



- 收藏
- 加入书签

混装电路板焊接工艺技术
 打开文本图片集
打开文本图片集
摘要:从理论上来讲,就焊点来说,焊料、元器件焊端、PCB表面镀层全部是锡铅,或全部是无铅的相容性是最好的。目前,如果采用无铅焊接,可以买到所有的无铅元件。对于大多数民用、通信等领域,由于使用环境应力小、不恶劣,应用无铅焊接是没有问题的。对于军工等高可靠领域,其长期可靠性是有风险的。因此,军工等高可靠领域暂时还是采用有铅焊接相对比较安全一些。目前的问题是有铅工艺买不全有铅元件,有铅工艺遇到85%甚至90%以上无铅元件,因此,我国军工电子产品普遍存在有铅和无铅元器件混装焊接的现象——目前大多采用有铅焊料焊接有铅和无铅元器件。
关键词:混装电路板;材料选择;焊接工艺
引言
无铅技术的应用,至今对于其焊接机理、焊接面不同金属形成的合金层成分、焊点的可靠性等方面都没有定论和统一的标准。尽管目前无铅焊料还没有强制在电子产品中推行,但焊接端子采用无铅镀层的无铅元器件己经大量使用,部分集成电路制造商己经停止供应传统有铅器件。电子产品装配己不可避免的面临无铅器件和有铅焊料混用的问题,如何应对无铅化工艺的挑战己经成为电子产品必须认真研究的课题。
1.焊接工艺材料的选择
1.1焊料的选择
无铅钎料及其配套技术己取得长足发展,以Sn-Cu及Sn-Ag-Cu系为代表的钎料己成为人们普遍接受的无铅钎料替代合金。一般来说,无铅焊料是以Sn为基体,然后添家其它一些合金元素。作为Sn-Pb的替代品,它必须满足Sn-Pb合金的一些使用要求。特别是作为Sn-Pb焊料的SMT生产设备和技术己经完善。生产厂家不可能再做大的调整。当前业界应用最多的无铅焊料合金是三元共晶形式的Sn95.8-Ag3.5-Cu0.7和三元近共晶形式的Sn96.5-Ag3.0-Cu0.5焊料,其熔点为216℃~220℃左右。IPC推荐采用Ag含量为3.0wt%的Sn-Ag-Cu焊料。尽管有研究证明,Sn-Ag二元合金的长期可靠性高于Sn-Ag-Cu合金,但是由于Sn-Ag合金成本较高,使用范围过窄,大多数焊料制造商均需要较大起订量方提供此类焊料,而焊膏的储存期一般仅有6个月。
在无铅焊料长期可靠性至今尚无定论的情况下,仍然可以选择IPC推荐的Ag含量为3.0wt%的Sn-Ag-Cu焊料。Sn-Ag-Cu焊料有良好的疲劳特性,并且延伸率也接近于Sn63Pb37。
1.2元器件的选择
当前型号产品实际使用的表面安装元器件中,电阻、电容等片式元件均为国产元件,焊端镀层仍为常规有铅镀层。表面安装集成电路除BGA封装外,大多数己经无铅化。BGA封装的表面安装集成电路主要仍采用有铅焊球,极少部分产品使用了Sn-Ag-Cu无铅合金焊球的无铅BGA。
根据型号产品的实际选用情况,试验用元器件按以下方式选择:
电阻、电容、电感等片式元件选用国产工业级元件,焊端镀层仍为常规有铅镀层。表面安装集成电路主要选择无铅器件,其中BGA封装的器件全部采用Sn-Ag-Cu焊球的无铅器件。
1.3印制板的选择
有铅无铅混装用印制板采用SnPb热风整平工艺,纯无铅工艺用印制板采用ENIG工艺。印制板基材仍使用最常用的FR-4材料。
2.混装焊接工艺分析
2.1印制板可制造性设计措施
按照再流焊接工艺的一般要求,印制板设计考虑了相关制造工艺性因素,主要包括:
(1)结构设计:印制板外形一般采用矩形设计;按照现有设备要求在其四周设置了四个半径4mm的圆形定位孔;印制板对角设置两个直径1 mm的实心圆作为全局光学定位标记,全局定位标记距印制板任一边缘距离大于5 mm;同时在细间距多引线集成电路对角设置局部光学定位标记,在定位标记3倍半径内设置禁止布线层并设置为无阻焊定义,使光学定位标记能够很好的被再流焊接设备识别。
(2)电路设计:印制板最小钻孔孔径/板厚比为7(最小钻头0.3 mm,印制板厚度2.0mm ),过孔最小环宽不小于0.3 mm,满足印制板制造可靠性要求;印制板焊盘图形设计参照GJB3243-1998《电子元器件表面安装要求》和IPC73 51 A-2007《表面安装设计和焊盘图形标准通用要求》规范设计;导线最小间距不小于0.13mm,最小线宽不小于0.13mm;所有直径小于0. 3 mm的过孔均设置为阻焊填充;印制板设计为八层板,双面布置元器件,B面仅设置部分片式电阻、电容,避免二次再流焊时需对元器件做额外固定处理。
2.2焊膏涂覆工序方案
焊膏印刷采用松下SPPG3全自动印刷机。按照试验用印制板制造印刷用漏板。漏板制造主要考虑以下因素:漏板外形尺寸;漏板材料及切割工艺;漏板厚度及开口外形尺寸等。下面针对上述影响因素逐一论述:
(1)漏板制造方案
按照设备要求,漏板尺寸为600mm×550mm,网框型材为30mm×40mm。
漏板制造主要考虑以下因素:漏板厚度、开口尺寸和焊盘尺寸的对比关系、漏板加工工艺等。
漏板材料采用不锈钢,开孔工艺为激光切割加电镀抛光,以得到最好的焊膏释放效果。
试验用印制板采用的最小元件封装为公制1608(英制0603),器件引线最小节距为0.5mm。按照元器件最小引线节距,漏板厚度一般应在0.125mm~0.15mm之间,考虑到试验用印制板同时有少量7343封装的胆电容,为避免该类器件焊膏印刷量偏小,漏板厚度最终定为双面均为0.15mm。
为了提高焊膏印刷效果,对漏板开口尺寸和形状进行了比较分析。最终确定了合适的开口要求,即:片式元件开口两端倒圆角,开口尺寸和焊盘尺寸一致。小外形集成电路开口两端倒圆角,开口尺寸和焊盘尺寸一致。0.5mm节距QFP封装器件,宽度方向0.23mm,长度方向内切0.1mm,外扩0.1mm。
试验用印制板采用了两种BGA器件,一种引线节距为1.27mm,一种为0.8mm。开口尺寸设置不尽相同,引线节距为1.27mm的BGA器件开孔分外三圈、内圈和中心部分,其中外三圈开口圆直径为(0.55×1.27)mm、内圈开口圆直径为(0.5×1.27)mm、中心部分按照焊盘尺寸1:1开孔。引线节距为0.8mm的BGA器件开孔均设置为开口圆直径(0.55×0.8)mm。
(2)焊膏印刷工艺参数设置
焊膏印刷是再流焊接工艺的第一工序,其参数设置直接影响焊膏印刷质量并决定后续焊接质量可靠性。焊膏印刷时决定焊膏印刷质量的工艺参数主要涉及刮刀压力、速度、印制板和漏板分离参数等。
焊膏印刷效果应满足:饱满、覆盖大于75%焊盘面积,无粘连、边缘塌落等缺陷。
经调整试验并观察焊膏印刷效果,最终确定的焊膏印刷工艺参数为:
刮刀压力:0.08Mpa,刮刀速度:20mm/s。印制板和漏板分离采用默认的十级分离,其中前三级的设置修改为:
分离量:0.4mm,分离速度:0.1mm/s,分离加速度:300mm/s2;
分离量:0.1mm,分离速度:0.15mm/s,分离加速度:600mm/s2;
分离量:0.5mm,分离速度:0.15mm/s,分离加速度:600mm/s2。
(3)焊膏点涂工艺参数设置
在型号产品实际生产中,当遇到首件原理样机研制时,如果也采用焊膏印刷工艺会导致成本较高;当有个别器件失效等需要返修时,焊膏印刷工艺无法实施,此时都需要采用焊膏点涂工艺。
由于点胶机所使用的针头针孔较小,所以必需采用专门的膏状焊锡膏。23#针头使用III#和IU#锡膏,点涂0.5mm以上宽度的焊盘;25#针头使用IU#锡膏,点涂0.3mm以上宽度的焊盘。选择的锡膏型号有ALPHA公司生产的III#管状焊锡膏和EFD公司生产IU#管状焊锡膏。
根据不同焊盘和所选用针管及锡膏规格的不同,调整螺旋阀的压力、停留时间和点涂的数量来控制焊盘上点涂的锡量。
2.3元器件贴装工序方案
元器件贴片工序采用松下MPAV2B全自动多功能贴片机和BS390自动贴片机。其中松下MPAV2B全自动多功能贴片机主要用于各种表面安装集成电路的贴装,以其特有的高精度特性确保贴装质量;BS390自动贴片机主要用于片式元件的贴装。
贴片工艺参数没有大的调整,主要是通过数控编程确定贴装精度。同时保证元器件贴装后压入焊膏一定深度,即引线节距大于0.63Smm的元器件,引线压入焊膏的深度应大于引线厚度的50%;对于引线节距不大于0.635mm的元器件,压入深度放宽至引线厚的25%。此要求对后续提高焊接质量较为重要。
2.4再流焊接工序方案
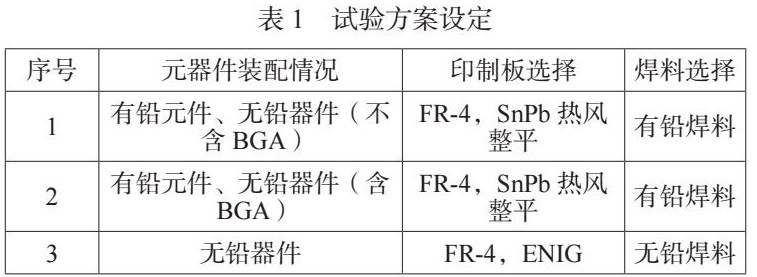
再流焊接工艺方法的确定主要根据元器件和焊料的选择情况分别进行调整。当前电子产品装联工艺中,无论元器件如何选择,焊料主要均为Sn63Pb37有铅焊料。为熟悉和掌握无铅工艺,结合有铅无铅混装工艺,选用无铅焊料进行相关试验。试验主要按照表1所列3种情况开展工作。
针对上述三种装联情况,对再流焊接参数进行调整试验。
第1,2种情况,由于同时使用有铅元器件和无铅元器件,再流焊接时必须一次完成,而有铅元器件最高焊接温度不能超过240℃,无铅元器件最高焊接温度不能超过260℃,故最高焊接温度不能超过240℃。工艺窗口狭窄,温度调整范围有限。当使用了BGA类封装的无铅器件,则不可避免的要遇到有铅无铅焊料混用的可靠性问题。此时必须对再留焊接工艺参数做出调整,才有可能获得较好的焊点质量,同时还要兼顾元器件的耐高温问题和工艺可靠性问题。
当全部使用无铅元器件并采用Sn96.5-Ag3.0-Cu0.5无铅焊料时,再流焊接主要根据Sn96.5-Ag3.0-Cu0.5无铅焊料的特性制定。SAC305焊膏的熔点为217℃,它必须达到近240℃时才能完全进入液态。选用的无铅器件最高耐热温度为260 ℃,可以满足使用要求。由于在再流焊焊接时,在回流段的峰值温度视所用焊膏的不同而不同,一般推荐位焊膏的熔点温度增加20℃~40℃。
结语
综上, 经过几年的发展,电子元器件的无铅化取得了突飞猛进的发展,己经全面满足了终端产品的生产需要。由于无铅化是电子行业发展的最终大趋势,对电子元器件生产厂商来说,原有的有铅生产线大部分一步到位地改造成了无铅生产线,市场上无铅元器件正迅速取代有铅元器件。这又导致市场上尚没有无铅化要求的许多电子产品(如通讯系统类产品,军用产品)面临因无法采购到有铅元器件而不得不选购无铅元器件替代,于是出现了使用有铅焊料焊接无铅元器件的现象。电子产品面临的无铅有铅混装工艺主要是有铅焊料焊接无铅元器件的问题,而且这一比例在今后一个时期将不断上升。
参考文献
[1]吴军. 真空汽相焊接工艺在T/R组件焊接中的应用[J]. 焊接技术,2021,50(02):45-49.
[2]韩立帅,王玉忠. 基于焊接工艺优化的混装BGA焊点孔洞研究[J]. 电子产品可靠性与环境试验,2021,39(04):62-67.
[3]张力文. 混装电路板焊接工艺技术[J]. 内燃机与配件,2021(21):107-108.
[4]邹嘉佳,孙晓伟,程明生. FBGA有铅混装工艺及其可靠性研究[J]. 电子工艺技术,2019,40(02):72-76.
[5]江楚玲,廖华冲. 有铅与无铅元器件混装焊接工艺方法[J]. 现代制造工程,2019(05):118-121.
[6]房玉锋,郭辉. 有铅无铅混装焊接工艺在高铁产品中的应用研究[J]. 电子产品可靠性与环境试验,2018,36(01):60-64.
[7]李龙,冯瑞,赵淑红. 有铅焊膏和无铅BGA混装焊点的可靠性探索[J]. 电子工艺技术,2018,39(02):88-91.

 京公网安备 11011302003690号
京公网安备 11011302003690号


