



- 收藏
- 加入书签

射线检测双壁单影和垂直透照相结合判断缺陷方法的应用
 打开文本图片集
打开文本图片集
摘要:本文论述在摇臂项目中,连接管与铸件的焊接焊缝射线检测过程中,采用双壁单影和垂直透照相结合的透照布置判断缺陷的方法,辨别影像真伪,从而准确判断缺陷。
关键词透照布置双壁单影垂直透照
1射线检测的基本知识
射线在穿透物质过程中会与物质发生相互作用,因吸收和散射使其强度减弱。强度衰减程度取决于物质的衰减系数和射线在物质中穿越的厚度。如果被透照物体(试件)的局部有缺陷,且构成缺陷的衰减系数又不同于试件,该局部区域的透过射线强度就会与周围产生差异。
ΔI/I=- ((μ-μ’)ΔT)/ (1+n) 这个公式就是射线检测基本原理的关系式,ΔI/I称为物体对比度。(I射线强度 ΔI是射线强度增量,μ是物质 线衰减系数 ,μ’是缺陷线衰减系数,ΔT是射线照射方向上的厚度差,n是散射比),只要缺陷在透射方向上具有一定的尺寸、其衰减系数与物体的线衰减系数具有一定差别,并且散射比控制在一定范围,我们就能够获得由于缺陷存在而产生的对比度差异,从而发现缺陷。
2摇臂透照工艺的选择
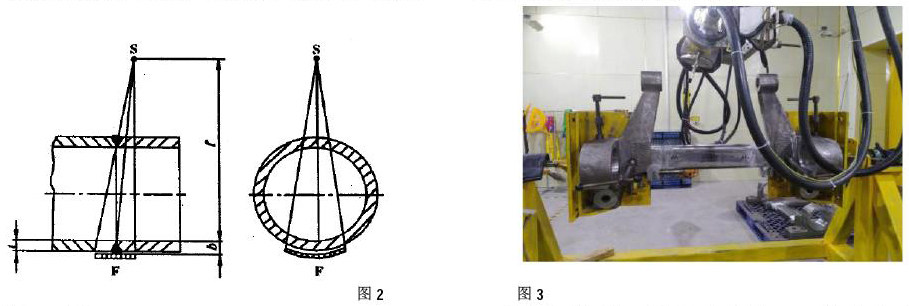
摇臂为箱体结构,需要射线检测的焊缝是连接管和铸件连接处焊缝。射线检测标准为ISO17636-1。我们参考标准ISO17636-1:2013第7.1.8双壁单影法中(图13)曲面工件双壁单影透照布置,如图2所示。制订了摇臂的透照布置图,见图3,经过计算和试验,我们确定透照倾斜角度为20°,并制订了相应的透照参数。根据此透照工艺进行透照得到的底片符合底片质量要求,能够达到检测标准要求。
3问题的发现和解决
摇臂经过射线检测后,合格的工件进入下道工序,不合格的工件需要进行焊接修补后重新进行射线检测,合格后才能进入下道工序。在此过程中发现有的工件焊修后底片上的缺陷影像消失,有的却依然存在。
通过对焊接修补过程的跟踪,在打磨过程中未发现有缺陷痕迹。根据底片上的此类影像显示和双壁单影透照布置的特点以及焊缝底部特征进行分析:
①焊缝坡口类型为V型,TIG打底的全熔透焊缝,焊缝上下表面都有余高,通过内窥镜观察,在打底焊热影响区处有焊接飞溅,表面有机械损伤。
②透照布置方式为双壁单影,并且倾斜20°入射,表面一些浅的机械损伤(如划痕),由于入射角度的问题导致厚度差发生变化,可能会在底片上产生类似缺陷的影像。
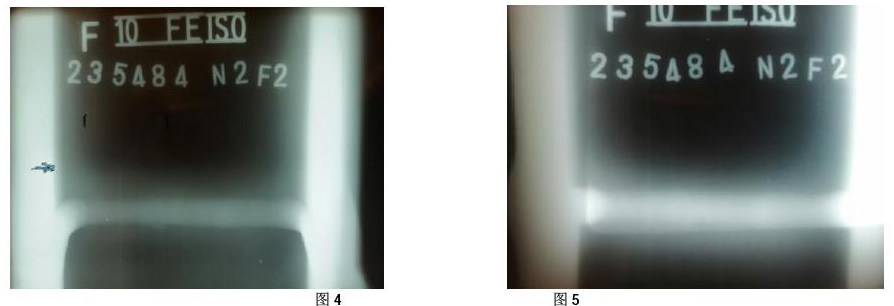
我们选用垂直透照的布置(因为垂直透照容易发现根部的根部裂纹、根部未熔合和未焊透等面状类型的缺陷)对出现疑似缺陷的部位(图4)重新透照。通过观片灯进行观察,在底片相同位置上没有发现原来的疑似缺陷影像(图5)。我们判断此影像为伪缺陷。判定该部位射线检测合格,无需再进行返修处理。如果底片上的疑似影像仍然存在,则认为此影像为缺陷影像,需进行返修处理。
4结语
利用此方法,减少了对射线底片影像误判的几率,减少因返修造成劳动成本浪费。能够对底片上缺陷影像进行准确定性分析,检测结论可靠性强,对产品焊接质量提供有利的保障。进一步验证了此方法在箱体结构焊缝上的可行性。
参考文献
1. 强天鹏主编 射线检测/第2版 中国劳动社会保障出版社 2007
2. ISO17636-1:2013 焊缝的无损检测X和伽马胶片技术

 京公网安备 11011302003690号
京公网安备 11011302003690号


