



- 收藏
- 加入书签

影响反应堆压力容器管嘴与安全端异种金属焊缝液体渗透检测可靠性的因素
 打开文本图片集
打开文本图片集


摘要:阐述核电厂反应堆压力容器(RPV)管嘴与安全端异种金属焊缝的渗透检测的工艺过程,讨论影响液体渗透检测可靠性的主要因素。
关键词:在役检查、异种金属焊缝、渗透检测、可靠性
核电厂是将核能转化为电能及热能的重要民生工程,一旦发生泄漏事故,会严重影响社会面的生产、生活以及环境。因此对核电厂设备定期的检查,并作出适用性评价是必不可少的。
作为反应堆压力边界的重要部位,反应堆压力容器(RPV)能承受15.5MPa左右的工作压力,且经得起强中子和γ射线的辐照。依据RSE-M规则①,“管嘴与安全端异种金属焊缝应从外侧执行液体渗透检验”。其所在房间(R440/R480)停堆后虽降级为橙区,仍需控制人员进入时间在10分钟以内(剂量分担),且环境照明、电源等因素的制约,在渗透检测方法的选择上也应进行考虑。
1.渗透检测原理及优缺点
渗透检测是基于液体的毛细现象和固体染料在一定条件下的发光现象。检测中,渗透剂在毛细作用下渗入表面开口缺陷中,经过一段时间,将表面多余的渗透剂去除并干燥后,在工件表面施加吸附介质——显像剂,同样在毛细作用下,开口缺陷中的渗透剂回渗到显像剂中,在特定光源(白光或黑光)下,显示出缺陷形貌及分布状态的过程②。
2.渗透检测方法的选择
2.1.渗透剂
常见的渗透剂有两类:荧光渗透剂与着色渗透剂。
从灵敏度方面进行考虑,同类型的荧光渗透剂的灵敏度一般情况下要高于着色渗透剂。从异种金属焊缝所处的检验环境进行考虑,房间内存在多处RPN孔洞及脆性线缆,人员分担剂量的同时也增加了进出次数,在无防爆头灯照明的情况下,人身安全及设备保护无法保证。从去除方式进行考虑,核岛内对废水的排放有严格要求,特别是不能跑水,这使得水洗型渗透法和后乳化渗透法的选择受到限制。此外,即使做到防止跑水的发生,废水的收集工作依旧会造成额外的受照剂量,同时增加了因潮湿带来的沾污风险,设备的短路风险等。所以,在渗透剂的选择上,更适合使用溶剂去除型着色渗透剂。
2.2.去除剂
常见的去除剂有三类:水、乳化剂、有机溶剂。
从渗透剂的选择进行考虑,有也仅有溶剂去除剂一种选择。
2.3.显像剂
常见的显像剂有两类:干粉显像剂、湿式显像剂(水悬浮显像剂、水溶解显像剂、溶剂悬浮显像剂)。
从渗透剂及去除剂的选择进行考虑,溶剂悬浮显像剂显然是最佳选择。且溶剂悬浮显像剂与溶剂去除型着色渗透剂搭配使用,可以得到与荧光法相似的灵敏度。
综合考虑,异种金属焊缝渗透检验的最佳方案是使用溶剂去除型着色渗透检测、溶剂悬浮显像(ⅡC-d)。
3.异种金属焊缝的渗透检测
针对反应堆压力容器(RPV)管嘴与安全端异种金属焊缝渗透检验,笔者使的是Ardrox系列的渗透检测剂执行检测。为满足辐照剂量分担原则,检验人员共分3组,每组6人,依次执行既定检测任务。第一组负责预清洗及施加着色渗透剂,第二组负责去除多余渗透剂及施加显像剂,第三组负责评定、记录及后清洗。每组又分3小队,每队2人,分别从RX8米三个环路同时进入检测区域。
值得关注的是,异种金属焊缝材料为奥氏体不锈钢,而卤素离子会引起奥氏体不锈钢的点蚀现象,应对使用的着色渗透剂、清洗剂、显像剂的卤素含量进行严格控制。RCC-M规则③第8册F篇F6423、ASME规范④第V卷T-641、NB/T47013.5-2015标准⑤4.2.1均提出,“用于奥氏体不锈钢和镍基合金表面的液体渗透检测用品中最大允许含量:氟和氯含量的和为200ppm;硫为200ppm”。
3.1.第一组:预清洗及施加着色渗透剂
受检表面状况在很大程度上影响着渗透检测的检测质量,最基本的要求是渗透剂润湿受检表面⑥。ASME规范第V卷T-642(b)要求,“每次作液体渗透检验之前,需要检验的表面以及相邻的至少1in.(25mm)的区域内应当是干燥的,而且不应当有任何可能堵塞表面开口或干扰检验进行的污垢、油脂、纤维屑、锈皮、焊渣、焊接飞溅物、油以及其他的外来物质”,NB/T47013.5-2015标准6.1.1(c)中也有同样的要求。
采用刷涂的方式施加着色渗透剂,可有效避免污染受检表面以外周边环境,降低去除多于渗透剂的工作时间。ASME规范第Ⅲ卷NB-5140指出,“检测应包括焊缝的外表面和可接近的内表面,以及焊缝每边至少1/2in.(13mm)范围内相邻的母材。
3.2.第二组:去除多余渗透剂及施加显像剂
经过规定的渗透时间(根据ASME规范第V卷表T-672要求,“渗透时间至少为5min”;按照RCC-M规则第6册MC篇8.3.3补充要求,“渗透时间至少应为20min”;而NB/T47013.5-2015标准6.2.6要求,“渗透剂持续时间一般不少于10min”。在役期间的渗透时间笔者参照RCC-M第6册MC篇),应清除残留在受检表面多余的的渗透剂。通过对比RCC-M规则、ASME规范、NB/T47013.5-2015标准,对于溶剂去除型着色渗透法,均要求先用干净不脱毛的布去除绝大多数的渗透剂,再用清洗剂润湿的干净不脱毛的布擦去受检表面残留的渗透剂痕迹。值得关注的是NB/T47013.5-2015标准与ASME规范明确规定,施加渗透剂以后到显像之前,禁止用清洗剂冲洗受检表面;RCC-M规则要求去除方法需由合同双方认可⑦。
笔者认为,直接用清洗剂喷洒在受检表面无法保证每次喷洒的量都足够均匀,对检验人员的要求也很高,稍有不慎便容易造成过清洗,继而造成漏检的发生。所以应禁止用清洗剂直接喷洒在受检表面。
ASME规范T675中提到,“施加显像剂应在清楚多余的渗透剂之后尽快进行”,但未对干燥时间进行限定。而NB/T47013.5-2015标准6.5.4中则提出,“干燥时间通常为5~10min”。在役期间,笔者采用的ASME标准,选择擦干后自然干燥。显像剂施加应薄而均匀,喷涂厚度不够时,可能不能吸出不连续中的渗透剂。
3.3.第三组:评定、记录及后处理
显像后,应立即观察痕迹显示的过程,并对痕迹显示做出解释和评定。ASME规范要求“应在显像剂涂层干燥后的10~60min内,做出最终的判断”,NB/T470
13.5-2015标准6.6.8中也作出相同要求。
评定结束后,应采用干净不脱毛的布将受检表面大多数的显像剂去除,再使用清洗剂喷涂受检表面,以便彻底去除残留物,避免影响下一轮次在役检查的可靠性。
4.渗透检测可靠性的影响因素
4.1.渗透剂性能对检测可靠性的影响
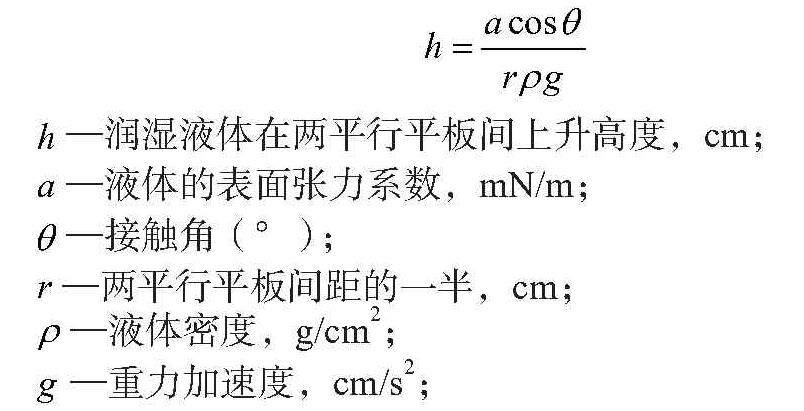
由静态渗透参量可知,表面张力与接触角是确定渗透剂是否具有高渗透能力的两个最主要的参数。
对于裂纹可认为是两平行平板间的毛细现象,润湿液体在间距很小的两平行平板间上升的高度公式:
—润湿液体在两平行平板间上升高度,cm;
—液体的表面张力系数,mN/m;
—接触角(°);
—两平行平板间距的一半,cm;
—液体密度,g/cm2;
—重力加速度,cm/s2;
对于同一裂纹而言,渗透剂静态渗透参量的高低将决定该产品的渗透能力的大小,静态渗透参量越大,润湿作用越强,液体上升高度越高⑧;当静态渗透参量非常接近或可忽略不计时,液体密度越小,润湿液体在两平面平板间的爬升高度越高,渗透能力越好。;
4.2.B型试块对渗透检测可靠性的影响
国内渗透检测常用试块有A型试块(铝合金淬火试块)、B型试块(不锈钢镀铬辐射状裂纹试块)、C型试块(黄铜板镀镍铬层裂纹试块)三种。在役检查期间,受检部件温度基本维持在15-35℃,B型试块常用来进行工艺系统灵敏度的验证;C型试块不常用,渗透检测剂系统的灵敏度更多使用与C型试块类似的NF EN ISO3452-3中的I型参考试块进行对比。
本节以B型试块(三点式)进行探讨,早期使用的试块执行的是JB/T6064-2006标准。随着标准的更迭,部分采购的试块同时执行了JB/T6064-2015⑨及NB/T47013.5-2015标准。通过标准对比可知,JB/T6064-2015标准延续了的JB/T6064-2006标准的内容,未作修改;NB/T47013.5-2015标准则在JB/T4730.5-2005标准的基础上进行了修改,新版内容中未对施加载荷的大小作要求,却沿用了裂纹尺寸与JB/T6064-2015标准中五点式B型试块次序上的对应关系。
现场执行阶段,工艺系统灵敏度的校验是必要的。依照NB/T47013.5-2015标准C级灵敏度的要求来执行工艺系统灵敏度的校验,当灵敏度满足要求时,说明最小可检缺陷尺寸能够达到1.6-2.4mm。图1,为不满足标准要求的某品牌试块,其非但不满足裂纹区自大而小的变化要求,其裂纹区长径也不满足NB/T47013.5-2015标准的要求,同时,其表面还产生了类似C型试块的疲劳裂纹。若使用该试块进行工艺系统灵敏度的校验,即使3处缺陷均有显示,也无法保证其检验结果的可靠性(RCC-M第7册S7714.1中有规定——记录大于2mm的显示),甚至会造成微小缺陷漏检的情况,同行需对使用的试块保持警惕,增强设备验收的责任心。
4.3.受检部件熟悉度对检测可靠性的影响
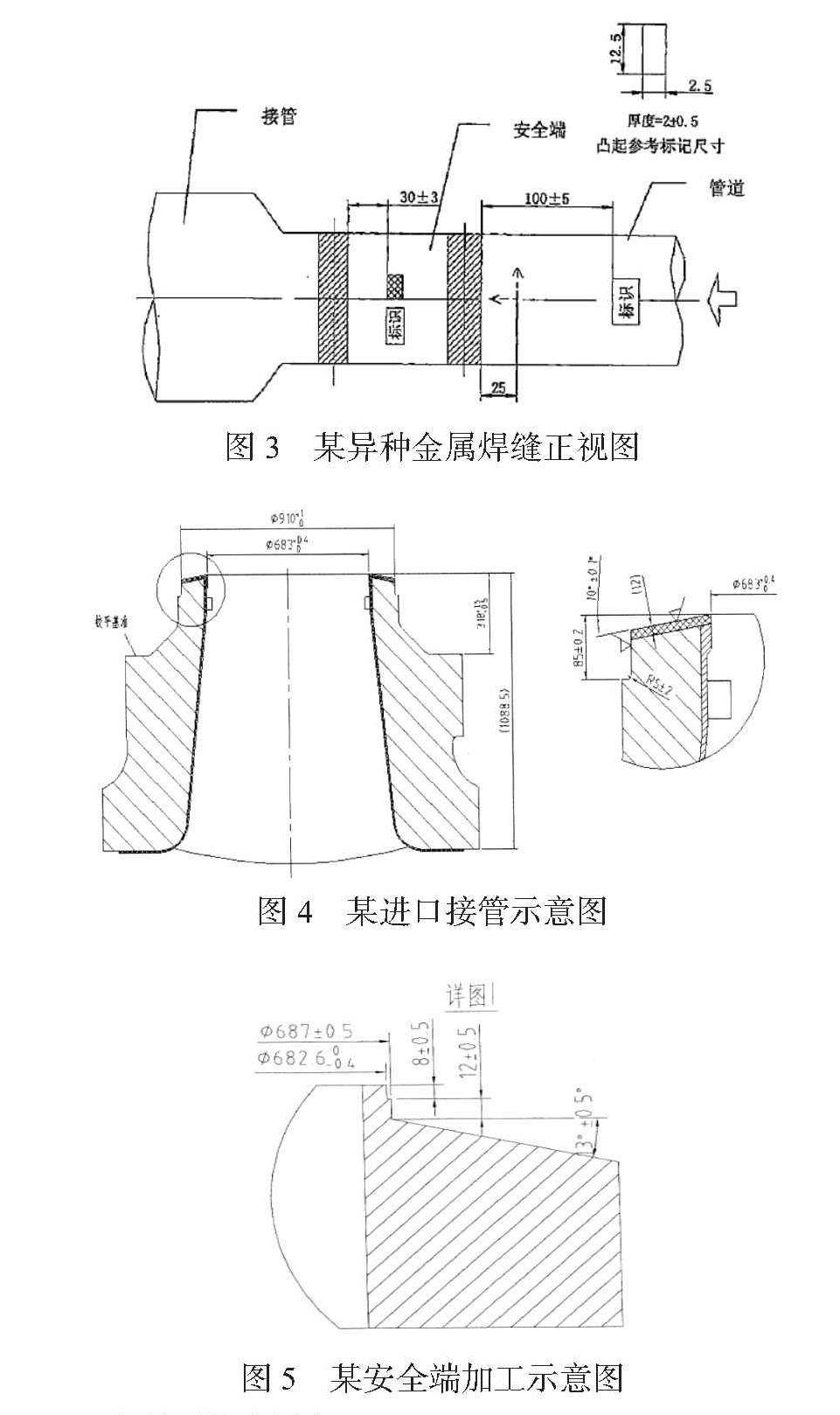
反应堆压力容器(RPV)管嘴与安全端某异种金属焊缝(见图2、图3),其进口管嘴内径为683mm,厚度为113.5mm;出口管嘴内径为721mm,厚度为114.5mm。预堆边焊缝宽度不小于12mm(见图4);对接焊缝宽度通过计算得出约68mm(见图5)。该焊缝由于是焊接后再打磨抛光,目视无法判断焊缝具体位置,若人员未得到足够的理论培训,则无法保证焊缝检验的完整性及准确性。为了减少高剂量环境下人员的受照时间,同时兼顾提高检验效率,将检验范围规定为目视可见的接管侧异种金属分界面至定位块的距离。这样既能覆盖实际检验范围,又能减少异物引入风险。
4.4.人的不稳定因素
在整个渗透检测活动中,人机料法环测各个环节都离不开人的操作,即使是高级人员每次检测也无法保证能够避免预清洗不彻底、渗透剂刷涂不足、漏检等情况的发生,尤其是环境狭小、光线昏暗、肉眼不可直接直视的检验场所。人是质量环节中最难控制的一环。
检测人员的身体状态、心理状态及技术水平等因素,也会直接或间接的影响到检测结果。而这些因素无法避免,只能通过各项技能培训或让检测人员保持身心舒畅的情况下,减少这种影响的程度。
参考文献
1 刘金洪,粱詹翔,刘志铭,等.压水堆核电厂核岛机械部件在役检查规则(RSE-M)1997版(2005修订)[S].中科华核电技术研究院,译.2009.
2 胡学知.渗透检测[M].北京:中国劳动社会保障出版局,2007.
3 吴晓震,吴洪,刘志铭,等.RCC-M压水堆核岛机械设备设计和建造规则(2000+2002补遗)[S].中科华核电技术研究院有限公司,译.上海:上海科学技术文献出版社.2010.
4 赵明生,赵志明,徐玉忠,等.ASME锅炉及压力容器规范(2004版)[S].中国《ASME规范产品》协作网(CACI),译.2004.
5 NB/T47013.5-2015,承压设备无损检测第5部分:渗透检测[S].北京:新华出版社,2015.
6 杨波,胡学知,龚固,等.工件表面状态对渗透检测的影响及对策[J].无损检测,2016,38(8):45-48.
7 刘军,刘步良,许洪宪.核反应堆压力容器管嘴与安全端异种金属焊缝的渗透检测[J].无损检测,2017,39(11):65-67.
8 刘晴岩.液体渗透检测的可靠性[J].无损检测,2002,24(9):381-383.
9 JB/T6064-2015,无损检测 渗透试块通用规范[S].北京:机械行业出版社,2015.

 京公网安备 11011302003690号
京公网安备 11011302003690号


