



- 收藏
- 加入书签

基于ABB 工业机器人饮料打包转运生产线控制系统设计
摘要:本文对基于 ABB 工业机器人的饮料打包转运生产线的控制系统进行了全面的综述与分析,对 ABB 机器人在饮料打包转运的过程进行了深入的探讨。通过对相关研究文献的综合分析,对ABB 工作站的系统方案设计、所需的硬件进行选型、控制系统的设计、机器人程序的设计最后进行了系统的仿真调试,最终完成了本次基于ABB 工业机器人饮料打包转运生产线的控制系统设计。
关键词:ABB 工业机器人、控制系统、程序设计
在瓶体人工分拣成本高、传统机械结构无法满足多瓶体柔性分拣的背景下,采用工业机器人替换传统机构,设计基于ABB 机器人的柔性分拣系统,以实现圆柱瓶子表面检测工作站适用于多尺寸类型的柔性生产[1]。
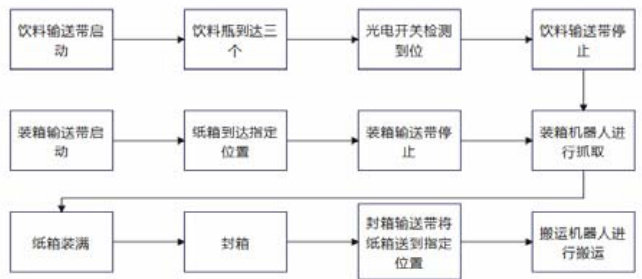
一、系统工艺流程图
本系统整体工艺流程以机器人为核心,通过装箱机器人驱动饮料传送带与装箱传送带,饮料瓶传送带启动,装箱机器人等待光电开关发送信号,饮料瓶达到三个后饮料传送带停止,同时等待装箱传送带上的光电开关发送信号,纸箱到达指定位置时停止,机器人进行抓取将三个饮料瓶放到箱子里,重复进行三次后由机器人输送信号给传送带,传送带启动,将装好的饮料箱输送到封箱装置中。当封装好的饮料箱输送到光电开关感应位置时停止输送,搬运机器人将封装好的饮料箱搬运到托盘上[2]。系统工艺流程图如图1 所示。
图1 系统工艺流程图
二、系统总体设计
整个工作站由机器人模块、输送装置、传感器检测装置以及封箱装置组成,机器人模块包括ABB 机器人本体和控制柜以及末端执行机构,输送装置指电机和传送带,传感器检测装置包含红外光电传感器,封箱装置则由成品封箱机器完成,另还需要限位槽和托盘等。各个组件之间需要实现互相的信息传递,以实现系统的整体功能。
机器人板卡使用DSQC652 板卡,拥有16 个数字输入接口与16 个数字输出接口,接口数量满足项目要求,机器人与传输模块的控制方式是在220V 电源之间接入继电器,使机器人板卡输出的电信号作为继电器导通的条件,从而控制传送带电机的输送与停止。
三、饮料瓶的抓取控制系统设计
1.工业机器选型
系统中设备负载较大,需要的操作速度更快、产能更高、效率更高,故机器人的选型为 IRB 2600-12/1.85 型号的机器人,IRB 2600 的精度为同类产品之最,其操作速度更快,废品率更低,在扩大产能、提升效率方面,将起到举足轻重的作用。而且IRB 2600 机器人机身结构更加紧凑轻巧,使用专利运动控制软件使其加速度达到同类的最高,实现速度最大化,从而提高产能与效率。
2.控制柜的选型与配置
机器人控制柜选择IRC5C 紧凑型控制柜,主要由主计算机、串口丈量板、I/O 电源板、电源分配板、轴计算机、安全面板、电容、机器人六轴驱
动器等组成。紧凑型控制柜。
3.板卡的选型与配置
ABB 机器人通常使用的板卡类型有很多,本机器人系统选择DSQC652板卡,DSQC652 板卡有数字输入信号和数字输出信号,板卡上还有数字输入指示灯和数字输出指示灯,有DeviceNet 通讯接口,模块状态指示灯[5]。图中 X1 和 X2 是数字输出端口,X3 和 X4 是数字输入端口,DSQC652 板卡输入输出接口满足本系统设计的要求。
三、程序设计
1.搬运机器人程序设计
Offs 是一个 robtarget 型的内置功能程序,其作用是对一个 robtarget 型的机器人位置数据进行偏移,并返回偏移后的 robtarget 型数据值[8]。系统中的机器人目标点移动主要是利用这一指令进行位置的偏移进行路径的移动。本系统中,共有两台ABB 机器人,搬运机器人负责将饮料瓶放到饮料箱中,将机器人回到初始位等待,复位光电开关的信号,按下启动按键后,使传感器上电工作,当饮料箱与饮料瓶输送带上的光电信号不同时有信号时机器人一直在初始位等待,反之则进行工作,当饮料箱输送带光电开关感应到饮料箱后,同时将输送带与光电开关关闭,搬运机器人进行装箱完成后饮料箱输送带启动,光电开关等待饮料箱完全离开光电开关感应范围后光电开关启动。一个程序通常由程序数据和相关的指令、函数组成的【3】。
2.码垛机器人程序设计
码垛机器人等待封箱输送带上的光电开关有信号时,将感应到的饮料箱放到托盘上进行码垛。两台机器人对上述动作进行循环,当搬运机器人与码垛机器人都干完活后全在初始位等待。
3.Smart 组件设计
在实际自动码垛生产线上,存在物料在输送链运输的运动状态。在虚拟工作站中创建输送链输送产品动态效果[10] 。Smart 组件中使用PlanSensor、Source、LinerMover、Queue、LineSensor、SetParent、PoseMover、与门、非门等组件,并使用逻辑运算将 Smart 组件连接,从而实现饮料箱的装箱封箱码垛的工艺要求。其中面传感器代替了光电开关的功能,线性移动与组实现输送带的输送效果,安装、拆除、线传感器实现了夹爪能够正常的将目标物件的抓取与放下。
四、结论
本系统可以使用机器人进行饮料的打包装箱与封箱转运码垛,在饮料箱堆积的时候自动进行停止装箱等待将码垛好的饮料箱取走之后再进行打包转运,为实际的生产实践提供了良好的技术支持和运行保障,大大提高了生产效率。
参考文献
[1]陈东青.基于 ABB 机器人的柔性分拣系统设计[J].机床与液压,2024,52(05):101-106.
[2]罗文.基于 ABB 工业机器人的码垛应用与设计[J].自动化博览,2022,39(10):50-52.
[3]史红燕.ABB 工业机器人编程及应用研究——以物料搬运为例[J].造纸装备及材料,2022,51(04):17- ⋅19+23 .

 京公网安备 11011302003690号
京公网安备 11011302003690号


