



- 收藏
- 加入书签

PC工厂长线台模生产线设计及成套装备开发
 打开文本图片集
打开文本图片集
摘要:固定台模生产线作为PC工厂的重要组成部分,主要用来生产异形构件,但由于台模利用率低、生产装备落后、养护周期长等问题,普遍生产效率不高,设计一种长线台模及其成套装备开发,提升台模及场地利用率,并通过自动化的生产装备提升生产效率,其中装备包括轻量化长线台模、转运布料机、长线台模养护系统、长线台模自动伸缩养护棚等。
关键词:PC工厂长线台模生产线自动伸缩养护棚养护系统转运布料机轻量化
中图分类号:TG757文献标识码:A 文章编号:
1研究背景
21世纪以来,随着“装配式建筑”和“住宅工业化”的兴起,我国混凝土预制件,即PC(Precast Concrete)构件开始快速发展,各地建造了一大批PC工厂。同时,国内一些PC工厂全套解决方案的设备供应商也逐渐成熟起来,他们主要借鉴国外企业Ebawe、Vollert、Elematic和Sommer等产品的基础上,能够提供PC工厂全套解决方案。但是,由于国内外的建筑体系的差异,使得国内PC工厂的自动化程度落后于国外发达国家,特别固定台模生产线(简称固定线)。
目前,PC工厂预制构件生产线一般包括流水线、固定线,流水线主要用于生产叠合楼板、墙板等构件,固定线用来生产楼梯、飘窗、阳台、梁和柱等异形构件,它们各具特色,同时也优劣并存。
流水线,就是将预制构件的全过程生产工艺拆分,形成一个个独立的生产工位,大部分工位均由专用的生产设备完成(如布料机、振动台、养护窑、堆垛机、横移车、鱼雷罐及混凝土输送轨道等),具有生产自动化程度高、连续性好、节奏快、效率高等优点,但同时也存在产线投资大、生产构件种类单一(主要以生产叠合板或墙板为主)、产能受养护窑仓位数量及堆垛机效率影响而形成生产瓶颈问题。
固定线一般采用单个台模独立放置的方式,台模之间留有一定间隙,每个台模的利用率(构件面积占台模总面积的比率)较低,同时,固定线的生产设备也更为落后,主要以人工作业为主,如采用叉车运输混凝土、行车吊运提斗进行布料、自然养护(2天脱模),人工消耗大、效率低、构件成本居高不下,不符合“住宅工业化”的发展理念和趋势。
针对上述问题,本文研究并对比目前PC工厂流水线、固定线的设计与生产情况,然后根据国内装配式建筑的构件种类,设计了一种由若干单独的台模无缝拼接在一起,形成长线固定台模生产线,以下简称长线台模生产线。同时,根据长线台模生产线的特征,研究并设计出了成套的生产装备,其中包含混凝土转运及布料一体机(简称转运布料机)、长线台模自动伸缩养护棚、长线台模自动养护系统。从而获得一条可生产各种类型构件,具有高度柔性的长线台模生产线,大幅提升了台模利用率和生产线自动化程度,有助于PC工厂自动化、少人化的发展,同时实现了产能大幅提升。
2长线台模生产线设计
2.1生产线总体设计
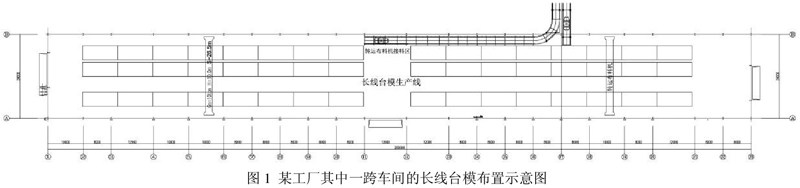
长线台模生产线是由若干单独的台模无缝拼接而成,单个独立的台模称之为长线台模标准节(简称标准节),根据目前国内的预制构件设计尺寸,标准节的设计主要有两者规格,分别为4m×10m和3.5m×10m,当前根据国内构件尺寸一般选用3.5m×10标准节较为适宜。每个标准节的拼接处按照特定的焊接工艺焊接,以防止严重的焊接变形,然后须对焊缝进行打磨抛光处理(目的是确保接缝处构件表面质量良好),同时,每个标准节均采用可调式的地脚螺栓支撑,便于调整标高,确保整条长线的平面度(要求任意3m范围内的平面度≤2mm),每条长线台模生产线的总长度根据车间的实际占地确定,如下图1,为某工厂一跨24m×200m的车间,共设置了3条长线台模生产线。
2.2长线台模轻量化设计研究
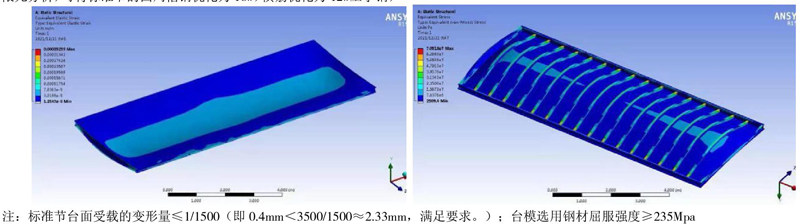
为降低长线台模制造成本,本研究对比了此前常用的固定台模,对标准节进行了轻量化设计,如此前常用的3.5m×10m固定台模面板采用10mm厚的钢板,四周采用28#槽钢,横筋采用18#工字钢,总重量约5450kg。通过有限元分析,可将标准节的四周槽钢优化为18#,横筋优化为12#工字钢,总重量约4000kg,相比之前一个标准节减重1450kg。
标准节台面受载变形量有限元分析:标准节两侧粱底板进行水平支撑,台模面按均布300mm厚的墙板计算,最大变形量为0.4mm; 最大应力为70.5Mpa,结果满足设计要求。
2.3混凝土转运布料机研究与设计
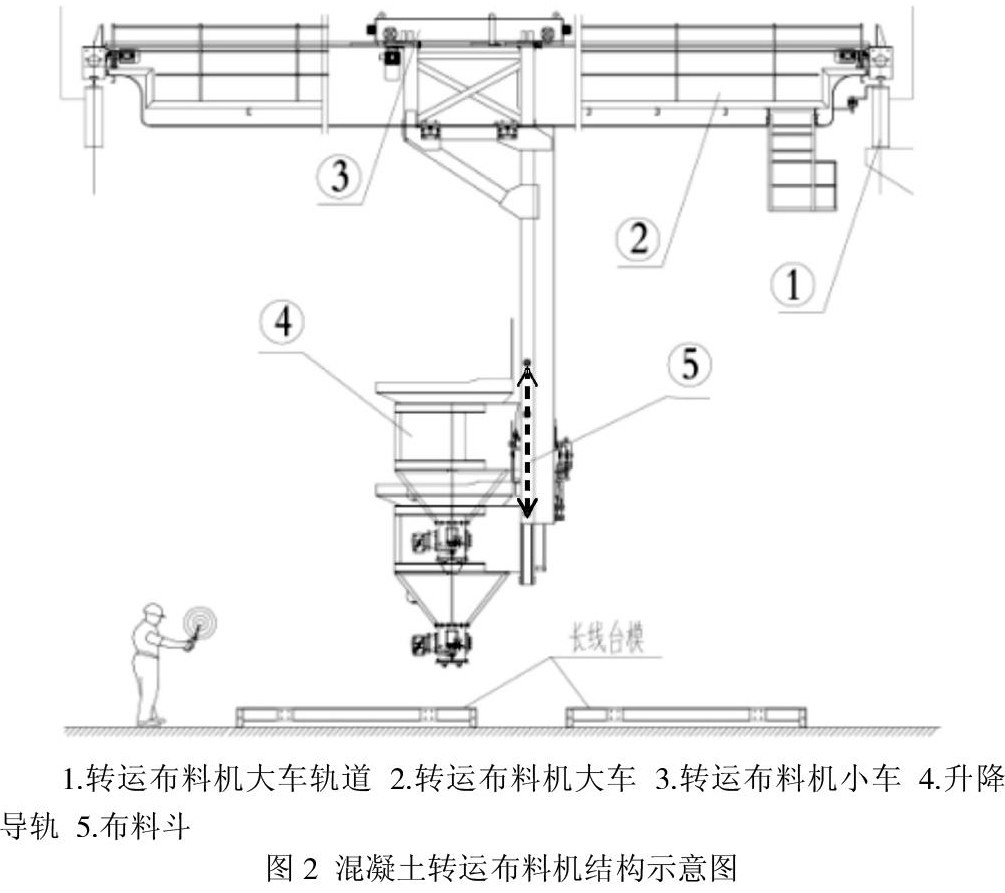
此前,固定台模生产线主要用于生产楼梯、飘窗、阳台、粱和柱等异形构件,常见的布料方式为人工辅助行车吊挂提斗进行布料,需要的人员多,效率低。为了适应所有种类的构件布料,同时提高布料效率,开发设计了一种能够覆盖整个厂房布料的混凝土转运布料机,其结构主要由转运布料机大车轨道(如行车轨道),转运布料机大车、转运布料机小车、升降导轨和布料斗等组成,满足X、Y、Z三轴运动,可以对整个长线台模作业范围进行全覆盖,同时料斗可通过升降导轨进行布料高度调节,以适应不同高度的构件布料,并可以同时程序控制,自动与鱼雷罐混凝土输送系统对接,实现混凝土转运及布料功能,操控方式分全自动模式和人工遥控模式两种,另外,该转运布料机的下料方式还可分为摊铺式下料和螺旋式下料两种形式,以及根据生产构件尺寸设计下料口个数和宽度。较好的解决了混凝土输送及布料问题。如下图2:
2.4长线台模养护系统设计
混凝土养护工艺可以分为标准养护、自然养护和快速养护[1]。目前固定线普遍以自然养护为主,至少要两天才能脱模,也就是生产节拍至少是两天。为了提高效率,行业采取了两种做法:第一种方法是往台模下通入蒸汽或热水进行加热,另一种方法在台模上方盖上蓬布,往里插入蒸汽管进行加热。前者构件通过台模受热,构件底面先受热,传热较慢且不均匀,只适合于薄板类;后者由于蒸汽量和养护时间难以控制,容易造成构件上表面起皮脱落,影响外观质量甚至构件质量。
鉴于上述两种方法的优缺点,本研究在第二种方法的基础上进行了改进[2],在台模上方搭建可自动伸缩的养护棚,养护棚内部空间高度根据现有最大构件高度设计,须覆盖构件和充分传热,同时增加测温和温控装置,控制养护温度和养护时间。
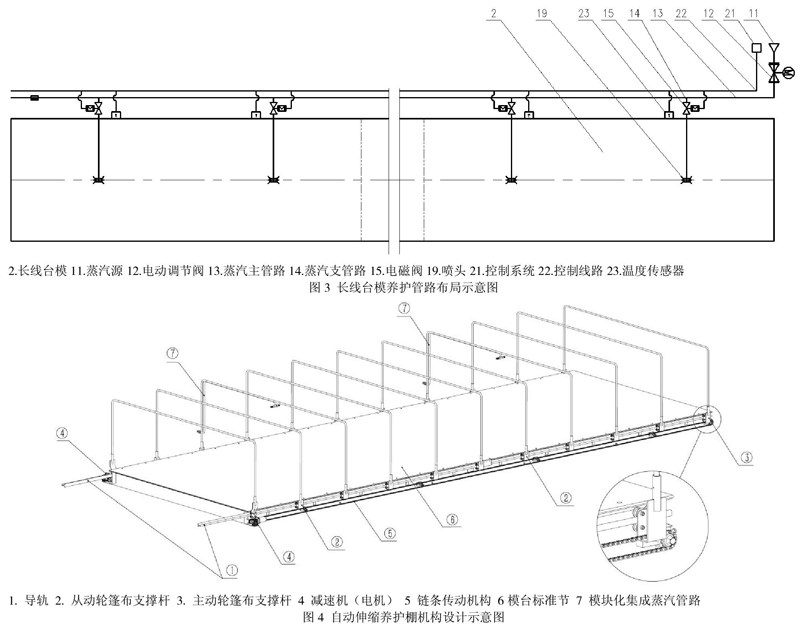
养护系统的方案示意图如图3所示,该长线台模供汽管路采用总线形式布置,简洁方便,在蒸汽主管路上分出一些蒸汽支管路,一般单个标准节的长度为10~12 m,每个台模设计有两条蒸汽支管路,居中布置,互相间隔5~6 m,便于以标准节为单位,独立生产和养护。在长线台模的边缘处设置有温度传感器,用来检测养护温度,然后通过控制蒸汽支管路上的电磁阀,关闭或打开该区域的蒸汽供给。为便于操作,以及提高系统的智能化,可根据经验值在控制程序中设定相关参数,根据不同类型构件的养护需求随时切换,实现养护系统自动控制和手动控制两种模式。
2.5长线台模自动伸缩养护棚研究设计
本研究,采用的养护方式为台模上方盖篷布,然后通蒸汽的养护方式,在此前固定线一般采用人工盖篷布的方式,操作不便,劳动强度较大,耗时耗力。
针对上述问题,本研究设计了一种以单个标准节为一养护单元的自动伸缩养护棚,并且其还可以沿长线台模整体移动,让整条长线台模无作业死角。该自动伸缩养护棚主要由,标准节两侧导轨、带滚轮的篷布支撑杆、PVC蓬罩和伸缩驱动机构等组成,其中驱动机构采用的方式为通过减速机带动链条传动的方式,由电机正反转切换实现蓬罩的伸缩。
具体结构设计如图4所示(为了清楚的展示结构,本图未绘制蓬罩),在每一个标准节两侧分别设计了一条轨道,在轨道的上方安装了若干个带滚轮的篷布支撑杆,其中最右端的一根为主动轮,其余支撑杆均为从动,主动轮与链条绑定,通过电机的正转与反转的切换,链条牵动或推动主动轮实现篷布的伸缩,同时该伸缩棚通过结构设计既能定位伸缩,也可以收拢后整体移动,可自由调整,随时腾出作业区域。另外在这些支撑杆当中按一定间距集成了蒸汽管路及喷头,确保蒸汽喷洒均匀。
4经济效益对比
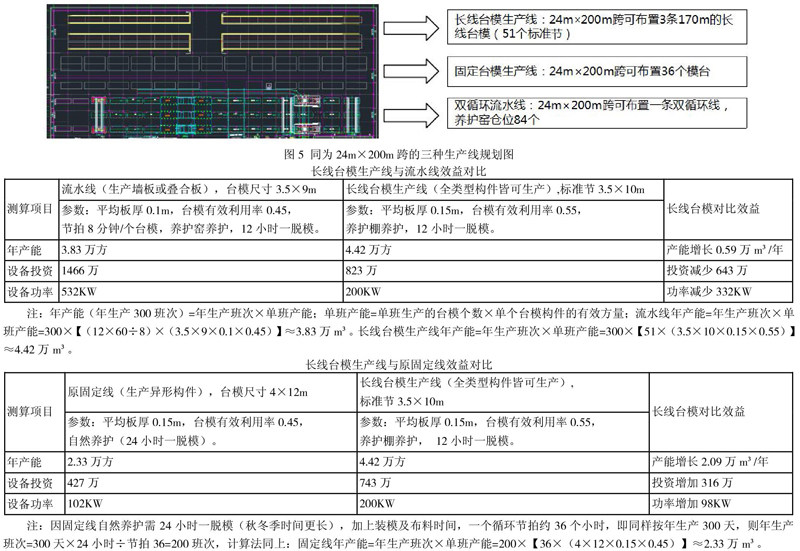
为证明长线台模生产线的高效性和经济适用性,本研究对筑友集团旗下某PC工厂(如图5)的长线台模生产线与流水线和固定线分别进行了系统的效益对比,对比结果如下:
注:年产能(年生产300班次)=年生产班次×单班产能; 单班产能=单班生产的台模个数×单个台模构件的有效方量; 流水线年产能=年生产班次×单班产能=300×【(12×60÷8)×(3.5×9×0.1×0.45)】≈3.83万m³。 长线台模生产线年产能=年生产班次×单班产能=300×【51×(3.5×10×0.15×0.55)】≈4.42万m³。
注:因固定线自然养护需24小时一脱模(秋冬季时间更长),加上装模及布料时间,一个循环节拍约36个小时,即同样按年生产300天,则年生产班次=300天×24小时÷节拍36=200班次,计算法同上: 固定线年产能=年生产班次×单班产能=200×【36×(4×12×0.15×0.45)】≈2.33万m³。
5结束语
长线台模生产线及其成套装备现场生产照片
该长线台模生产线及其成套装备(如上图所示),经过理论分析与实际应用验证,该长线台模生产线相比流水线或固定线均具有明显的优势,目前该研究已申请专利10余项。
相比流水线,主要表现在相同的场地面积下,长线台模生产线的投资成本低,能耗少,年产能更大。
相比固定线,台模有效利用率大幅增加,转运布料机和自动伸缩养护棚及其养护系统的使用,生产节拍缩短至12小时内(12小时一脱模),即生产效率(产能)提高近1倍,同时大幅降低了工人劳动强度,构件的质量也得到了保证。
该研究为今后PC工厂的规划设计和长线台模生产线的设计提供了参考方案。
参考文献:
[1] 庞强特.混凝土制品工艺学[M].武汉:武汉工业大学出版社,1990.
[2] 孙华平,徐晓青,刘益.长线台模养护系统的设计及应用[J]. 工程机械:2021,(9).111-115.

 京公网安备 11011302003690号
京公网安备 11011302003690号


