



- 收藏
- 加入书签

QLS-1型激光测距光电保护装置在双联折弯机安全生产中的应用
 打开文本图片集
打开文本图片集

摘要:针对双联折弯机上安装的传统光电保护装置在实际生产应用中存在的问题,通过技术更新进行了升级改造,采用激光测距保护装置替代传统的光电保护装置,减少机床震动对光电保护装置的精密度的影响,同时降低了更换模具必须拆卸和调节光电保护装置的次数,提升操作者的产生安全性,降低操作者的劳动强度。在实际生产中激光测距保护装置在折弯机、冲床、压力机等其他设备上进行了推广应用,取得了良好的效果。
关键词:传统光电保护装置;激光测距保护装置;双联折弯机;安全生产。
1 引言
冲压行业出现的人身事故比其他行业高3倍左右。现有折弯机安装的保护装置为使用发射器和接收器组成的传统光控保护装置,在折弯机上滑块的两端分别安装发射器和接收器,当生产工件较大时,需要从上滑块的一侧下料,这就影响了发射器或接收器正常工作,导致光控保护装置无法运行。折弯机现有的工作方式为操作者手工上下料,人手、手臂等身体部位经常进入折压模具危险区域,容易造成人身伤害的事故发生,生产安全隐患较大,而且折弯机每次更换模具时,都需要对发射器和接收器进行拆卸和调节,严重影响生产效率,基于上述原因,对传统的光电保护装置进行升级改造十分必要。
2 国内外光电安全装置的使用现状
光电安全装置属于高科技产品,国内外生产厂家并不很多。在亚洲,日本的理研光学株式会社的光电安全装置的产品质量比较好,工作性能也比较稳定,但价格相当昂贵,后续的安装调试服务和备品备件的更换比较困难。在国际上处于技术领先的光电安全装置的生产厂家还有美国的STI公司,其产品符合欧洲安全产品的标准,安全等级是四级;在国内,长春市齐祥科技有限责任公司生产的光电安全装置,在以第一汽车集团公司、长春客车厂为主的东北地区使用厂家较多,其核心部件是美国的STI公司的产品,其质量和性能较为可靠。
3 激光测距光电保护装置
3.1 激光测距光电保护装置的组成及优点
本次双联折弯机采用QLS-1 型光电保护系统,由激光控制器、激光测距传感器、 凸轮
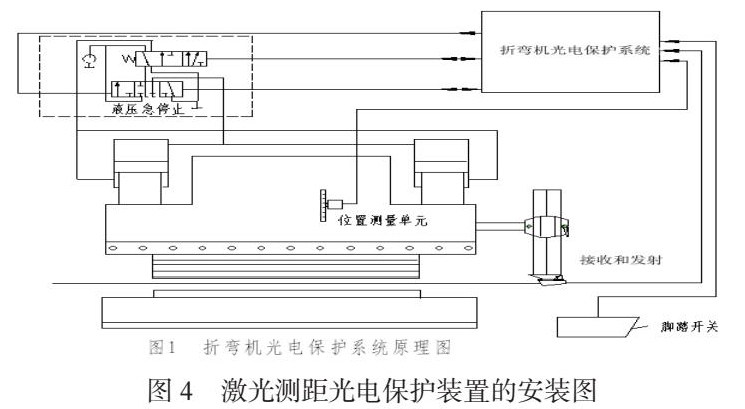
控制器、光电编码器 安装支架和连接电缆等部分组成。激光检测部分由测距传感器和激光控制箱组成;位置识别部分由凸轮控制器、光电编码器、链条链轮和拉紧弹簧组成,整个系统的设计思路如图1所示。其优点是能够非常接近工件的地方为操作者提供全面的保护;允许模具高速闭合,提高生产效率; 单束激光可方便的关闭,可将工件加工成各种形状;编码器反馈信号精度高,精准的检测刀具的位置;连续的平行激光束可检测到直径4mm以上的物体,允许震动偏差;屏蔽点设置简单并提供持续的监控。
3.1.1 激光控制箱
激光控制箱的作用在于将传感器回馈的电平信号转换为持续的脉冲信号,用于控制继电器保持吸合,使得设备可以运行;当传感器检测到障碍物时,信号改变,脉冲信号变为高电平,继电器断开,设备停车,
3.1.2 测距传感器
QLS-1 型折弯机保护系统的激光测距传感器包含了2个独立的测距单元,测距单元采用的是原装进口设备,优质耐用,具有测量精度高、反应速度快、使用寿命长等特点。
3.1.2.1 测距传感器的应用范围
★ 激光测距传感器可测量介于0.2~10m的距离。
★ 该设备具有 > 10...100 m 的背景抑制功能。
★ 将在 10 段显示屏中显示测量值。
★ 可根据设定的输出功能产生两种输出信号。
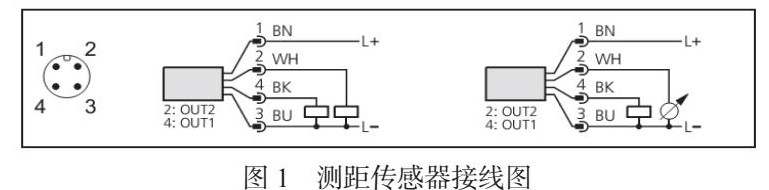
3.1.2.2 测距传感器接线
测距传感器按照图1进行接线,保证各接头的接触良好。
通过对现场所使用的折弯机调研,所需设置的参数如下:
OUT1HNC (根据激光控制器设定)
SP1 4200 (根据床体上滑块长度设定)
3.1.3 凸轮控制器
凸轮控制器是位置检测装置,与增量式编码器配合使用。从光电编码器读取脉冲,以相位差的方式判断设备运行的方向和位置。与凸轮控制器配套的光电编码器属于增量式,不存在绝对位置,需要人工确定零点,最长计量范围(-24999~24999)。
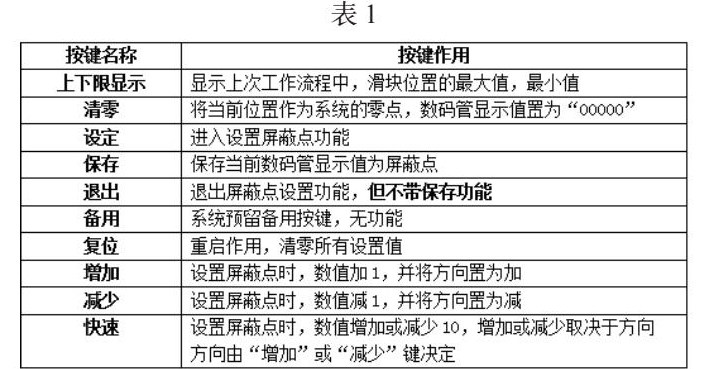
3.1.3.1 凸轮控制器的按键功能
凸轮控制器共有10个按键,其对应的功能如表1所示。
3.1.3.2 凸轮控制器的按键功能
凸轮控制器共有5为数码管,其中高位为符号位,负数时显示“-”,正数则无显示;其余四位为数字位,计数范围24999~24999,单位依据链轮的直径而定。一般情况下,大尺寸以mm为单位,小尺寸直接显示技术值,便于控制。
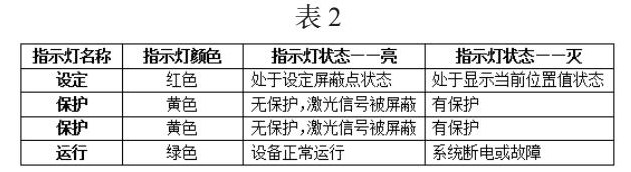
3.1.3.3 凸轮控制器的功能指示灯
凸轮控制器共有4个指示灯,其代表意义如表2所示.
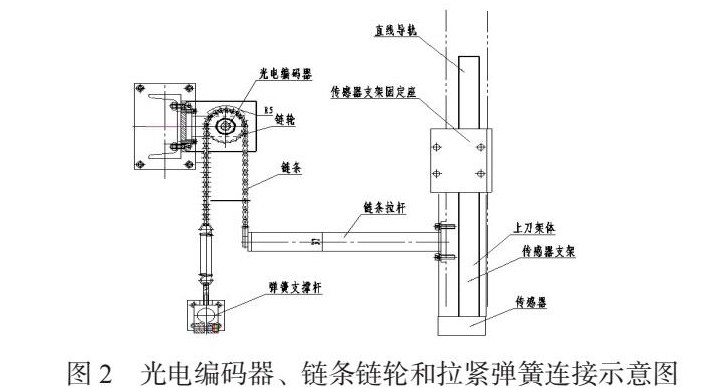
3.1.4 光电编码器、链条链轮和拉紧弹簧
光电编码器、链条链轮和拉紧弹簧及其固定支架的安装方式,将上滑块的移动转化为编码器的转动,随之发出脉冲,脉冲属于相位差方式,包含ABZ,本系统仅用了AB两相。脉冲数与位置之间的关系受安装方式影响。各部位连接示意图详见图2。
3.2 激光测距装置的工作原理
激光控制箱能够将传感器回馈的电平信号转换为持续的脉冲信号,用于控制继电器保持吸合,使得设备可以运行;当传感器检测到障碍物时,信号改变,脉冲信号变为高电平,继电器断开,设备停车。激光发射器发出的光从安装侧射向另一侧时,如果此时人手等任何部位进入模具的危险平面,激光发射器发出的光线被阻挡,信号发生了改变,继电器断开使设备即刻停车,从而阻止了人身伤害的事故发生。设备停车后,滑块可以通过手工返回上死点。而且在滑块上行过程中激光测距光电保护不起作用,下行时始终处于监控状态,方便加工完的工件从设备的非安装侧进行下料。
3.3激光测距装置在折弯机上的安装位置
光电安全装置传统固定方式由两种,一种是直接固定在设备的机床床身或工作台的表面上,这种安装方式不能保证光电安全装置的保护空间可以调解,从而使得工作台面的使用面积减少,降低了操作者的操作空间,给安全生产带来隐患;另一种是通过磁力座吸附在工作台的表面上,但额定吨位较大的压力机在工作时,磁力座时而处于上下波动和水平移动状态中,使得光电安全装置的有效性大大降低,在这种情况下进行生产作业极其不安全。
激光测距光电保护安全装置固定在可调支架的辅助“T”型槽内,辅助“T”型槽固定在工作台的侧面或机床床身的内壁,光电安全装置可以在“T”型槽内移动,每次光电安全装置调节后只需紧固螺栓固定即可,使得光电安全装置和设备刚性一体,这种安装方式不仅保证工作台的面积得到充分的利用,不影响操作者的正常生产加工;而且能克服光电安全装置易波动和移动的弊端。同时在折弯机更换折弯模具时,激光测距装置不需要再次调节,
测距装置安装在滑块的背面,该装置的控制系统与折弯机控制系统并联,有效保护长度根据设备的参数设定为3300mm,时时跟踪检测折压上模的最低点距离板料上表面的距离。当两台折弯机需要联动时,激光保护装置可移到设备的任意一端(两端均预留固定激光保护装置的螺纹孔),此时固定架需旋转180°,避免更换模具时碰坏装置,有效保护长度设定为单独长度的2倍即6600mm。
3.4 折弯机安全防护范围
每部折弯机安装两组激光点,一组激光点保护工作刃的正下方约9mm,另一组激光点保护工作刃前方42mm。折弯机宽度约为8米,激光点的工作距离最大可以设置为10米,能够满足安全防护的要求。控制系统和发射器均安装在折弯机的一侧,光线从折弯机的一侧往另一侧发射。激光发射器的固定架为"T"型结构,保证里侧的激光发射线与设备的折压中心线重合,两束光线的间距42 mm(折压上模的宽度最大的一半为25mm),偏向外侧,靠近操作者,激光各自由设备中心向两端发射,避免工件迅速地侧下料时碰坏发射器。
3.5 激光测距光电保护装置的相关参数
安全保护装置必须具有较强的抗电磁噪声、抗环境干扰以及良好的柔性化,其性能符合表3的技术要求。
4 安装调试及试验
4.1 激光测距光电保护装置的安装
在设备操作面两侧安装发射器和接收器的支架,将发射器和接收器安装在支架上并对正。
控制器安装在容易操作和观察的位置,将发射器和接收器与其连接;然后将其输出端与设备急停线路串接,接通电源调试。一边调整一边固定,最后使得发射器和接收器之间处于通光状态。调整设备的行程控制机构(或凸轮机构),使光电安全保护装置仅在折弯下行程约距被折板折弯前的表面9mm以上区域。安装示意图详见图4。
4.2 激光测距光电保护装置的调试
4.2.1设置零点
首先接通设备电源,再打开各部分电源;更换刀具和下模具,设置折弯机控制系统,根据设定缓冲距离。然后打开激光,调节直线导轨,使得激光束与冲头之间的距离大于机器的停止距离,停止距离因不同的设备而不同。可以设置当前的位置为零点,也可根据实际需要选择零点,选好后按一下凸轮控制器的“清零”键,此时高度为系统的零点;
4.2.2设置屏蔽点
屏蔽点由零点、下模具位置和工件厚度人工计算出屏蔽点的高度,转换为凸轮控制器的数值(如果需要);按下“设定”键,数码管由显示当前高度的状态转换到显示屏蔽点的高度,通过“增加”、“减少”和“快速”键,使数码管显示的值为屏蔽点的高度,按下“保存”键;数码管轻微闪烁几下后,按下“退出”键,数码管返回到显示当前高度的状态,屏蔽点设置成功。
4.3 折弯机激光测距光电保护折弯操作试验
操作折弯机进行工件折弯光电保护试验,对激光发出的光束进行有无遮挡操作,无遮挡试车几次,有遮挡试车几次,验证设置点是否合理;设置合理后开始工作,不合理时重新设置直到激光测距光电保护装置合理为止。当激光发出的光束被操作者手持工件阻挡后,折弯机上刀刃立即停止下移,防止折弯机压手的危险事故发生。
5 总结
本文从生产安全的实际出发,对国内外的光电保护装置进行分析对比,确定了适合双联折弯机的QLS-1型激光测距光电保护装置,介绍该装置的组成及优点,安装位置及工作原理,安全防护范围及安装调试方法,该装置能够有效的保护操作者在双联折弯机上进行安全操作,杜绝了折弯机在工作时对操作者的人身伤害。其安全防护等级完全满足国家相关法律法规的要求,而且该装置在其它压力机和冲床上已经得到了推广应用。
参考文献
[1]《冷冲压安全规程》 GB/T13887-1997
作者简介:王东涛(1980-)男,黑龙江齐齐哈尔人,教授级高级工程师。

 京公网安备 11011302003690号
京公网安备 11011302003690号


