



- 收藏
- 加入书签

5600KW异步电动机转子加装固定心环
 打开文本图片集
打开文本图片集
【摘要】给水泵电机担负着为整个机组供水的任务,在整个机组运行过程中起着非常重要的作用,如果它在运行中出现问题而停机,将导致整个发电机组的停转。而给水泵电机转子由于结构设计的原因导致转子笼条多处开焊或裂纹则是比较重大的故障,也是此类转子共同存在的缺陷,对这样的转子两端分别加装固定心环则是比较好的解决此问题的方法。
【关键词】给水泵电机;转子笼条开焊;裂纹;改进;转子两端加装固定心环
抚顺辽电运营公司的5600kw电动给水泵电机是由哈尔滨电机厂生产制造的,其功率为5600KW的大型的异步电机,它主要担负着为整个机组供水的任务,在整个机组运行过程中起着非常重要的作用,如果它在运行中出现问题而停机,将导致整个发电机组的停转。故抚顺辽电运营公司每台发电机机组采用小机和电动给水泵电机互为联动备用的形式保证其可靠的运行。但是尽管如此,随着运行时间的延长以及诸多因素的影响,电机不可避免的会出现许多故障。给水泵电机转子由于结构设计的原因(其两端是悬浮状态),导致转子笼条多处开焊或裂纹则是比较重大的故障,为此对转子两端分别加装固定心环则是比较好的解决此问题的方法。
一、问题的发现
在2006年4月对抚顺辽电运营公司#02机组#2给水泵电机进行大修检查,电机解体转子抽出后,发现电机转子有一根笼条一端已经开焊,并从其槽楔内甩出1.5mm,即将发生电机扫膛的严重后果。后经仔细的对电机转子所有笼条的两端进行检查,又发现了转子两端共有45处裂纹,裂纹处都在转子笼条与其两端的短路环焊接处。而且转子笼条在靠近短路环处出现弯曲偏斜现象,有受力而发生扭曲迹象。经查运行日志,发现在#2电动给水泵电机运行时其电流经常出现摆动,其出力也不均匀,这正式由于电机转子笼条开焊造成。
二、问题的分析
(一)鼠笼式电动机转子笼条开焊故障原因分析
1.笼条开焊故障的特征
(1)笼条断裂的断口呈疲劳断口。
(2)笼条断裂的发生与笼条在转子铁心槽内的夹紧程度密切相关,在槽内松动的笼条容易发生断裂。
(3)一台新电动机发生笼条断裂的起始时间与运行启动次数直接相关。启动频繁的,笼条断裂发生的时间就早,启动次数少的笼条断裂发生的时间就晚。笼条断裂故障多发生在电动机启动过程中。笼条断裂多发生在端环(短路环)附近,且与笼条和端环的焊接工艺质量密切相关。有的笼条开焊处检修焊补后,运行不久就再次开焊。
(4)笼条开焊短路故障多发生在负荷重、启动频繁的拖动电机上。电机笼条截面和端环尺寸偏小的电动机容易产生开焊和断裂。
2.笼条断裂应力分析
从上述笼条断裂的特征可以得出电动机笼条的开焊和断裂的原因,主要发生在电动机启动过程中,笼条所受的应力超过了笼条的机械强度。笼条的断裂应力包括静态应力和交变应力两个分量,主要包括:
(1)热应力。在启动过程中,笼条和端环将流过很大的启动电流,其值可达额定电流的5—7倍。由此而产生的损耗可使笼条和端环产生的200—300℃的温度,从而使端环产生相当大的热变形。端环的热变形将使笼条受到一个弯曲应力。据计算,此弯曲应力比笼条所受到的离心力高约6倍。
(2)焊接残余应力。国产电动机转子的焊接多采用手工气焊,焊接温度难以准确控制。由于端环在焊接中局部受热而产生热变形,焊好后因冷却收缩而造成笼条弯曲应力。由于每根笼条在焊接温度上的差异,此应力的分布极不均匀,可能造成很高的局部高应力。而焊接所必须的温度使焊接区域内的端环和笼条受到退火处理,从而使材料的机械强度有所降低。
(3)交变应力。笼条所受到的交变应力有两种,一是启动过程中的电磁力,这是笼条中的启动电流与转子磁场的作用力。笼条受到压向槽底的电磁力以2倍电流频率脉动,若笼条在槽内固定良好,则此脉动力仅表现为对槽内铜条的脉动压力,对笼条外悬部分不产生作用。但如笼条在转子槽内处于悬空状态,则在次脉动力的作用下,笼条将产生振动,在笼条的两个固定端(即笼条与端环的焊接处),将附加一个二倍电流频率的脉动应力。此循环应力的幅值即为笼条的全部机械应力,其交变频率即为电动机的启停次数。由于这种应力交变幅值很大,因此是笼条断裂的主要作用力之一。
3.鼠笼电动机笼条断裂开焊故障原因分析
(1)电动机产品性能差。随着发电机组容量的增长,要求电厂大型化,相应对配套高压电动机的启动性能提出了越来越高的要求。电动机的启动特性要用电动机启动过程中出现的初始启动转矩、最小转矩和最大转矩来表示。要求高启动性电动机的初始转矩倍数在2.0以上,一般电动机最小启动转矩倍数在1.4以上,最大转矩倍数在1.9左右。目前各电厂安装的配套高压电动机启动性能差,启动转矩倍数大多为0.7—0.9,最大转矩倍数大多为1.6—1.8。不能满足厂用辅机高启动转矩和频率启动的要求。这是目前高压电动机笼条断裂开焊的主要原因。
(2)电动机设计结构和制造工艺上的缺陷加剧了电动机笼条频繁断裂开焊。如前所述,国产电动机笼条和端环的尺寸偏小,笼条与槽之间间隙大,笼条在槽内除一些支撑点与铁心接触外,其余部分处于悬空状态。加上电动机笼条与端环的焊接,一般采用手工的气焊,焊接过程中端环受热不均,焊口长短不一,造成局部高温和高应力点,这些点往往成为笼条开焊的源点。
(3)电动机频繁启动,加速了笼条断裂开焊。
(二)抚顺辽电运营公司给水泵电机笼条开焊的原因分析
1.电机的技术数据
型 号: Y800-12-4
额定功率: 5600 KW
额定电压: 6000 V
额定电流: 631.7 A
额定频率: 50 Hz
额定转速: 1493 rad/min
相 数: 3
极 数: 4
定子槽数: 72
转子槽数: 86
2.电机转子结构
此台电机是由哈尔滨电机厂2003年11月制造出厂的,电机是采用深槽式转子,此种转子结构是利用挤流效应原理,用来改善电机的起动性能。转子导条及两端的短路环均是用电阻率较小的紫铜材质,转子两端的短路环用两个护环固定,其材料是不导磁的白钢制成,防止电机运行中短路环受热膨胀后受离心力作用向外甩出。转子铁心采用硅钢片迭装而成,铁心两侧用铁心压板把铁心固定在中间,转子两端的铁心压板与短路环之间有单边14mm通风道,这样整个转子两端的短路环就处在一种悬浮状态,没有支撑点。而铁心及其压板又由转子轴上的6根转子铁心支架支撑,并在支架上用止退块固定住铁心。
3.问题分析
从转子笼条出现多处焊点裂纹和笼条扭曲现象及转子自身结构,初步分析出现此问题的原因有以下两点:
(1)由于电机自投运以来已有6年的时间,紫铜材制的电机转子导条和短路环长时间处在高温发热状态下,使得紫铜材制的导条机械强度下降、变脆,当受到较大转矩时会出现裂纹,甚至折断。
(2)由于电机转子两端短路环处在悬空状态,没有支撑点,在运行中,当其受到的力偶时,两端的短路环将带着转子导条向力的方向偏转或扭转,当其受到的力较大时,就会使两侧短路环发生位移,这样将使转子导条在靠近短路环处出现弯曲,从而引发转子导条与短路环连接处开焊或裂纹,严重时将使转子导条甩出而发生电机扫膛的严重后果。
三、采取的对策
从以上分析,我们认为导致电机转子导条开焊和弯曲的主要原因是由于电机转子两端的短路环处在悬空状态所致,短路环在受到力后没有相应的支撑点。因此我们进行了调查和研究,为了消除短路环的悬空状态,我们把所有导条开焊及裂纹处补焊上后,采取在转子两端分别加装固定中心环措施,让所加心环外径与短路环的内径相配合,心环的内径与铁心压板相配合,这样当短路环再受到力的作用而出现移位倾向时,我们所加的心环将阻止其移动,使短路环处在一个固定状态,受任何外力时转子导条均不会发生偏转位移。
(一)心环材质的选取
由于我们所加心环的位置处在转子导条里侧,不处在与电机定转子共同铰链的气隙磁通的磁路上,将不影响原来的气隙磁通路径及其励磁磁通的性质,亦即不影响定转子之间功率的传递。所加心环的位置只处在转子漏磁通的磁路上,交变的磁通致使心环发热而消耗一定能量(相当于增加了转子的铁心损耗),但是当电机额定运行时转子产生的磁通频率相对与转子来说只有1-3Hz,且漏磁通量又很小,故心环消耗能量很小,可以不计。所以心环选用普通钢材即可,而不降低电机原有效率。
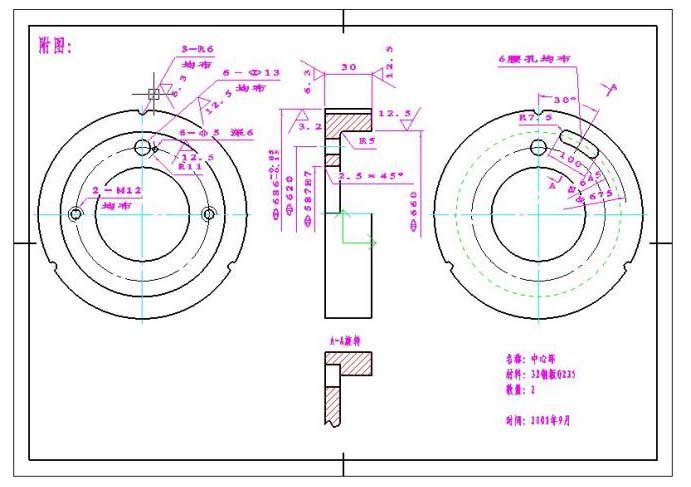
(二)心环尺寸(见附图)及其具体安装位置
考虑到电机正常运行时短路环发热而膨胀的情况,且紫铜的膨胀系数较大,在心环外径与短路环内径之间采用0.10mm-0.20mm的间隙配合,留出了短路环膨胀的空间。转子两端铁心压板都轴向车进10mm深,使其所加心环的内径可以套在压板上,它们之间也采用间隙配合,有利于装配。
(三)短路环冷却风路问题
再加装心环后,为了不影响原来的短路环冷却的风路,在所加心环上均布铣了6个通风腰孔,使其可以通风冷却短路环。
(四)心环固定问题
为了使加装的心环再受高速旋转的离心力而不致甩出,在心环上加工了6个M12的螺丝孔,用螺栓将心环固定在转子铁心压板上,螺栓用锁片锁住,以便防止在额定转速时将心环甩出。
(五)其他
在对转子径向支撑的同时,为防止短路环径向扭转问题,在心环与短路环圆周配合处上对称加工了三个销眼(Φ12,深30mm),并插入圆柱钢销(Φ12×30),在心环侧把圆柱销钉焊在心环上,防止销钉受离心力甩出。这样又解决了短路环径向扭曲的问题。另外,为了以后取下所加心环方便,在心环上对称加工了两个顶丝孔,以便于拆装。
四、结束语
自抚顺辽电运营公司#02机#2给水泵电机运行以来,效果比较良好,达到了我们预期的目的。此项成果,对于此类转子的异步电机有很大的推广应用价值。
【参考文献】
[1]杨建平,郭军,任永宁,严正,张学诚,张健,张佩良,张信林.《火力发电厂焊接技术规程》.JB/T 3223 焊接材料质量管理规程.
[2]李维特,黄保海,毕忠波.热应力理论分析及应用.中国电力出版社,2004—06.
[3]谢利宗.电动机与电气设备[M].北京:中国水利水电出版社,1982.
[4]徐济进,陈立功,倪纯珍.机械工程报,2009-09.
【作者简介】
黄贵勇(1970.09~)性别:男,毕业学校:东北大学,现任职务:抚顺,电运营公司发电班班长,技术职称:高级工。

 京公网安备 11011302003690号
京公网安备 11011302003690号


