



- 收藏
- 加入书签

轨道车辆车顶大部件翻转吊运仿真研究
 打开文本图片集
打开文本图片集
摘要:轨道交通车辆车顶大部件组焊工艺流程包含部件组装、正面焊接、反面焊接。完成上述工艺流程至少需要经历一次翻转。目前采用双天车、翻转机、翻转吊带进行翻转,该种方式有以下几个特点:1、不影响自动焊设备行进路径。2、仅有两组吊点,对大部件自身强度有一定要求,否则会出现大部件无法吊起的问题。某型车辆在设计之初,采用了体积更大的空调机组,随之而来的是车顶大部件上更大的空调安装开口。此设计导致车顶板整体强度降低,正面焊接结束后,无法正常进行吊运翻转工作,为解决在该型车顶板设计下无法吊运翻转问题,本文采用Catia进行了车顶三位结构的建模,通过Hypermesh软件对三维模型进行网格划分及工况模拟,以寻求恰当的双车吊运吊点或合理的车顶板吊运补强措施。
关键词:翻转吊运;恰当的天车吊运吊点;合理的车顶板吊运补强措施
中图分类号:TU74
1 绪论
1.1 轨道车辆车体大部件翻转吊运方法
轨道交通车辆车体主要由车顶、侧墙、端墙、底架、铝地板和裙板五个大部件组焊而成。[1]各大部件的组焊工艺相似,均为大部件预组装、正面焊接、反面焊接、正面零件焊接、反面零件焊接。为完成上述工艺流程,每个大部件至少需翻转一次。除端墙大部件外,其余四个大部件车长均超过20米,宽度均超过2.5米,大型尺寸导致车体大部件翻转极为困难。
目前,有两种常用车体大部件翻转方式。
第一种是采用组焊翻转一体化工艺装备,即在常规组焊工艺装备上增加固定支撑架,在大部件组装时将其进行全约束,固定支架两端设置电机转轴,实现翻转功能。该种工艺装备具有翻转快速、安全简便的特点,但同时存在设备体积大、机电设备复杂、保养成本高以及固定支架会阻碍自动焊接设备的焊接路径,随着车体大部件焊接自动化的推进,该种组焊翻转一体化工艺装备逐渐被淘汰,该种车体大部件翻转方式也逐渐消失。
第二种是以翻转机为主体,配合天车实现大部件的翻转。具体工艺为,将两根翻转吊带兜挂在大部件两端距离端部1/5长度位置,然后将翻转吊带缠绕进翻转机中,翻转机与天车挂钩连接,使用天车将大部件缓慢升至适当高度,操作翻转机,通过翻转吊带的移动,实现车体大部件的180°翻转。该种大部件翻转方式具有操作灵活,不受具体工艺装备影响,可在任意台位上进行翻转,以及工艺装备成本低等优点,缺点是需要两台天车、两台翻转机配合使用,操作难度高,对翻转机操作人员技能要求较高。
1.2 课题的来源、目的及意义
1.2.1 课题的来源与目的
某新型城际项目车辆在设计之初为提升车辆空调性能,采取了更大体积型号的空调机组,车顶空调框尺寸同步增加,开口达到了4600*2200(mm²),单车设置有两个空调框,如图所示。车顶板尺寸为24000*2600(mm²),空调框开口尺寸占车顶板总面积的33%。空调框中心线距端部6400mm。如果按照常规车辆工艺要求,于距车顶端部1/5车长位置进行吊带兜挂,则吊点恰好位于空调框位置,为车顶板强度最薄弱位置,无法支撑整个车顶板的重量,车顶板无法进行吊运翻转。
本文工作以该型车顶板吊运翻转问题为基础,目的即为该型车顶板的吊运翻转工作寻找恰当的吊运翻转工艺方法。
1.2.2 课题的内容与意义
本课题的主要工作为采用机械三维设计软件Catia对车顶大部件进行建模仿真,然后导入HyperMesh软件进行模型简化、网格划分、边界条件添加、仿真计算。对不同吊点位置的车顶板吊运翻转进行动态分析及静力学分析。根据计算结果,设置优化措施,补强车顶板强度,提升车顶板吊运翻转的安全性。
通过本课题的研究,可以找到合理的车顶板吊运吊点及车顶板补强措施,为车顶板吊运翻转工艺策划提供支持,提升现车吊运翻转的合理性及安全性。
1.3 小结
(1)本章介绍了轨道车辆大部件翻转吊运的基本原理及实际工作环境,对大部件翻转吊运的国内工艺进行了分析与论述。
(2)明确了研究的目的,内容以及进行研究所需的基本工作。
2 大部件翻转吊运工艺流程及工况分析
2.1 翻转吊运机设备介绍
翻转吊运机又叫做悬空翻转机吊机,可以将物件提升到半空中,自动进行180度或者是360度等任意角度进行翻转。设计特点:开度可调,可适应不同长度的工件;翻转速度均匀,有效保护工件;翻转效率高;减轻劳动强度,保护操作人员的安全;操作、维护方便,可以附作车间天车进行工作,不占用固定作业面积。
翻转吊运机有如下产品优点:1、设备采用遥控运转,具有翻转异形大型工件不打滑,不倒旋等特点。2、具有对工件旋转功能,可按要求翻转至任意角度,有操作简便,使用灵活可靠的特点。3、设备采用遥控控制,操作人员可远离翻转工件操作的特点,并具有轻起轻落翻转自如的特点。4、设备具有轻巧移动灵活的特点,无需移动大型工件,可把设备移动至悬吊翻转工件现场就可翻转的特点。5、设备采用回悬链固定悬吊翻转工件。6、针对特殊工件可更换辅助槽型轮及吊装带,可使翻转工件无吊装痕迹的特点。7、使用该设备可提高翻转效率,给用户大大降低成本。8、该悬空翻转机需给行车配套使用,另外也可采用吊车野外现场翻转,只要吊得起该设备就可翻转自如,方便快捷。9、该设备具有不受工件长度、宽度、大小形状的限制就可翻转的特点。
2.2 车顶大部件结构特点及主要技术参数
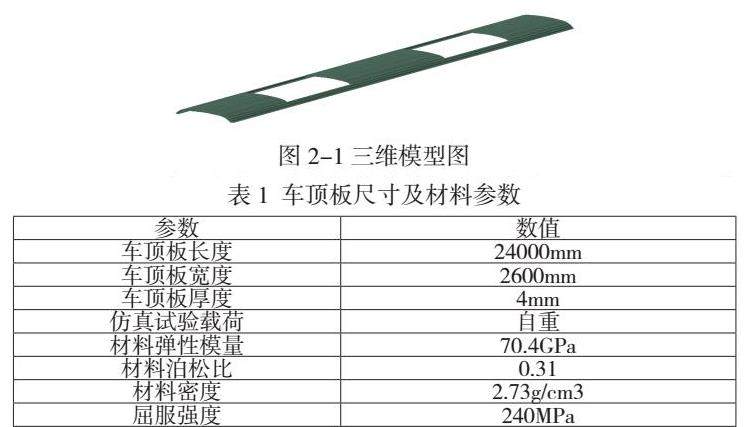
车顶大部件材质为6000系铝型材,尺寸为24000*2600(mm²),车顶板布有两处空调框开口,开口尺寸为2200*4600(mm²),使用Catia三维软件建模,具体模型如图2-1所示。
6000系铝合金材料的力学性能参数如下:密度ρ=2.73g/cm3,弹性模量E=70.4GPa,泊松比V=0.31,屈服强度σ=240MPa,强度系数K=373.7MPa,硬化模量n=0.198。[2]车顶板的主要尺寸及6000系铝型材材料参数如表1所示。
2.3 典型工况分析
车顶大部件翻转工艺流程为:天车起吊→翻转机翻转→天车落车。此流程主要涉及两个工况,分别为:车顶板水平起吊,车顶板自重主要承载部位为车顶板两侧与吊带接触位置;车顶板90°立起,此工况下车顶板自重主要承载部位为车顶板单侧与吊带接触位置。
2.4 本章小结
(1)本章介绍了大部件翻转吊运机的工作原理及产品特点。
(2)介绍了车顶大部件的主要结构、三维模型以及主要工况。
3 车顶大部件翻转吊运有限元分析
3.1 车顶大部件有限元模型的建立
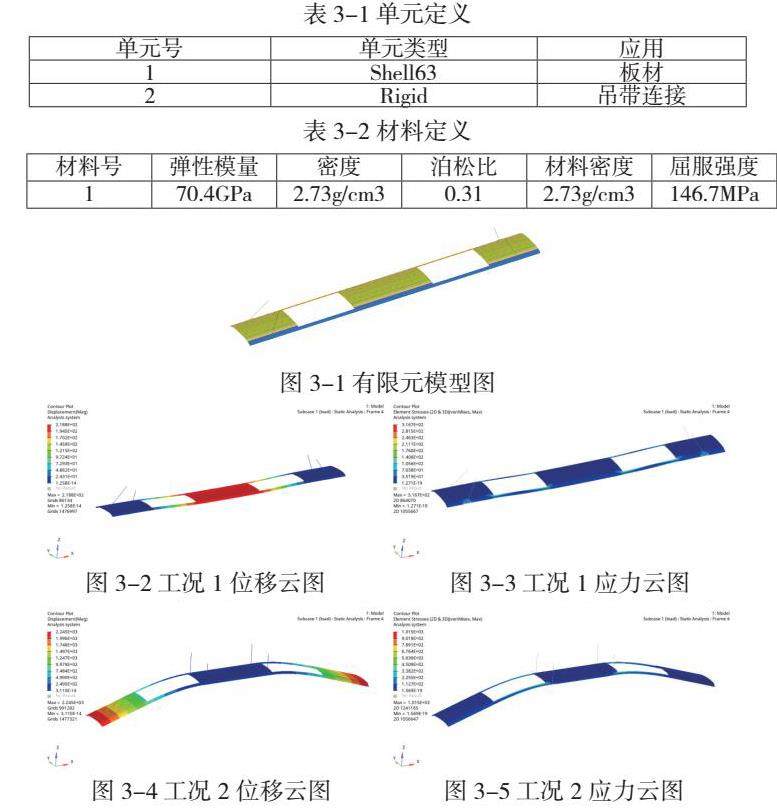
由于有限元方法的灵活、快速和有效性,使其迅速发展成为求解各领域的数理方程的一种通用的近似计算方法[3],车顶板均为型腔薄板结构,故使用Shell壳单元模拟能够有较好地模拟条件,通过减少计算时间,相应的提高运行效率[4],首先对导入的三维模型进行抽中面处理,然后对网格进行赋属性,单元定义及材料定义见表3-1及表3-2.
基于软件的有限元模型网格划分,首先将模型进行几何清理,在Automesh面板划分网格,共划分四边形网格774788个,图3-1为该车顶版模型的网格划分模型.
3.2 仿真分析
3.2.1 工况1
工况1为车顶板水平起吊,在车顶板空调框外端起吊.工况1下车顶板起吊应力云图及位移云图如图3-2及3-3所示.
由上图可知,在工况1下,车顶板起吊时,最大位移发生在车顶板两端,为218.8mm,即车顶板吊点位置已吊至218.8mm高度位置,车顶板中部仍未吊起,空调框开口位置变形最大;空调框开口位置为车顶板最大应力处,最大应力316.7Mpa,已远远超出型材的许用应力.在此工况下,空调框开口处存在折断风险,车顶板无法完成起吊.
3.2.2 工况2
工况2为车顶板水平起吊,在车顶板空调框内端起吊.工况2下车顶板起吊应力云图及位移云图如图3-4及3-5所示.
由上图可知,在工况2下,车顶板起吊时,最大位移发生在车顶板中部,为2245mm,即车顶板中部吊点位置已吊至2245mm高度位置,车顶板端部仍未吊起,空调框位置变形最大;车顶板最大应力出现在空调框开口位置,最大应力1015Mpa,静强度及位移均已远远超出材料许用值范围。即在此工况下,空调框存在折弯风险,车顶板无法完成起吊.
3.2.3 工况3
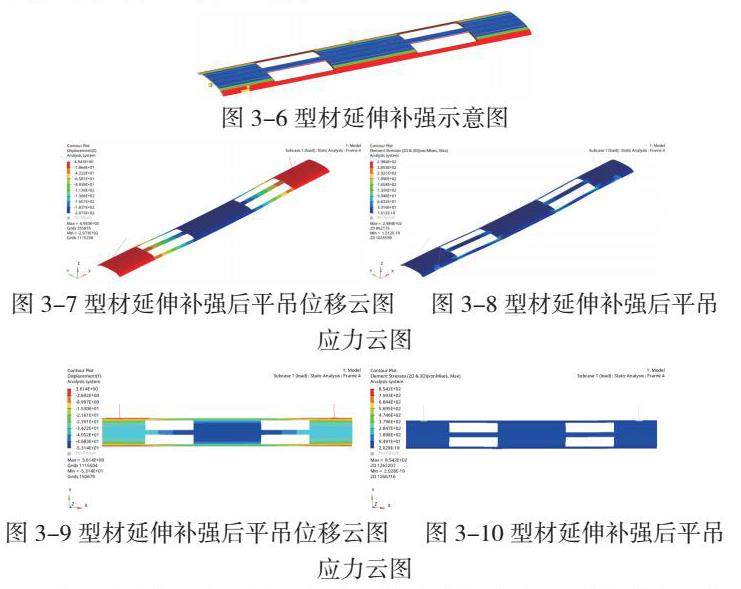
工况3针对前两种工况出现的车顶板无法完成正常起吊现象,对车顶板进行型材延伸补强方案,将车顶板空调框开口中间位置车顶板型腔进行延伸,如图3-6所示.工况4下车顶板水平起吊应力云图及位移云图如图3-7及3-8所示.
由上图可知,在工况3下,车顶板水平起吊时,最大位移发生在车顶板中部,为207.3mm,车顶板最大应力出现在吊点接触位置,除车顶板接触位置外,车顶板最大应力均小于240Mpa,未超出材料许用值范围.即在此工况下,车顶板可以完成水平起吊.
对该补强方案下的立吊工况进行强度校核,工况3下车顶板垂直起吊应力云图及位移云图如图3-9及3-10所示.
由上图可知,在工况3下,车顶板垂直起吊时,最大位移发生在车顶板中部,为53.1mm,车顶板最大应力出现在吊点接触位置,除车顶板吊点接触位置外,车顶板最大应力均小于240Mpa,未超出材料许用值范围.即在此工况下,车顶板可以完成垂直起吊。
3.3 本章小结
本章首先对无任何补强措施下的两种不同吊点方案进行平吊静强度仿真分析,对比选择最优的吊点位置,发现当吊点位于空调框两端时,车顶板最容易起吊。其次,对两种车顶板吊运工艺补强措施进行平吊及立吊静强度仿真分析,得出通过补强措施可实现车顶板翻转吊运的结论。
4 结论与展望
4.1 结论
当空调框开孔占车顶板面积比重较大时,对车顶板进行翻转吊运,车顶板空调框位置易产生应力集中,存在型材弯折风险。本文通过采取工艺补强方案,经仿真试验验证,可完成车顶板翻转吊运。
本文为该型车顶板吊运提供了工艺措施选择方案,对于车顶板在实际生产过程中的翻转吊运具有参考价值。
4.2 展望
车顶板吊点位置承载车顶板自重载荷,为应力集中位置,虽无型材折弯风险,但存在吊点位置型材挤压变形风险,后续应对吊点接触面积进行校核研究,寻找适当的吊点接触方案。
参考文献
[1]潘丽雯.跨座式单轨车辆车体结构疲劳分析[D].重庆交通大学,2011.
[2]张学广,刘纯国,郑愿,江仲海,李湘吉.基于延性损伤和剪切损伤的铝合金成形极限预测[J].吉林大学学报,2016,46(5): 1558-1566.
[3]马迅、过学讯、赵幼平等.基于有限元法的结构优化与灵敏度分析[J].机械科学与术2002(7):558-561.
[4]贺伟.正面吊运机臂架结构有限元分析[D].山东大学,2017.
作者简介:刁兴璠(1995.11-),男,汉族,山东省人,硕士研究生,助理工程师,研究方向为疲劳强度仿真。

 京公网安备 11011302003690号
京公网安备 11011302003690号


