



- 收藏
- 加入书签

地板纵向数控开榫机的工艺分析与总体设计
 打开文本图片集
打开文本图片集
摘要:目前我国中小地板生产企业对人力的依赖度较大,企业成本投入中人力成本投入的比重大。为提高产品的生产效率,保证产品质量,开发一种地板纵向数控开榫机用于解决中小木地板企业加工效率低,产品质量不稳定以及自动化程度低等问题,减少人力的投入,提高企业设备自动化水平。
关键词: 木地板;地板加工;开榫机
Abstract:At present, small and medium-sized flooring production enterprises in China rely heavily on manpower, and the proportion of labor cost investment in enterprise cost investment is high. In order to improve the production efficiency of products and ensure product quality, a floor longitudinal CNC tenoning machine has been developed to solve the problems of low processing efficiency, unstable product quality, and low automation level in small and medium-sized wooden flooring enterprises, reduce manpower investment, and improve the level of equipment automation in enterprises.
Keywords: floorboard; floor processing; tenoner
0引言
在企业设备成本投入有限的情况下,开发一种地板纵向数控开榫机用于解决中小木地板企业加工效率低,产品质量不稳定以及自动化程度低等缺点。
1加工对象分析
地板纵向数控开榫机的主要加工对象是以强化木为主的地板材料。强化木地板一般由四部分构成,分别为耐磨层、装饰层、基材层与防潮层。
耐磨层一般是以三氧化二铝为原材料的透明层,具有耐磨和阻燃的功能;装饰层为经过特殊加工的印刷纸,具有一定的防潮、阻燃性能;基材层采用高密度板,耐冲击性强且具有一定弹性;平衡层的目的是防潮与稳定,通常使用高分子树脂材料[1]。
强化木地板属于复合地板,是由多种有机物和胶体组成的复合材料,含有半纤维素、纤维素、木素,水分,各种浸提物和胶黏剂等,因此强化木地板在开榫过程中的受力情况较为复杂,主要有以下几个方面:
(1)强化木地板的含水率能够直接影响其加工中所受的切削力。在选购板材时应考虑强化木地板的含水率是否在规定范围内。
(2)强化木地板基材的密度和施胶量是导致刀具磨损的重要因素。刀具的磨损会直接影响地板开榫的精度。
(3)强化木地板的内部应力也会影响开榫的加工质量。地板纵向数控开榫机根据板材的特殊性制定相应的加工工艺,避免因强化木地板内部应力的释放影响锯切的质量。
通过研究强化木地板对刀具加工的影响,应选购合适的强化木板材和对应的加工刀具,有利于提高开榫质量和刀具的耐用寿命。在强化木地板生产过程中,地板纵向数控开榫机加工的地板长度尺寸为1210mm,宽度为195-225mm,厚度为8-25mm。要求加工成品的厚度不变,开榫深度根据生产厂家多品种、大批量生产形式设定[2]。
2加工工艺分析
目前我国中小地板厂家在生产过程中各个工位是相互独立的,主要有裁板、截断、开榫等加工工序。为了实现全自动生产,强化木全自动生产线的加工流程设计为:上料、纵向定长截断、纵向两端开榫、横向定长截断、横向两端开榫、装箱码垛。
传统的开榫工序后,需要人工对榫槽进行砂光和抛光,耗时耗力,降低了生产效率,不能满足企业现代化的生产需求。在生产线上,为了提高加工效率,将开榫分为横向和纵向开榫,地板纵向数控开榫机在加工过程中自动完成齐边、粗铣、精铣以及抛光加工。代替人工开榫,将齐边、开榫和抛光一机完成,在有效提高企业生产效率的同时,减少人力的使用,避免加工过程中产生的粉尘对人体的伤害。
强化木地板对开榫工艺主要有以下几个方面的要求:
(1)在进行开榫之前需要对地板进行齐边,防止板材两侧边尺寸不均匀,保证板材宽度的一致性。
(2)保证开榫的精度,对板材进行粗铣和精铣加工,在粗铣工序去除大部分毛坯余量,再通过精铣工序保证尺寸控制和榫槽表面光洁度。
(3)在抛光工序中,去除铣刀在开榫过程中留下的毛刺及飞边,使加工面平整光滑。由于榫槽的形状比较复杂,圆柱形铣刀以及立铣刀不适合木地板的开榫。在木工机床上经常用于开榫的铣刀有整体成型铣刀、装配式铣刀以及组合铣刀。由于整体成型铣刀具有方便制造且价格低廉的特点,地板行业普遍使用成型铣刀,因此在本设计中选取成型铣刀作为切削刀具。
强化木地板的榫槽形状比较复杂,选取具有一定可挠性和柔韧性的涂覆磨具磨料对其比较适合。这种挠性磨具主要有片状和轮式两种。片状磨具的形状适应性很好,磨料材料粒度范围较大,可以适应粗糙、普通、精细、超细的各种加工需求;轮状磨具的结构包括轮轴基座、条状磨料、磨刷(剑麻)等,各个部件都具有多种规格形状可根据加工需求进行组合。因次在本设计中选用适应性较强的轮式磨具作为抛光的主要磨具[3]。
本设计的地板纵向数控开榫机配合地板生产线流水作业,在定长截断后对地板进行纵向开榫动作,在开榫的过程中,对地板两侧同时进行开榫,并且在粗铣和精铣完成后,为了保证加工精度,进行抛光作业。配合地板生产线流水作业的过程中为了保证加工速度,开榫机需要减少不必要的动作,因此在地板进料端进行一次性定位后,齐边、粗铣、精铣、以及抛光动作在一条直线上连贯完成[4]。
地板在进料端进行定位,由送料辊将其向加工工位传送,由于铣刀在开榫的过程中会导致地板在上下方向以及左右方向上的振动,如果不对地板进行上下以及左右方向上的限位,单靠地板两侧的铣刀以及抛光轮的挤压是无法满足加工精度的要求的。所以本设计通过上下压辊对地板进行竖直方向上的定位,通过左右压辊对地板进行水平横向上的定位。由于地板自身是平整的且在上下压辊的限制下水平传动,所以需要各加工刀具以及抛光处于同一加工平面上。齐边锯与铣刀以及抛光轮的加工工位呈90°,其主轴与上下压辊轴平行,粗铣、精铣以及抛光工位位于同一水平面,主轴位置相互平行。在榫槽加工过程中,地板两侧的榫槽形状不一样,对应的成型铣刀也不同,所以需要开榫的切削力不一样,为了保证加工精度,就需要将每对铣刀错开放置,在铣刀对面放置定位压辊。如若主轴不错开,由于切削力不一样会导致地板在加工的过程中跑偏,无形中影响开榫的质量。
3地板纵向数控开榫机总体方案设计
市场上的开榫机种类繁多,自动化水平参差不齐,在我国中小地板企业的生产活动中普遍使用的开榫机自动化程度比较低,为了提高企业的生产效率,增加企业的盈利能力,需要设计自动化程度较高的能以高效率生产的地板开榫设备。
我国强化木地板的规格尺寸比较多,可以分为宽板、窄板以及标准板。窄板的宽度在100mm左右,宽板的宽度在295mm左右,标准板的宽度一般为191-195mm,宽板和窄板都是我国根据国内的市场情况制定的国内行业标准,地板厚度根据不同规格的板材有所变化,变化范围在8-25mm之间。其中标准板规格是欧洲市场上流通最广泛的强化木地板规格。因此,无论是国内市场还是国外市场,标准板规格的强化木地板无疑是流通量最大的。因此地板纵向数控开榫机设计的加工尺寸以满足标准版规格的强化木地板为主,同时兼顾窄板与宽板的加工范围[5]。
由于不同批次地板的加工宽度在一定范围内浮动,所以地板纵向数控开榫机需要能在加工宽度上进行调节。因此,为了满足不同加工尺寸的要求,本设计在加工地板的两侧设置两组开榫机构,并且这两组开榫机构的距离可以调整,故采用一组开榫机构固定,另一组可以运动的方式来实现这一加工需求。两组开榫机构的布置方式如上节主轴的布置方式,一对齐边锯在同一平面内,其主轴与其它主轴相互垂直,粗铣、精铣以及抛光主轴相互平行交错布置[6]。
为了实现对地板纵向方向上两侧边同时进行高速、高效开榫加工,本设计采用地板相对于开榫刀具运动的方式,即开榫刀具位置固定,地板做直线进给运动。由于此设备具有两组可以相对运动的开榫机构,为了防止地板在加工过程中运动不均匀,因此在地板进给的过程中需要有上下压辊将地板压紧,为了防止刀具开榫过程中受力不均导致地板位置偏移,在刀具的对侧设置死限位即左右压辊压紧。
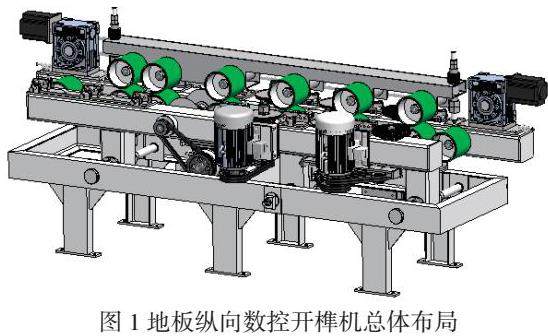
根据地板纵向数控开榫机布局的要求以及结构形式制定工艺方案,如图1所示,地板纵向数控开榫机主要由底架总成、固定端总成以及移动端总成三大总成构成。
4地板纵向数控开榫机主要结构及性能
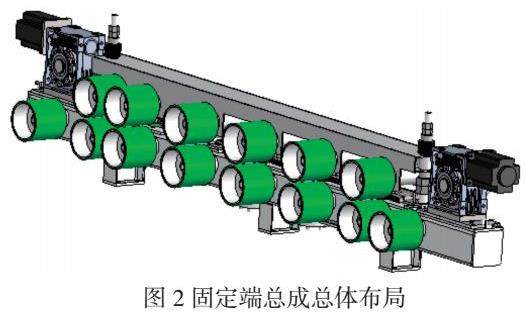
固定端总成主要实现地板一侧的一系列开榫动作:齐边、粗铣、精铣以及抛光。包括由三相异步电动机驱动的齐边锯主轴、粗铣主轴、精铣主轴、抛光主轴以及上下压辊组件都安装在固定端总成的机架上。固定端总成通过螺栓连接的方式固定于机架总成上。固定端总成的机架由钢板和结构钢焊接而成。为了整体布局的合理性,除了上下压辊的驱动电机,其余三个电机安装于机架总成上,如图2所示。
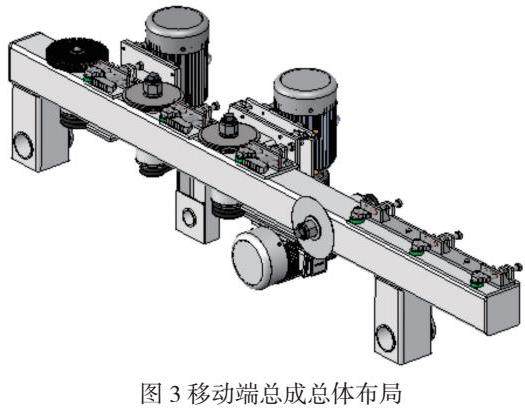
移动端总成主要实现地板另一侧的一系列开榫动作。和固定端总成的功能相似,包括齐边、粗铣、精铣以及抛光一系列动作。粗铣主轴由一个3kW的电机驱动,精铣和抛光主轴由一个3kW的电机驱动,电机以及各组件通过螺栓连接固定在移动端机架上,移动端总成的机架由钢板及结构钢焊接而成。移动端总成上,与固定端总成粗铣、精铣以及抛光主轴相对应的位置上设置有死限位侧压辊。移动端总成通过三个连接轴固定于机架总成上并实现横向移动的动作,达到调节加工宽度的目的。如图3所示。
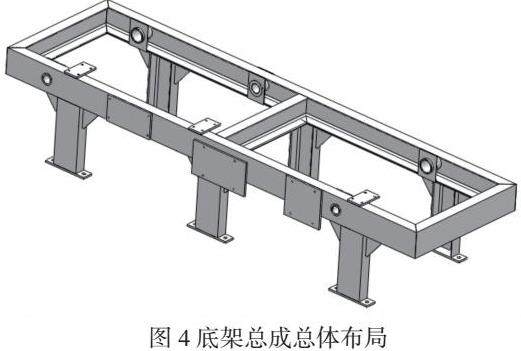
底架总成用于支撑固定端总成和移动端总成以及用来安装固定端总成的三个三相异步电动机,如图所示,底架总成由底架、粗铣电机安装座、精铣和抛光电机安装座以及齐边锯电机安装座四个部分构成,各部分均由型材和钢板焊接而成,并采取了必要机加工和时效处理,使其具有较高的刚度和精度。各电机安装座通过螺栓连接固定在底架上,这样便于运输和安装调试。
5小结
本文主要分析了强化木地板的产品特性,并对强化木地板的开榫工艺进行分析。在遵循地板纵向数控开榫机布置原则的情况下,对地板纵向数控开榫机进行了总体方案设计,并对整机的各系统进行分析,对地板纵向数控开榫机的样机制造具有一定的指导作用。
参考文献
[1]邢力平,王冠星,吴哲,何惠彬.实木门表面砂光机工作头的研究与设计[J].林业科技,2014,01:38-41.
[2]王雪花,张占宽,刘君良.木材刷式砂光机砂光参数的选择(1)[J]. 木材加工机械,2010,(05):4-7.
[3]姜彬,林爱琴,王松涛,张明慧. 高速铣刀安全性设计理论与方法[J]. 哈尔滨理工大学学报,2013,02:63-67.
[4]邓雪松,张平,唐芳芳. 基于HNC-8的木工榫槽现场交互自动编程数控系统的开发[J]. 林业机械与木工设备,2014,04:21-25.
[5]常明清,张良,李广. 五轴双铣刀数控组合机床[J]. 机械,2014,11:64-68.
[6]毕庆. 高速镂铣机的设计与开发[D].广东工业大学,2014.
作者简介:岳进(1993.07)男,汉族,湖北省宜昌市,工程师,硕士研究生,重庆电子科技职业大学,研究方向:机械非标设计。

 京公网安备 11011302003690号
京公网安备 11011302003690号


