



- 收藏
- 加入书签

基于绿色制造的加工参数优化研究
 打开文本图片集
打开文本图片集
摘要:目前,我国各个行业的发展都离不开机械加工和制造业。而且,加工制造业本身也成为我国当前的支柱行业,其发展非常快,这就直接造成了其在制造的生产环节上耗费巨大资源。当大量资源被耗尽时,将会对环境形成重大的负面影响,不利可持续发展。数控铣削能够有效提升数控加工精密度,切削参数作为影响数控铣削精准性的主要参数,其对数控铣削工作质量及其能源消耗具有相关性。本文主要研究基于绿色制造的加工参数优化,研讨切削参数的选择与优化需要构建数学模型,根据目标函数与约束条件,结合数控铣削运行情况对参数进行选择,以此致力于数控铣削生产效率的提升。
关键词:数控铣削;切削参数;参数优化;绿色制造
长期以来,加工制造行业存在一个被忽视的难题,即加工活动中的节能降耗难题。由于设备加工制造的机器能耗,总是远远小于热力设备和大型冷加工装置。在加工过程的准备阶段中,人们往往只从加工产品的质量关心产品的可加工性和加工工艺,而忽视了在产品加工过程中的能耗。在企业的工艺流程设计时,应当优先充分考虑技术的合理性与可行性。在此情况下,要兼顾各种加工设备之间的平衡。因此,应根据不同的设备进行各种工序间的容量平衡,选择最优工艺方法。另外,在工艺实施过程中,生产人员也应及时调整工艺流程中的机械设备,以暂时平衡设备负荷[1]。在这一连串的“平衡”和“调整”过程中,极少有人将节能降耗作为工艺设计的主要考虑因素,这必然导致能源的极大浪费。
1.基于绿色制造的数控铣削加工影响因素
1.1设备的不同造成能耗的差异
一般来说,如果不同产品的生产工序与工艺一致,选择不同的设备可以达到满意的效果,但它们的能耗存在很大差距。例如,工厂中有一台设备具有标准化制造标准。与新工艺相比,旧工艺不仅在功率上没有优势,而且在能耗上存在很大问题。由此可见。通过设备的更新和调整,能耗问题得到了有效改善,工艺精度仍处于高端标准。显然,这种已更新设备来降低机械加工过程工艺能耗的方法是可行的。
1.2同类设备型号不同能耗不同
通常,同一工厂中有不同型号的同一类型设备。例如,一些特殊类型,如端铣X53T和6h12。针对某些特殊工件,其生产没有严格要求。一般来说,这些较小的工件只能在上述两类机器上加工生产。实际制造中需要整体制造流程加以协调与配合,如把小型工件布置到较大装置上制造,或同时采用大小型设备进行生产。尽管达到了协同制造的生产目标,却容易导致设备旋转过程的能耗损失。从上述两类装置的具体分析出发,前者的效率与能量应该大大超过后者。因此,在选择设备时,尽量避免使用大型设备,以尽量减少整体能耗。但是,在大规模生产的情况下,仍然需要统一部署和调整,以满足生产效率的具体需要,并确保大小设备之间的科学合作,从而避免过度消耗和减少设备。
2.案例研究
2.1 案例详情
以典型曲面零件鼠标为例,应用CAD/CAM软件对其进行加工仿真并进行机床加工,如图(图1)所示。
2.2 工艺参数优化
2.2.1数控铣削切削用量
数控铣削作为数控铣加工生产的重要环节,铣削加工属于机械制造加工的基础,也是保障机械产品质量的关键。数控铣削需要对数控加工技术、工艺、参数进行控制,以确保产品生产质量。数控切削参数主要以铣削用量为主,决定着机械生产质量与效率,是决定数控铣削加工工艺质量的重要参数。数控铣削切削用量主要与铣削速度、进给量、背吃刀量、侧吃刀量要素具有相关性。
从铣削速度来讲,铣削速度是指切削加工过程中铣刀最大直径处切削刃的瞬时变化速度。铣刀铣削速度:Vc=πdn/1000(m/min)其中d为刀具外径、n为刀具转速。
从进给量来讲,铣削进给包含每齿进给量、每转进给量、进给速度,每齿进给量是铣刀在经过齿时铣刀在进给运动方向上相对于工件的位移量;每转进给量是刀具在经过转时,铣刀在进给运动方向上相对于工件的位移量;进给速度是铣刀每转1min,工件与铣刀沿进给方向的相对位移量。铣刀进给速度:Vf=znFz(mm/s)Fz是每个刃的进给速度、z为铣刀刃数、n为铣刀转速。
背吃刀量是每次刀具切削工件的深度,是平行于铣刀轴线方向测量的切削层尺寸。一般来讲粗铣背吃刀量在3mm左右,精铣时为0.3mm-1mm。侧吃刀量是垂直于铣刀轴线方向测量的切削层尺寸。
2.2.2切削用量的选择
切削用量影响因素为背吃刀量下的切削深度、刀具转速与进给量。从切削深度来讲,机床、工件、刀具刚度为影响切削用量的主要因素,为确保切削用量的最优,需要在刀具刚度允许的情况系不断加大背吃刀量,减小进给量。从刀具转速来讲,刀具的使用寿命严重影响着切削用量,为提升刀具使用寿命,需要根据切削速度与刀具直径对刀具进行选择。从进给量来讲,零件加工精度、表面粗糙度、刀具与工件均对切削用量存在影响,要以切削力限制与刀具承受能力为选择原则,以此确保切削用量选择的科学性与精密性[2]。
在对切削用量进行选择的过程中,切削参数要根据机床使用规定与要求、刀具寿命等进行选择,同时也要结合实际数控铣床的切削经验,以此保障切削用量选择的最优化。
切削用量的优化设计可通过构建数学模型实现,通过数学模型的构建,选择合适的优化算法,以对数学模型进行求解,对目标函数最优值进行计算。另外也可将数学模型转化为数学模式,设计变量与参数,确定目标函数与约束条件,对目标函数进行设置,以求导设计变量与优化指标之间的函数关系。
2.3数控铣削切削参数优化过程
2.3.1基于神经网络的遗传算法
BP神经网络作为人工神经网络在当下行业中的应用十分广泛,且此类算法相对简单。将神经网络与遗传算法进行结合,通过实验样本数据利用BP神经网络对加工铣削参数与加工精度和时间之间的关系函数进行表达,函数计算能够利用神经网络进行预测。在对遗传算法进行优化计算的过程中,可利用极值寻优的方式,同时配合变异、选择、交叉等方式,以满足函数最优值以及输入值的寻找,实现对切削参数的确定。
2.3.2神经网络训练拟合
通过切削参数以及参数应用后加工零件所产生的精度与表面粗糙度数据的选择,将相关数据引入至加工工件数据模型中,对数据进行运算,运算结果表明,数据数值的级别具有差异性。在BP网络训练中,需要大量的数据进行运算,以保障运算数据的充分,有效降低预测值与期望值之间的误差率。在得出数值后,可通过测试网络数据对数值的科学性进行判断,以此实现规划处理。
2.3.3多目标优化问题的遗传算法
通过MATLAB中的遗传算法工具箱,对矩阵函数进行静思园。使用满足遗传算法的工具,将其写成命令的行函数,按照实际需求编写MATLAB程序。按照模式优化的目标函数与约束条件,对优化函数的最优值进行计算与获取。在明确适应度函数与约束文件后,可直接启动优化工具箱,以对切削参数进行优化。以此实现对数控铣削切削参数的选择与优化,此类计算模式具有较强的专业性,能够结合数控铣实际情况对切削参数进行计算。
2.4 优化结果
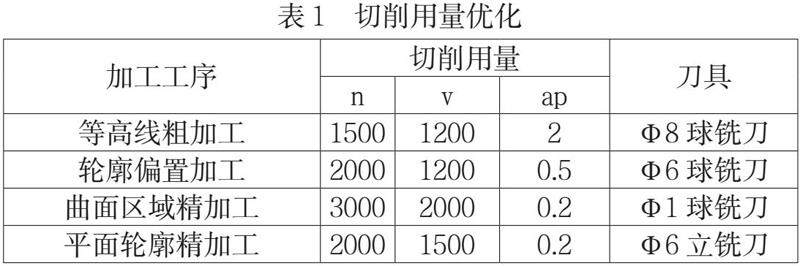
该零件材料为硬铝,在VMC850数控机床进行加工,其切削用量进行分别可以选择如表1所示。
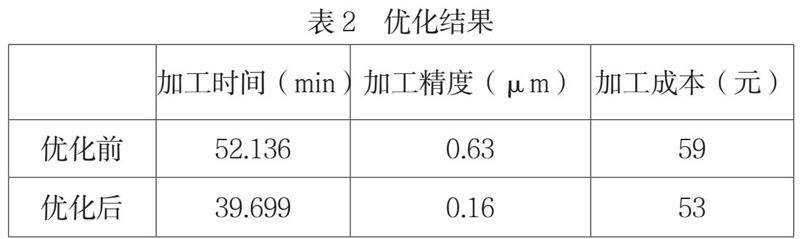
根据切削参数优化模型,分别对各工艺参数进行优化,其优化结果如表2所示。
2.5 优化效益
通过优化前后数据比较,鼠标加工四道工序总加工时间缩短12.437min,加工成本减少6元,表面粗糙度提高至0.16,加工质量和效率整体上得到了提高。
3.基于绿色制造的加工参数优化
3.1使用合适的工装可以起到节能降耗的作用
在机械加工中,技术人员应充分发挥主观能动性。开发和改造传统流程中的缺陷,探索新的流程和工具。选用正确的工装对于减少制造能耗、提升制造质量有着很大意义。在制造流程上,一般可以使用传统技术和工装来生产,这样能够有效减少消耗。当加工生产钢梁时,必须在钢梁拼装上钻一个大孔,并在孔下规划一个平面,平面度不超过千分之一[3]。传统的加工工艺要求先在铣床上铣削长孔,然后在龙门刨床上刨平平面。技术人员改变了传统工艺,使用了工装夹具,因此加工零件不需要在刨床上铣削,而平面是在铣床上完成的。合理使用工装可以节省加工时间和工序,并大大降低能耗。
3.2合理调整工艺路线可使能耗降低
许多加工企业都严格地依据工艺技术规范,实施加工工艺路线与程序。随着加工设备的不断更新与发展,中国传统的加工工艺路线与方式也将与时俱进精神,并不断更新,以跟上机械设备的进步。如果部件采用传统工艺路线,则可能需要多个机械设备。如今,随着许多综合设备的生产,只需将毛坯放入加工中心,并根据需要设置相应的程序,即可完成整个加工过程,降低能耗。
3.3批量加工生产
对于中小型机械加工企业来说,单个的小规模生产机械零部件,会产生巨大的能源消耗。在这种制造模式下,企业加工生产产品时,员工必须逐个加工单一产品,而不能成组生产产品或形成工艺线,必将导致能量浪费。但如果企业将生产相同零部件的流程集中或小批量生产成单一产品,不但可减少生产能耗,同时也能够大幅度提高产品制造效能[4]。
3.4材料定额节能降耗
在控制材料定额、节能降耗方面,切割粗料时,必须选择较低的方式,如降低切割速度;在精密切削过程中,应控制好深度和进给速度,有必要加快切割速度。此外,在制定加工时间配额的过程中,有必要选择中等剂量来计算材料;在切割高硬度和复杂形状的材料时,应选择较低的切割参数,以确保节能降耗。目前,在材料加工过程中,许多加工单位的金属产品型号的材料定额是基于标准平均供应长度(7.5米),但在实践中,进料长度是9米,这使得材料长度和水头在加工过程中变小。因此,配额标准将大于实际消耗量,并将产生材料浪费。因此,在实践中,为了控制此类问题,我们需要平衡原辅材料,合理加强材料使用的核算,计算定额数量,并确保材料在加工过程中得到有效节约,从而减少资本支出[5]。同时,在把控价格定额、节能降耗时,要限制使用塑料和板材厚度。在物料的流程上,企业需要改善传统的分割方式,避免解决作业难度和分割速度慢的难题,这对于达到生产节能降耗的要求产生了重要的作用。
4.结束语
综上所述,在我们的机械加工行业中,在具体工艺流程的实施中,有许多与节能降耗(包括材料节约)相关的因素。在实际工作中,除了保证产品质量和生产周期外,还应从工艺设计、合理选择设备和工装、工序准备、调整设备和工艺、安排生产批次等方面入手,把节能降耗作为每一个工作环节的重要因素进行考虑。对数控铣削切削参数进行选择与优化能够不断提升数控铣床生产加工精度与效率,对满足加工生产技术要求具有重要价值。现阶段数控铣削切削参数不利于生产效率的提升,同时影响着成本控制工作质量,基于此有必要结合铣削参数数学模型,对参数优化值进行计算,从而不断提升数控铣削加工效率。
参考文献:
[1]贾广辉,常浩,张昊.45CrNiSiMnMoVA钢钻削轴向力加工参数优化及响应面法预测[J/OL].机械设计与制造:1-5[2023-02-13].
[2]武煜航. 面向绿色制造的数控加工工艺参数多目标优化研究[D].武汉科技大学,2022.
[3]潘建新.基于绿色制造的加工参数优化研究[J].机电工程,2019,36(07):669-674.
[4]符亚辉. 面向绿色高效制造的铣削加工工艺参数多目标优化[D].湖南科技大学,2017.
[5]张国祥,吉卫喜,王煜.面向绿色高效制造的数控加工参数优化研究[J].机械设计与研究,2016,32(05):123-127.

 京公网安备 11011302003690号
京公网安备 11011302003690号


