过程中 序的烟丝宽度是 项十分重要的指标。切后烟丝中的细绒丝不仅增加了烟丝物料损耗,更会影响 设备, 其性能对烟丝质量具有直接影响,切丝操作期间, 到关键作用,传统EVO 切丝机的砂轮修整装置存在着金刚 题,极大影响了生产的效率与 品质量的稳定程度,本研究针 套条理化的优化方案 借助结构革新与智能化检测手段相融合,实现了砂轮修整装置精准操控及便捷保养。
品质量的稳定程度,本研究针 套条理化的优化方案 借助结构革新与智能化检测手段相融合,实现了砂轮修整装置精准操控及便捷保养。
1. 传统砂轮修整装置存在的问题分析
图1 传统砂轮修整装置问题
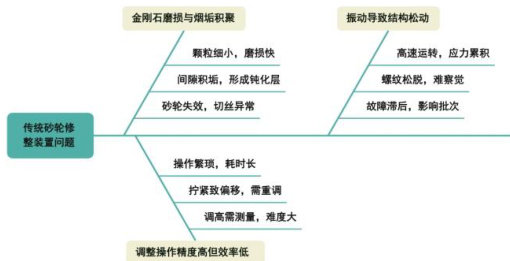
1.1 金刚石磨损与烟垢积聚的双重困扰
EVO 切丝机砂轮修整装置一般采用单排多点式金刚石颗粒结构[1],虽然在初始阶段成本低、布局紧凑,但经过长期运行,显著的局限性暴露明显,缘于颗粒体积细微、凸出高度不足,单位面积下金刚石的受力集中,磨损的速率明显增快,在实际的生产场景里,设备每天运行超过10 小时时长,就平均情况,金刚石颗粒磨损周期不到2 周,频繁实施更换增加了维护的负担,也影响了砂轮修整操作的一致性。
烟垢、油污以及纤维粉尘极易在微小颗粒的间隙聚集起来,随着切丝的实施,烟叶油脂释放,微粒快速飞溅,这些杂质会迅速把金刚石的间隙占满,催生“钝化层”,引发修整面研削效率急剧下降,无法达成对砂轮表面堵塞层的有效剥除,最终表现是砂轮锋利度变弱、刀片进给速率下降、刀门间隙变宽了,导致切丝断裂、跳丝,出现粗细相差大等品质方面的缺陷,若问题达到严重程度,甚至需整体停机检修。
1.2 调整操作精度高但效率低
传统装置进行金刚石高度调节,依赖机械螺纹紧固与人工测量工作,维修人员借助微卡尺、深度规等高精度量具,对磨损后的金刚石杆重新定位至标准高度,一般要求把精度控制在0.1mm 之内,然而当砂轮和刀片都处于复杂的安装结构内时,测量空间的范围受限,调节精度受操作者经验影响的程度极大。
完成金刚石杆高度的调整,仍需采用侧面螺栓进行紧固,处于实际操作阶段,螺栓拧紧进程里,扭力不均或者杆体轻微移动会引起金刚石高度偏差,要再次测量后做二次调整,引发“调—紧—测—再调”的多次循环,平均每次维修所耗时间达30 分钟以上,效率问题十分堪忧,还造成设备停机损耗上升,难以达到高节拍生产的要求水平。
.3 振动诱发连接松动,隐患延后暴露
运行状态下的EVO 切丝机砂轮存在高频振动与持续轴向移动现象,尤其是在不同规格烟叶的切换或者高速换批次的时候,设备负载具有剧烈变动,于此种条件的场景里,传统凭借螺纹连接来完成固定的金刚石杆结构,承受持续的剪切与冲击应力,容易出现微小偏移甚至产生松脱。
鉴于金刚石磨损为渐进式发展,结构松动不会一下子表现成故障,而是通过如砂轮位置微调、修整精度丧失、刀门间隙波动这类“次级效应”慢慢累积,直至切丝质量问题最终出现才被察觉,到那时一般需把装置拆开作全面检查,进而影响到排产的进度节奏,也存在质量批次被大量退货等风险,不存在主动检测及结构抗松动的设计,作为传统装置长时间稳定运行难以达成的关键弱项。
2. 优化设计方案
图2 EVO 切丝机砂轮修整装置优化设计方案
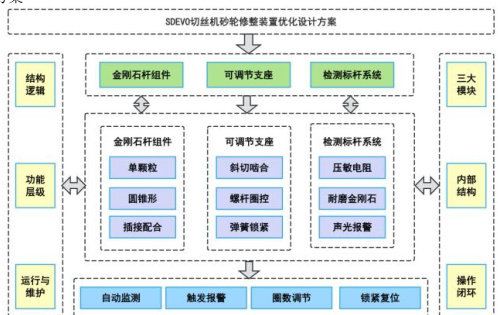
优化过后的装置由三大核心组件组成:金刚石杆组件、可按需调节的固定支座与检测标杆整体,整体布局采用模块化搭建模式,使各个功能单元具备独立运行的逻辑,利于维护、更新,能在操作失误后迅速排障。
进行了对金刚石杆组件材料与几何结构的双重优化工作,顶部采用高强度圆锥体形态的金刚石颗粒,摒弃传统的多颗粒拼接模式,单颗粒结构消除了颗粒缝隙吸附烟尘此一弊端,切实阻止烟垢形成“钝化层”,由此保证修整能力的平稳,点接触的圆锥体形态可集中研磨压力,提高单位磨削成效,延长使用寿命。
就连接结构而言,把金刚石杆下端设计为斜切底面,安入设有适配斜切面的调节块里面,实现精准嵌合,光滑杆与光孔的插接形式把传统螺纹固定方式替代了,采取非过盈式的配合结构,此设计便于快速装配与更换,还可有效应对砂轮高速转动引发的轴向冲击力,杜绝连接松动产生的金刚石高度漂移现象,提升了装置整体抗振动干扰的稳定性。
2.2 精密调节机构:实现结构转译和圈数精准控制融合
优化方案核心聚焦于调节机构,其使命为实现金刚石高度快速、精准的重复定位,调节孔、调节块、调节螺杆及上紧螺杆四大结构件构成了此机构,遵照斜面力学转译原理行事,将水平向的调节操作转换为垂直向的上下升降位移。
金刚石杆下端斜切面与调节块顶面达成配对接触,调节螺杆一旦转动,就推动调节块水平移,斜面间的作用力可把金刚石杆垂直向上抬起[2],依照角度的设置与螺距比例,调治螺杆每转满一圈,可对金刚石高度做0.1mm级的精细微调,适应卷烟切丝所需的高精度调节要求。
为达成操作的进一步简化,该机构采用标准化计量系统配套,在调节螺杆头部设置了刻度圈及标定点,与之对应的支座外部亦安装了对准标线,使操作人员无需依靠卡尺这类工具,仅依照报警后规定的圈数旋转,即可达成调整,此把“旋转圈数转换为调整高度”的转译机制,让维护工作带上了可量化、可追踪的属性,顺利处理了传统调节期间“每次都得重新校对”的效率麻烦。
上紧螺杆起到的是调节后位置的锁定功用,凭借前端和压缩弹簧相组合形成轴向预紧力,不对调节好的高度设置产生干扰,与此同时吸收一部分冲击力,增强整体稳定性,在压缩弹簧与调节块之间新添一片隔挡片,再进一步防止结构遭受摩耗,增强机构长期使用的可靠性。
2.3 检测标杆系统:植入型监测,实时反馈
传统金刚石修整装置靠人工按一定周期检视磨损状况,存在着滞后的潜在风险,而且一般是在切丝出现异常问题后才实施反向查验,为优化系统的主动水平,优化装置采用检测标杆系统,做到对金刚石磨损量的实时跟踪与自动提示。
检测系统由标杆支座、伸缩杆、压敏电阻连同报警电路组成,标杆的上端安置了第二金刚石,借此提高顶端的耐磨水平,避免砂轮频繁接触而出现变形与误判结果,其安装高度设计为较金刚石正常高度略低约0.3mm,该高度对应着金刚石允许的最大磨损阈值。
若金刚石颗粒渐渐磨损至设定的下限,运行中的砂轮接触到检测标杆顶端的瞬间,挤压力施加给压敏电阻,若电阻值达到触发电压,报警电路迅速发出声光警报信号,告知操作员进行停机调控,对比传统依赖经验“后知后觉”做出判断的方式,该实时感应机制显著压缩了响应的时间长度,明显降低了因调整延误引起的切丝偏差出现率。该检测模块属于低功耗闭环体系,靠标准钮扣电池供电,可连续工作数月以上时长,无需借助整机进行供电,也不会被切丝机强电所影响,适应性良好,布设安排灵活。
3. 优化装置的工作原理
实现优化的SDEVO 切丝机砂轮修整装置,在结构设计和调节方式方面实现关键变革,其工作原理是以两个核心为中心展开:借助斜面传动达成金刚石高度的精准可控,其二为建立起标准化操作流程,实现日常维护简便高效化,大幅减少了对专业技术人员的倚赖。
3.1 高度调节机制:斜面传动结合螺旋微移促成的力学联动
核心调节系统采用“斜面转译 + 螺纹推进”原理构建起来,其借助简单且稳定结构发挥功效,完成对金刚石高度的微米级精准调校,装置里面的金刚石杆,其下端为斜切面,同设于调节腔内的调节块斜顶面精确贴合,调节螺杆采用水平方向布置,以旋转带动调节块沿着水平轨道位移,斜切面产生的相互作用力把水平推力转化为金刚石杆的垂直上升或下落[3]。
在实际实施调节的阶段,调节螺杆导程设定为 0.5mm ,旋转一圈可推动调节块往前移动0.5mm,结合如 30°这般的斜面角度,就能做到每圈产生约0.1mm 的垂直位移量,该固定的“圈数 - 高度”之间的关系,不仅令调节精度可量化,还大幅降低了人工判断方面的误差,切实保障快速修整的需求。
完成相应调节后,借助同轴布置的上紧螺杆对调节块反向施压压紧,其内部配备了压缩弹簧,于紧固时可施加平稳、均衡的轴向维持力,防止单侧受力引起的块体位置偏移,在压缩弹簧与调节结构的区间装设隔挡片,可有效阻止长期振动以及热膨胀引起的弹簧磨损,提高装置的使用寿命,增强系统运行的持久稳定性。
该调节机制整体构造简单、运动清晰、反应迅速,即便处于砂轮高速运转、环境振动不断的工况里,仍可维持良好稳定性,是促使设备达成“高精度—强抗扰—长寿命”的关键支撑点[4]。
3.2 标准化操作流程:从以“经验修”过渡至“定量调”
为进一步降低设备对专业技术人员的依靠程度,提高维护作业可复制性,优化装置专门打造了标准化修整流程,实现“报警—圈数—锁定”三步的闭环模式,切实攻克了传统调节模式中存在的频繁测量、步骤反复、误差难控等弊病。
初始安装阶段:操作人员依照装置安装图纸,把金刚石杆插入固定的支座,随后把检测标杆调整至低于金刚石顶端 0.3mm 的初始标准点;
自动监测阶段:处于日常运行状态的装置,砂轮始终对金刚石开展磨削工序,若磨损深度达到预先设定的阈值,砂轮将接触到检测标杆的顶部端点,依靠压敏电阻触发声光警示,告知需开展修整事宜;
停机调节阶段:设备停止运转之际,操作人员把上紧着的螺杆旋开,依从标定刻度圈的导引,按类似3 圈对应 0.3mm 的标准圈数转动调节螺杆,实现金刚石高度的恢复;
锁紧确认阶段:最后重新把螺杆上紧并旋至恰当位置,激活弹簧维持位置之力,保证调节位置稳固不变。
整个流程当中无需借助外部测量工具,所有调整操作均可依靠转动圈数达成,调节的误差小于正负 0.01mm ,把调整时间限定在5 分钟以内,与传统操作相较,平均缩短 70% 以上时长,此“定量调节 + 自动报警”耦合的流程设计,既提高了操作执行效率,也让维护工作在一致性与可复制性上表现更优,尤其适合一线那种节奏紧凑、任务繁重的卷烟加工生产场景。
4. 优化效果分析
4.1 调节精度显著提升
被优化的修整装置借助斜面传动以及标准螺距设计,把人工经验为依据的调整转为圈数控制调节,实现高度调整精度达0.1mm 级别,采用检测标杆系统,令每一 磨损实测进行触发,防止发生误判或延误情形,让金刚石始终处于合理的修整高度水平,把调整误差把控在 ±0.01mm 以内,完全契合切丝工艺对“刀门间隙稳定性”的严格规范。
4.2 维护效率大幅提升
传统装置调整周期一般是30 分钟以上,而且要多次实施测量与重装,维护方面负担过重,本装置借助“定圈定位 、一键锁紧”结构,把操作流程简化为4 步,单次调整时间降低至5 分钟以内,效率提升幅度超 80% ,对持续运行的连续生产线十分关键,切实提高了设备的可开机时长,降低生产节拍的干扰。
4.3 稳定性与可靠性增强
结构优化实现螺纹紧固方式取消,改为采用光滑插孔及锁紧弹簧,彻底消除高速振动引起的杆体松动现象,上紧螺杆与压缩弹簧给出持续的预紧力,6 个月试运行阶段,未发生偏位、掉落等异常情形,系统平均故障间隔时长提升超过 3 倍,运行稳定性具有显著增强。
4.4 综合经济效益明显
于节省维护成本、降低材料损耗、减少废品出现率等方面,优化装置具有卓越的综合效益,以年产量1 亿支的生产线当作例子,单台设备预计年节约成本为 2~3 万元,全线推广完成后,具有显著的投入产出比。表 1 优化前后性能对比分析

5. 结论与展望
本研究提出的 EVO 切丝机砂轮修整装置优化方案,经由结构创新及系统化的统筹设计,有效破除了传统装置存在的关键技术瓶颈,实际应用证实,优化装置在精度、效率与可靠性层面均实现显著提高,为卷烟加工行业提供了更先进的设备支持。
未来研究方向包括:1)进一步智能化,实现自动检测和调整;2)开发耐磨性能更优的金刚石复合材料;3)优化结构参数,提升调节灵敏度和稳定性。这些改进将使砂轮修整装置性能达到更高水平。
[1]烟草机械设计手册(2020 版). 中国轻工业出版社.
[2]成大先. 机械设计手册[M]. 第 6 版. 北京: 化学工业出版社, 2016.
[3] 王建军. 精密机械微调机构设计原理. 机械工程学报, 2018, 54(7): 102-109.
[4] ISO 12100:2010 机械安全设计通用原则.

 京公网安备 11011302003690号
京公网安备 11011302003690号


