



- 收藏
- 加入书签

石油化工管道焊接要点探析
 打开文本图片集
打开文本图片集
摘要:论文详细分析了表面裂纹、表面气孔、焊瘤和咬边等常见问题的成因和防范措施。深入研究了管道底层、中层和盖面的焊接工艺要点,强调了合理的焊接材料选择和工艺控制的重要性。最后,论文介绍了缺陷修复方法,包括裂纹、气孔、焊瘤和咬边的修复技术。
关键词:石油化工管道;焊接缺陷;焊接工艺;质量控制;缺陷修复。
引言
在石油化工管道的焊接过程中,常常会出现一系列问题,这些问题可能会威胁到管道的完整性和运行效率。本论文旨在探讨石油化工管道焊接的关键要点,重点关注焊接中常见的问题以及如何通过优化焊接工艺和质量控制来降低这些问题的风险。论文深入研究表面裂纹、表面气孔、焊瘤和咬边等问题的成因和解决方法,以及管道不同部分(底层、中层和盖面)的最佳焊接工艺,以确保焊接的质量和可靠性。
1石油化工管道焊接常见问题
1.1表面裂纹
表面裂纹是石油化工管道焊接过程中一种常见的问题,对焊接质量和管道安全运行造成潜在的威胁。为预防和解决表面裂纹问题,需要了解和掌握其产生的原因。常见的原因是所选用的焊材与管道材质的性能指标不相符,这种不匹配可能导致焊接质量低于标准要求,从而引发表面裂纹问题。管道的材质应与所选焊材相容,以确保焊接质量。焊接工艺的操作不规范也是表面裂纹的常见成因之一,例如,焊接速度过快或电流过大,可能导致焊缝区域的温度梯度剧烈变化,使焊缝处于高应力状态,从而引发裂纹[1]。焊前准备工作的不足也可能导致表面裂纹的发生,如果焊工未能适时清洁焊材、管道坡口或工作区域,污物或杂质可能会混入焊缝中,影响焊接质量,最终导致表面裂纹问题。焊后热处理不当也是焊缝裂纹产生的主要原因,如未及时进行消氢处理或退火处理等,导致焊缝熔池中氢来不及扩散,诱发冷裂纹的产生。
解决方法:
(1)选材匹配:确保所选用的焊材与管道材质的性能相匹配,以满足焊接标准和规范的要求。
(2)规范操作:焊工应严格按照焊接规范执行焊接工艺,包括控制焊接速度、电流、电弧稳定性等参数,以避免焊缝区域的温度梯度剧烈变化。
(3)焊前清洁:在焊接前,彻底清洁焊材、管道坡口和工作区域,确保不会有污物或杂质混入焊缝中,以提高焊接质量。
(4)焊后热处理:焊后及时进行热处理。一是进行退火处理,以消除内应力,使淬火组织回火,改善其韧性;二是进行消氢处理,使氢从焊接接头中充分逸出。
1.2表面气孔
表面气孔是指在管道焊接后,焊缝表面留下的气孔,这种缺陷可能降低管道的焊接密度,对石油化工管道的安全运输构成潜在威胁。
管道坡口边缘不清洁,存在水汽、油渍、铁锈等杂物,或是焊材未按标准规定进行烘烤,往往是表面气孔的主要成因之一,水汽留存于焊缝熔池中无法有效清除,从而产生大量气孔。焊接电流不满足焊接工艺要求时,不足的焊接电流以及过快的焊接速度可能导致焊缝区域的熔融金属无法完全融化,从而在焊缝表面形成气孔。选择不合理的气体保护方式也可能引发表面气孔问题,如果保护气体成分、纯度、流量不足或未能有效地保护焊缝,那么外部空气中的氧气可能会与熔融金属发生反应,产生气孔。
焊工应清除坡口边缘水份、油渍和锈迹,并按照规定保管、清理和烘烤焊条、焊剂,减少氢的来源。严格控制电流等焊接参数,以确保焊缝区域的金属完全熔化,避免气孔的形成。选择适当的气体保护方式,通常是使用惰性气体(如氩气)来保护焊缝,以防止外部空气中的氧气与焊缝金属反应。保证保护气体的成分、纯度、流量和分布均匀也是关键。
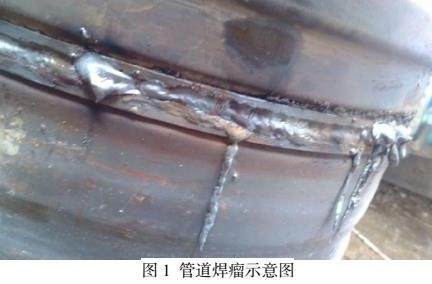
1.3焊瘤
焊瘤是管道焊接过程中一种常见的焊接缺陷,见图1。通常表现为焊缝或母材表面突出的凸起。焊瘤通常是由于焊接过程中操作不当导致的。例如,管道根部间隙过大,钝边太薄,焊接电流超标,焊接速度过慢,焊接电弧过长,或者焊工的焊接手法不规范,都可能导致焊瘤的形成。这些因素会使熔融的金属无法充分融化和融合,从而形成突起的焊瘤。
为防止焊瘤的出现,应确保焊接过程中操作规范,焊工应严格控制焊接参数,包括严格控制管道根部间隙,使其符合焊接工艺的要求;适当增加钝边厚度,提高焊缝的承载能力;选择合适的焊接电流和焊接速度,避免熔池温度过高;掌握正确的焊条运条方法,使熔池温度得到控制。
1.4咬边
咬边是管道焊接过程中常见的一种缺陷,主要是由于在焊接过程中,熔化的焊材没有完全覆盖母材的焊趾处,导致形成不规则缺口或凹陷。咬边的产生与多种因素有关,其中焊接电流、焊接速度、电极角度、工件表面状态等都是常见的因素。使用过大的焊接电流会导致熔池过热,使得焊材过快地熔化,从而形成咬边。焊接速度过快可能导致焊材没有充分熔化,从而在焊趾处形成咬边。如果电极与工件的角度不合适,可能导致熔池不稳定,从而形成咬边。如油污、锈迹、涂层等也会导致焊接过程中产生咬边。不合适的电极连接方式可能导致熔池控制困难,从而形成咬边。此外,如果在焊接过程中保护气体不足或者质量不好,可能导致焊接过程中的氧化或其他反应,从而形成咬边。
为防止咬边的出现,选择适当的焊接工艺是非常重要的。焊工需要根据管道材质和要求,选择合适的焊接方式和参数,以确保焊接过程均匀和稳定。这可以通过调整焊接电流、电弧电压、焊接速度等参数来实现。在选择焊接电流时,应确保电流大小不超出管道的承受范围,以防止管道母材金属的过快熔化,从而避免咬边的产生。焊工可以通过试验和经验积累,确定适合特定管道的焊接电流范围,并在实际操作中根据具体情况进行调整。此外,为确保焊接过程的稳定和均匀,焊工还需要掌握正确的焊接姿势和操作方法,保持适当的电极角度和运条方式。同时,在焊接过程中要注意观察熔池状态和焊缝成形情况,及时发现并调整可能出现的咬边缺陷。
2石油化工管道的焊接工艺要点
2.1管道底层的焊接工艺
任何油污、锈迹或其他杂质都可能对焊接造成不良影响,因此在焊接前必须对被焊材料的边缘进行仔细的清洁和处理。同时,为确保焊接质量,V型或U型的坡口加工也应该精确到位,确保两块材料能够紧密而完美地接触。
其次,应当注意焊接间隙的控制。适当的焊接间隙不仅可以确保焊材的充分熔化和渗透,还可以防止因间隙过大或过小而导致的焊接缺陷。一般情况下,间隙通常控制在1-3mm之间,但这也取决于管道的具体材料、直径和厚度。再次,焊前预热应当按照母材及工艺要求,严格控制焊前预热温度,确保焊缝两侧母材达到标准规范的最低预热温度要求,降低焊缝与相邻母材的收缩应力,特别适用于应力值较高的焊缝,对于铬钼合金钢等材质必须控制预热温度,以满足降低焊接残余应力和防止开裂等要求。
在电流选择上,适当的焊接电流可以确保底层焊缝充分穿透,同时又不会造成过多的母材熔化。电流的选择往往根据实际焊接条件和材料特性进行调整。过快的焊接速度可能导致焊缝不完整或形成咬边,而过慢的速度可能导致过度的熔化和焊缝凸起。因此,焊工需要根据实际情况调整焊接速度,确保焊缝的形成既稳定又均匀。为确保焊缝的连续性,焊接应该从一侧向另一侧进行,并使用合适的保护气体,如氩气或二氧化碳,可以有效防止熔池在焊接过程中受到氧化或其他有害物质的侵蚀。
2.2管道中层的焊接工艺
(1)焊接前准备
底层焊接的检查与准备:在进行中层焊接之前,首先要确保焊接
部位干净合格并对已完成的底层焊缝质量进行外观检查,清除打底焊缝的飞溅和熔渣。修复任何不符合标准的焊接质量问题,以确保底层结构的稳固性和完整性。
焊条的选择:根据中层焊接的具体需求和实际情况,焊工宜选择φ4.0的焊条。同时,对于管道的厚度,通常应确保其保持在大约10 mm以上,防止焊穿形成焊瘤。
(2)焊接过程
坚守技术准则:焊工在进行中层焊接时,应始终遵循既定的焊接工艺,确保焊接参数的准确度,为后续焊接质量提供保障。特别是在焊接奥氏体不锈钢时,应严格控制焊接层间温度,避免引起热影响区晶粒粗大,使焊缝强度及低温冲击韧性下降。
焊接材料与方法的精细控制:在确定了焊接材料和技术标准后,焊工应根据焊接参数进行操作。特别是在焊接接头的结束部分,可以适当减少焊层的厚度,并利用打磨设备进行优化,以避免焊渣等问题。
二次起弧位置的处理:对于需要再次起弧的部分,焊工可以选择在接头下方约15 mm的位置进行预热处理,然后在实际焊接位置快速形成熔池。
焊层填补与优化:在填补焊缝时,为防止水平部分出现凹陷,可以采用打磨工具进行细微调整,确保焊接部分呈直线状,保证管道的长期稳定性和安全性。
2.3管道盖面的焊接工艺
(1)焊条选择
熟悉焊接工艺标准:在进行管道盖面的焊接之前,焊工对焊接工艺标准的熟悉程度是至关重要的。他们需要深入了解管道盖面焊接的技术标准和规范要求,包括焊接材料的选择、焊接工艺参数的设置以及焊接材料性能要求等方面的内容。只有掌握了这些标准,才能确保焊接过程的顺利进行和焊接质量的提升。
合理选择焊条:合理选择适用于管道盖面的焊条也是一项关键任务。焊条的选择将直接影响到焊接质量和管道盖面的功能性。因此,焊工需要根据具体的焊接要求和管道盖面的材质,选择适合的焊条。通过合理的选择,可以确保焊接过程中焊缝的强度和韧性,提高盖面的耐腐蚀性和使用寿命。
(2)焊接过程
焊接接头错开状态:在焊接过程中,确保管道中间焊缝以及焊条的起始和结束点在接头位置上形成错位布局,可以有效地提高焊缝表面的光滑度,并避免起弧造成的问题。这种错位布局可以减少焊接缺陷的产生,进一步优化焊接效果。
维护盖面完整性:在此阶段,焊工的注意力应集中于保持焊缝顶部的连续性和完整性。根据实际需求,适当调整焊缝的宽度和角度,通常应保持在大约2mm的范围内。同时,焊工应保持警惕,预防焊缝中出现裂纹或气泡,并实时采取措施进行修复。
清理焊接场地:完成焊接后,焊工需对工作区域进行彻底的清洁,确保焊缝表面无残留的熔渣或焊接飞溅物,从而保障焊接品质的高标准。
3石油化工管道质量控制要点
3.1质量检测
采用非破坏性检测方法,如射线检测、超声波检测、磁粉检测和渗透检测,来检查焊缝的内外部缺陷,以确保焊接质量[2]。此外,还可进行可视检查以检查焊缝的外观,包括裂纹、气孔、焊瘤等表面缺陷。最后,测量焊缝的余高及宽度等尺寸符合规范要求,确保焊缝的准确性和一致性。
3.2缺陷修复
如果检测到焊缝中的裂纹等内部缺陷,首先需要将裂纹的长度和深度进行测量和评估。根据裂纹的程度,可以选择合适的修复方法。小裂纹可以通过局部热处理和重新焊接来修复。较大的裂纹可能需要切除部分母材并用新的焊材进行修复。当出现焊瘤等表面缺陷时,操作人员可以使用砂轮机或其他适当工具将焊瘤磨平,使其与管道表面平齐。然后,重新进行必要的检测和验证以确保焊接接头的完整性。
4结论
(1)石油化工管道焊接过程中常见的问题,如表面裂纹、表面气孔、焊瘤和咬边,可能会对管道的完整性和运行效率造成严重威胁。通过深入研究这些问题的成因和采取相应的预防和修复措施,可以显著降低这些质量问题产生的风险。
(2)在管道焊接过程中,底层、中层和盖面的焊接都是至关重要的环节。为了确保焊接质量,我们需要进行充分的管道准备工作,选择合适的焊接材料,并掌握精湛的焊接技术。同时,合理控制焊接参数也是确保焊接质量的关键所在。为了达成一致性和可靠性,遵守行业标准和规范是至关重要的,此外,进行焊接程序评定也是确保焊接效果的重要手段。通过遵循这些要点,我们能够在管道焊接工艺中取得理想的成果。
参考文献
[1]吴建国. 浅析石油化工工艺管道安装质量控制[J]. 全文版:工程技术, 2016(005):87.
[2]朱增玉. 石油化工管道焊接工艺与质量控制研究[J]. 化工设计通讯, 2021, 47(2):15-16.

 京公网安备 11011302003690号
京公网安备 11011302003690号


