



- 收藏
- 加入书签

基于多级阶梯铰刀结构优化设计的制孔工艺优化与质量提升研究
摘要:现代飞机装配过程中,面对钛合金等难加工材料制孔过程中毛刺、孔径精度难以保证等问题,本文提出一种基于多级阶梯铰刀设计的制孔工艺优化方法。本文通过研究将多道铰孔工序集成于一把阶梯刀具,显著减少换刀次数并降低定位误差,提升制孔效率。研究结果表明,该方法可降低单孔成本最高达 90% ,故障率降低近 50% ,具有良好的工程应用价值。
关键词:阶梯铰刀;制孔质量;刀具优化;工艺设计
Abstract: In modern aircraft assembly, challenges such as burr formation and difficulty in ensuring hole diameter accuracy persist when machining difficult-to-cut materials like titanium alloys. This paper proposes a hole-makingprocess optimization method based on the design of a multi-step stepped reamer. The research integrates multiple reaming operations into a single stepped tool, significantly reducing tool change frequency and positional errors, thereby enhancing hole-making efficiency. The results demonstrate that this method can reduce the cost per hole by up to 90% and lower the failure rate by nearly 50%. showing significant value for engineering applications.
Keywords: Stepped reamer; Hole-making quality; Tool optimization; Process design
一、引言
现代飞机装配过程中,制孔质量直接关系到后续铆接过程质量与装配精度。尤其是钛合金等难加工材料的制孔加工过程中,在现有加工方式下采用的多柄刀具逐级扩孔的工艺方法存在加工效率低、一致性差、成本高等问题。近年来,虽然机床自动化设备在飞机装配过程中有所应用,但其在复杂曲面的高精度孔加工中仍存在应用局限,尤其是面对小批量、多批次的航空装配制造过程中,自动化设备的适应性与经济性仍有待提高。因此,本文从刀具结构入手进行工艺优化,达到提升制孔质量与效率的目的。
本文基于超音速飞机机体装配中的实际需求,提出一种采用多级阶梯铰刀替代传统多刀制孔的工艺,实现粗、半精、精加工一次完成,显著减少换刀次数与重复定位误差,提高孔系同轴度与尺寸一致性,为航空制造企业推进工艺优化与成本控制提供理论依据与实践参考。
二、问题背景分析
航空领域广泛应用的钛合金等难加工材料,在制孔过程中极易引发毛刺、刀具磨损等一系列工艺难题。在此背景下,传统的制孔工艺已难以完全满足高效率、高质量、低成本的现代化生产需求,工艺革新势在必行。
2.1 制孔工艺现状分析
当前,国内某超音速飞机钛合金关键承力构件在实际装配中,仍普遍采用“分步扩孔”的传统制孔策略。这种制孔方式存在生产效率低下,影响制孔的位置精度、垂直度、尺寸一致性和质量稳定性难以保证等问题。
制孔质量问题不仅造成巨额的材料与工时浪费,更对项目周期和产品可靠性构成潜在威胁。某超音速近期全部装配故障问题统计显示,近 故障源于孔加工超差;报废零件中,近半数的废品由孔径尺寸或位置超差引起。这些数据充分反映出制孔工艺已成为制约当前飞机装配质量的瓶颈。
2.2 刀具现状分析
通过对国内外主流刀具厂商产品的系统调研发现,市面上成品阶梯铰刀多局限于二阶阶梯结构或锥度过渡形式(如图1 所示 ) 这类刀具虽然可在某些简单工况下实现粗、精合并,但其阶梯数量、直径匹配性及刚性设计均较为有限,无法满足装配制孔对多规格、高精度的一次成型制孔需求。
图1 国内外主流刀具示意图
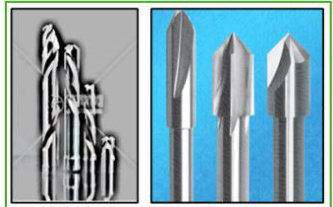
此外,航空零件通常结构复杂、开敞性差,通用阶梯铰刀在加工中易发生振颤甚至崩刃。在这种情况下不仅无法保证加工质量,更存在零件损伤的风险。因此,不能依赖商用刀具从根本上解决现场制孔难题,需依据实际工艺需求开展自主设计,研制专用于难加工材料的多级、高性能阶梯铰刀,实现工艺优化与突破。
2.3 管理现状分析
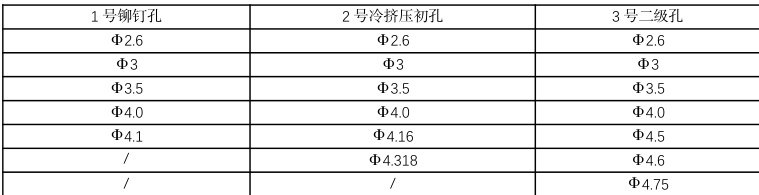
在多柄刀具制孔的情境下,刀具管理面临严峻挑战。如表1 所示,以某超音速飞机构件部分制孔刀具为例,单孔的制孔流程需依次使用5 至 7 种不同规格的专用铰刀。这导致刀具库存与采购成本高昂,且管理复杂、流转效率低。同时大量的刀具导致生产现场管控难度增大,频繁的换刀操作不仅增加辅助时间,降低生产效率,还易因刀具领取、安装错误引发质量问题。
表1 不同型号孔加工刀具统计表
三、阶梯铰刀结构设计与优化
针对传统多级铰孔工艺存在的刀具数量多、换刀频繁、孔质量一致性差等问题,本文通过刀具结构优化,将原有分散在多把刀具上的粗、半精及精加工刃集成一体,在一道工序中实现孔径的一次成形。
3.1 设计原则
在深入分析原有制孔工艺后,本文提出一种新的刀具集成方案:将中间多级扩孔工序全部集成于一把定制设计的阶梯铰刀。该铰刀设计将每一阶梯的直径按  的梯度精密递增。这种递进的设计。刀具前端采用导引结构,形成“导向轴承”结构,提供切削开始时刀具所需支撑。刀具末端根据现场使用的风动工具接口标准进行设计,提升推广的便利性和效率。
的梯度精密递增。这种递进的设计。刀具前端采用导引结构,形成“导向轴承”结构,提供切削开始时刀具所需支撑。刀具末端根据现场使用的风动工具接口标准进行设计,提升推广的便利性和效率。
3.2 具体设计案例
针对前文所述的三类孔的加工需求,本文分别设计专用多级阶梯铰刀以优化制孔流程。对于 1 号铆钉孔,新铰刀集成了Φ3、Φ3.5、Φ4.0 三个中间孔径切削刃,同时保留Φ2.6 初孔钻头用于建立基准孔、Φ4.1 精铰刀保证终孔质量,实现从5 把刀具到“1 把复合铰刀+2 把关键刀具”的转变。2 号冷挤压初孔铰刀则被设计成四级阶梯(Φ3、Φ3.5、Φ4.0、Φ4.16),保留初孔刀具和终孔刀具,将原需6 把刀具的工艺压缩为3 把。而对于结构最复杂的3 号二级孔,本文创新性地在一把铰刀上集成五级切削阶梯,配合保留的初孔钻和终孔铰刀,将原本需要7 把刀具的繁琐流程简化为高效的三个工序。
前文所述多级阶梯铰刀均采用较短的单级阶梯长度,这种设计有效的控制了单级切削刃与工件的接触面积,减小了切削阻力和扭矩波动。同时,这种设计有利于切屑的顺畅卷曲与排出,减少因切屑堵塞造成的孔壁划伤或刀具崩刃风险。较短的阶梯结构还可以增强刀体刚性,提升每一级孔的尺寸稳定性。
四、实验验证与结果分析
在完成多级阶梯铰刀的设计与制造后,本文开展了系统的制孔验证试验。在飞机实际装配工况下,对刀具寿命、制孔质量、制孔成本及制孔效率进行验证分析。
4.1 刀具寿命与制孔质量
为科学的评估刀具使用寿命与工艺稳定性,本文采用制孔机器人在钛合金试板上进行刀具寿命试验。该试验在严格控制切削参数与环境条件下开展,以模拟真实装配工况,并以所加工孔质量符合检验规范为刀具寿命终止判据。试验结果表明(如表2 所示)。
经过相关统计,使用多级阶梯铰刀后制孔故障率降低 40% 以上,因孔超差问题导致的报废问题得到显著遏制。此外,孔径尺寸一致性显著提高,孔壁表面粗糙度明显改善,有效提升了连接件的装配质量与疲劳性能。
表 2 各型号阶梯铰刀制孔寿命统计表

4.2 成本分析
在上述阶梯铰刀寿命及制孔质量试验结果的基础上,本文对使用阶梯铰刀后的单孔制孔价格进行核算。计算公式如下:
单孔制孔成本 Σ=Σ 单孔价格 + 阶梯铰刀制孔单孔成本 + 单孔价格改进 初孔 终孔经过相关计算后,应用多级阶梯铰刀后三种型号孔的制孔成本如表3 所示:
表3 应用多级阶梯铰刀后制孔成本统计表

过查阅相关资料,测算出利用原制孔方案制孔时三种类型孔单孔制孔成本。如表 4
表4 原制孔方案制孔成本统计表

综上所述,通过多级阶梯铰刀工艺优化,飞机装配制孔环节的单孔成本实现了大幅下降,经济效益显著。1号铆钉孔的单孔成本从6.14 元降至0.24 元,降幅高达 96% ;2 号冷挤压初孔的成本由4.40 元减少到1.04 元,节约比例为 76% ;3 号二级孔也从每孔5 元下降至0.45 元,降幅达到 91‰ 。这不仅体现出工艺优化带来的直接经济价值,也反映了其在提升飞机装配整体效率、质量和可控性方面的综合优势,为后续大批量生产中的成本控制与工艺优化提供了重要实践依据。
4.3 时间效率提升
本文通过实测数据确定(如表5 所示)每加工 10 个孔的平均时间,其中以1 号铆钉孔表现最为突出,单批次加工时间由 2900 秒降至 1540 秒,节省率达46.9%;2 号冷挤压初孔和3 号二级孔节省时间比例分别为 43.5% 和 35.7%00 。这主要原于多级阶梯铰刀将原有分散的扩孔、铰孔工序高度集成通过一次装夹、一次进给完成多级孔径加工,消除了传统工艺中频繁换刀、对刀和重复定位所产生的非切削时间。
多级阶梯铰刀的应用更显著减少了设备占用时间,直接降低了单孔分摊的人工成本与设备运行成本。同时,加工周期的缩短提高了生产线的整体节奏和设备利用率,为缩短飞机装配周期提供了有力支持。
表5 加工时间对比表

五、经济与社会效益分析
多级阶梯铰刀在飞机装配制孔环节的推广应用,不仅可以带来直接制孔成本的大幅降低,也产生了间接经济效益和积极的社会效益。
在间接经济效益层面,其价值首先体现在直接成本的大幅压缩——通过将多道工序集成于一个工序,使单孔成本降幅超过 90% 。其次,因孔超差导致的零件报废率显著下降,节约了材料重制、返工及质量问题处理所产生的隐性成本。更重要的是,制孔效率的提升尤为突出,设备占用时间和人工操作周期大幅缩短,加快了整个飞机装配进度,为企业释放了更多产能,增强了市场响应能力和订单交付能力。
在社会效益方面,阶梯铰刀工艺的简化降低了对操作人员个人技能和经验的过度依赖。传统多工序加工模式高度依赖“老师傅”的经验判断,而新工艺通过标准化、集成化的刀具设计,将复杂技艺固化为稳定、可复制的流程,大幅减轻了人员操作难度和培训成本。这不仅有利于缓解行业高技能人才短缺的压力,也减少了因人员状态波动导致的质量波动,提高了生产的稳健性和可扩展性。
阶梯铰刀的应用是一项具有多重效益的工艺创新,既通带来了显著的经济回报,也发挥了积极的社会价值,为我国航空制造的高质量与可持续发展提供了有力支撑。
六、结论与展望
本文通过创新性地设计多级阶梯铰刀结构并实现制孔工艺的高度集成,有效解决了航空制造中长期存在的刀具频繁换装、加工误差累积及孔质量一致性差等问题,显著提升了制孔精度、同轴度及表面质量。该技术不仅使单孔加工成本降,同时大幅提高了生产效率,体现出显著的综合技术经济效益。后续笔者将通过优化阶梯刃形与涂层技术,提升刀具在复杂工况下的加工能力与使用寿命,为我国航空制造提质增效与产业升级提供持续支撑。
参考文献
[1]王爱旭.钛合金/碳纤维复合材料叠层结构界面传热与钻削温度预测研究[D].大连海事大学,2024.DOI:10.26989/d.cnki.gdlhu.2024.001456.
[2]申伟,张利军. 钛合金的铰削技术[J].金属加工(冷加工),2017,(Z1):77-78.DOI:CNKI:SUN:JXGR.0.2017-Z1-043.
[3]刘文兰,马君,刘莹. 阶梯式钻铰刀的改进[J].哈尔滨轴承,2004,(02):31-32.DOI:CNKI:SUN:HBZC.0.2004-02- 013.
[4]吉文峰. 阶梯铰刀在孔精加工中的应用[J].拖拉机与农用运输车,2001,(02):23-27.DOI:CNKI:SUN:TLJY.0.2 001-02-006.
[5]加工钛合金通孔用锥柄机用阶梯铰刀.d=10.0~20mm:HB 4146-1988[S],1988.
作者简介:刘金林(1995.10-),男,汉族,贵州习水人,中国人民解放军92147 部队,本科,研究方向:铆装技术、质量管理。

 京公网安备 11011302003690号
京公网安备 11011302003690号


