



- 收藏
- 加入书签

基于和利时MACS6集散控制系统PID功能块输出限制功能的组态升级与应用
 打开文本图片集
打开文本图片集
摘要:和利时 MACS 6系列集散控制系统是大型分布式控制系统,该系统采用了全冗余,多重隔离等可靠性技术。在实际应用中,MACS 6.5.4以下版本PID、MAN等算法功能块输出限制功能较为单一,无法满足工艺生产操作要求。本文主要针对这一问题进行详细介绍,和利时 MACS 6.5.4以下版本软件中功能块输出限制功能的组态升级与应用。
关键词:集散控制系统;软限位;功能块输出限制;和利时MACS系统
集散控制系统在流程工业及火电工业应用广泛,杭州和利时公司MACS-K大型分布式控制系统采用了全冗余,多重隔离等可靠性技术,吸收了安全系统的设计理念,改进、完善了组态软件的友好性和易用性,降低了入门难度,提高了用户组态的效率,提升了用户的舒适感。组态软件MACSV6具有强大而多样的功能,包括:数据采集、控制调节、报警、趋势、总貌图、模拟流程图、数据一览、日志管理、表格管理、事件顺序记录、报表和数据统计、显示管理、人机对话、打印管理、系统故障诊断及故障监视、系统组态、操作员在线参数设定、存档数据的离线查询、控制分组、控制回路等。
和利时MACS 6系列集散控制系统组态软件中,常用到两种功能块,分别是MAN 功能块和PID 功能块。MAN 功能块简单来说就是进行模拟量输出的功能模块,它支持手动给定的模拟量输出、接受其他控制模块传来的模拟量并输出(自动输出)和跟踪一个特定的模拟量并输出(跟踪输出);MAN 模块具有一个输入信号和一个输出信号,输入信号是来自 AI 模块的输出或者中间模拟量测点,它的输出一般是被送到 AO 模块的输入端。PID 功能块提供最通用的比例-积分-微分控制功能,它是在设定值与过程值的偏差基础上执行的比例-积分-微分运算算法的控制功能块。PID 模块是普通单回路控制器模块,用来作为一个输入和一个输出的简单回路的 PID 控制功能。PID模块的输入信号是来自 AI 模块的输出或者中间模拟量测点,它的输出一般是被送到 AO 模块的输入端。
这两种功能块在实际应用中,都需要使用到输出限制功能,此功能主要是避免输出到阀门的数值因操作人员操作失误、比例积分数值改变等问题造成功能块输出数值大幅度变化从而导致的现场阀门大幅波动。当阀位产生大幅度波动后,将会导致平稳的生产工况产生大幅度波动,最终可导致全装置停工。和利时MACS 6.5.4以下版本的功能块的输出限制功能虽已实现,但在应用时出现手动和自动模式下,输出限制均一致,当生产工况出现需要大幅度调整时,又会被输出限制,还需先解除限制后,才能完成大幅调整需要。故而功能块的输出限制功能使用率非常低。输出限制功能无法投用会影响到工厂的自控率投用及负荷升降操作。
针对该问题,解决的方式主要分为两个方面,一是对系统进行升级工作,但由于升级系统花费高昂并且老企业的旧版本硬件设备存在不兼容等问题。故而在实际应用中操作的可能性不大。另一种方式是通过编写程序解决该问题。本文主要通过第二种方式来实现。
现有功能块输出限制功能
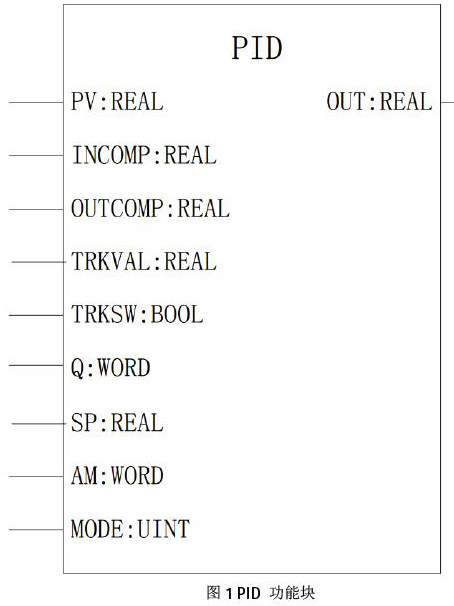
经过对MAN、PIDA、PID、CPID等功能块对比分析,输出限制功能相同。下面就用PID功能块作为进行说明。在软件中组态的PID块如图1所示。其输出限制功能的默认值为输出上限为100%,输出下限0%。
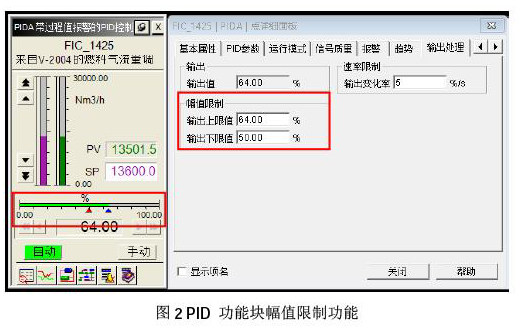
正常使用时,需要在操作员界面或程序在线状态下,调出PID点详细面板中的输出处理菜单下修改幅值限制相应的上限和下限数值。该操作只有工程师权限可以操作,操作后将在操作员界面中的相应PID功能块中体现出输出上下限幅值情况,具体如图2。
针对功能块功能进行程序编辑
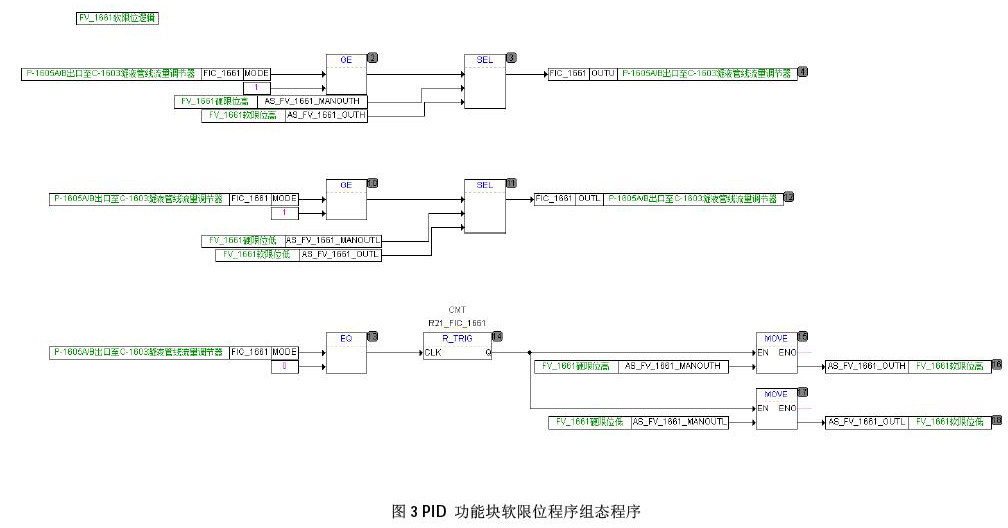
程序的主体思路分为两个部分。一方面,原有幅值限制功能需要保留,即在手动状态时,依然能够更改幅值。这主要针对现场阀门有故障需要交出检修时,可以有效防止功能块输出数值到达阀门故障区域。另一方面,控制回路自动时幅值限制按照设定范围执行,当由自动切换为手动时,能够满足手动时幅值设定范围。由此两种要求,程序编写如图3。
该程序主要由3个部分组成。第一部分是手动状态下的硬限位程序,第二部分是自动状态下的软限位程序。考虑到手自动切换时输出不会大幅波动,第三个部分主要是PID模块由自动模式切为手动模式时,将硬限位幅值写入软限位幅值。
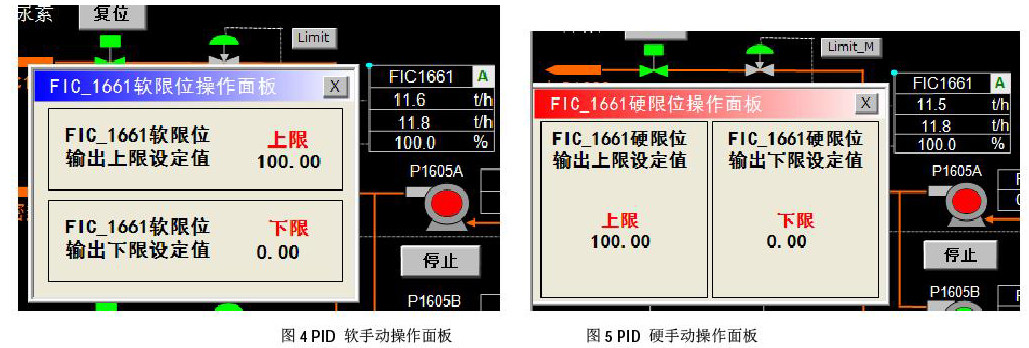
除了在下位功能块中添加程序外,在操作员在线操作界面也需要增加相应的操作面板。此处由两种操作方式,一个是自动状态下即操作员操作幅值限制功能(软手动)面板,如图4;一个是手动状态下即工程师操作幅值限制功能(硬手动)面板,如图5。
此处建议不要将两种操作权限给予一种用户。防止操作员或工程师在操作时出现误操作的问题。
该程序设置手动时硬限位是在PID功能块面板由自动模式切换到手动模式时才生效。故而在日常工艺管理中,应在相应的管理制度即操作卡、操作规程中予以说明。当自动幅值限制投用后,部分工艺人员会将幅值上限及下限设置的区域很窄,以满足自控投用。这种方式对控制系统自动控制率有造假的趋势。建议在管理制度中合理要求幅值上下限的宽度,防止自动控制率造假问题。
应用效果
该程序目前在中国石油宁夏石化公国产大化肥项目中,和利时DCS系统(采用和利时MACS 6.5.3集散控制系统)共使用44处,占总回路的百分之二十一。从程序2021年3月应用至今,能够满足工艺生产需要,解决了自动、手动两种输出限制功能相互切换的要求。并在投用至今未出现因自动、手动两种输出限制而造成的非计划停工事故。
参考文献:
[1] HOLLiAS MACS V6.5.3用户组态手册
第一作者:周 辛
工作单位: 中国石油宁夏石化公司 电仪部
电 话: 15500808792
第二作者:邓雄杰
工作单位: 中国石油宁夏石化公司 电仪部
电 话: 13629512518

 京公网安备 11011302003690号
京公网安备 11011302003690号


