



- 收藏
- 加入书签

大型工业设备基础螺栓预埋施工技术
 打开文本图片集
打开文本图片集
【摘要】 本文介绍一种大型工业设备基础螺栓预埋施工技术,通过制作的独立基础预埋螺栓的固定支架和筏板基础预埋螺栓的槽钢支架两种支架结构,实现对独立基础与筏板基础上的大型工业设备基础螺栓预埋施工,制作的装置能精确定位基础预埋螺栓,提升了大型工业设备预埋基础螺栓的施工效率的同时也使得大型工业设备的安装质量得到有效保障。
【关键词】 大型工业设备;基础螺栓;预埋施工;预埋螺栓定位;
1.引言
随着各类大型新型工业设备安装包括钢结构厂房的不断增加,各类基础尤其是大型工业设备基础的预埋地脚螺栓被大量采用,相较于过去的大型工业设备基础螺栓,现在的基础预埋螺栓规格多、数量大且施工精度要求较高,螺栓预埋一旦产生较大的偏差将直接影响设备的正常安装和调试。由于大型工业设备基础螺栓预埋定位固定难度大、直接关系到大型工业设备安装质量等,大型工业设备基础螺栓预埋施工是质量控制的要点及重点。本技术采用独立基础预埋螺栓的固定支架和筏板基础预埋螺栓的槽钢支架两种支架结构,准确定位埋设大型工业设备基础螺栓,该技术施工便捷、基础螺栓定位准确,使大型工业设备安装质量得到有效保障。
2.大型工业设备基础螺栓预埋施工难点
(1)大型工业设备基础螺栓预埋定位难度大。由于大型工业设备基础螺栓预埋施工是在基础钢筋铺设完成后、混凝土浇筑前进行,此时定位作业环境复杂,且定位放样的基础预埋螺栓数量多、人工消耗大。
(2)大型工业设备基础螺栓放样精度低。按传统方法放样定位大型工业设备基础螺栓时,由于需要逐个放样预埋螺栓,易造成放样精度低的问题,同时各预埋基础螺栓之间的相互位置更难以从整体上把控,影响后续竖大型工业设备的安装质量。
(3)大型工业设备基础螺栓固定困难。大型工业设备基础螺栓在放样定位后,按传统方法需要逐个固定,且需要保证在浇筑混凝土时,不因混凝土的浇筑造成预埋钢筋的水平、平面位置的偏移。
3.使用范围
本技术主要适用于独立基础和筏板基础的大型工业设备基础螺栓预埋施工。
4.技术原理及特点
(1)本技术采用水平控制和高程控制分开的方式进行测量放线,支架安装时进行初步控制,安装基础预埋螺栓时再通过调整支架准确控制安装位置,确保安装位置准确。
(2)独立基础螺栓预埋,先搭设支撑脚手架体系作为角钢支架的承力固定装置。再使用角钢在现场制作一个固定支架,安装在支撑脚手架上。螺栓在支架的保护下,螺栓的相对位置在施工中不发生位移。保证基础螺栓位置的准确。安装质量有保证。
(3)筏板基础螺栓预埋,使用Φ25的钢筋和12#槽钢搭设支撑体系。安装完成后在槽钢上准确标示测量施放的螺栓安装十字线,确保相对位置的正确。使用螺帽调节标高。全部安装完毕后进行复测检查,浇筑混凝土。
(4)混凝土浇筑时采取施工控制,体系分离等有效的措施,来确保混凝土浇筑时预埋螺栓的位置不受混凝土浇筑影响。螺栓基础多为大体积混凝土,通过优化混凝土配合比,材料选择等多种方法来进行控制裂缝。
(5)本技术设计的独立基础预埋螺栓的固定支架和筏板基础预埋螺栓的槽钢支架两种支架结构。较传统施工相比加工制作简单,整个支架系统刚度好,安装拆除方便。同时整个支架可以重复使用,节约施工成本。施工组织实现交替连续作业,施工进度加快,施工功效提高,保证了大型工业设备的安装质量,解决了基础螺栓预埋施工中预埋精度难控制的施工难点。
5.工艺流程及操作要点
5.1工艺技术流程
5.2 施工前准备
5.2.1本工法的主要技术是依据设计图纸,按基础类型制作两种类型的高精度专用夹具。
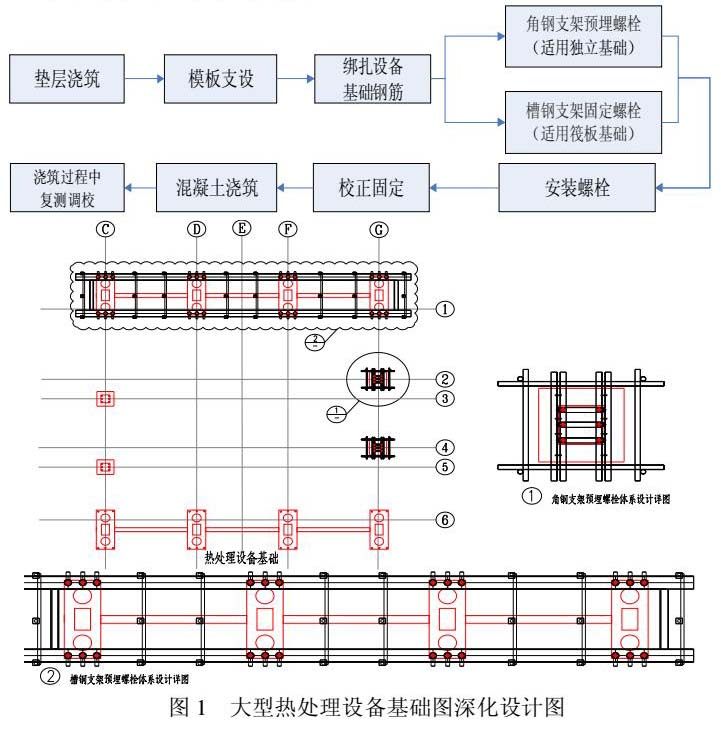
(1)根据图纸对独立基础等小范围位置独立的基础螺栓预埋,采用一种角钢支架预埋螺栓体系。以某大型热处理设备为例,根据大型热处理设备基础图进行深化设计确定了②③轴线采用角钢支架预埋螺栓体系施工方法。依据图纸信息确定了支架和支撑脚手架的数量、尺寸参数、材料数量、施工段、流水施工顺序等的划分。
(2)根据图纸对筏板基础等大范围螺栓预埋采用一种槽钢支架预埋螺栓体系,可将一条直线上的多个预埋螺栓同时准确定位。例如本项目根据大型热处理设备基础图进行深化设计确定了①④轴线采用螺栓预埋筏形基础螺栓预埋方法。依据图纸信息确定槽钢支架所需槽钢长度、材料数量等,合理确定立杆间距。大型热处理设备基础深化设计图纸如图1 所示。
5.2.2进行施工交底时,采用二维图纸与三维模型相结合的方式。确保夹具制作安装的正确性。保证螺栓预埋的精准。对槽钢支架体系和角钢支架体系用Revit建模,进行可视化三维交底。
5.2.3为了确保螺栓不错埋漏埋,对进场螺栓分类堆放。施工前,将设备基础的螺栓按设备基础的施工段将各段的螺栓分规格分开堆放,并作好标识。待本段基础螺栓安装后如果发现还用螺栓没有使用完或者数量不够,就预示该段螺栓有错埋,漏埋。马上对该段进行检查核实,确保螺栓不错埋漏埋。
5.3测量放线
5.3.1设置平面控制网,根据给定永久性坐标和高程,进行施工场地控制网测量,设置场区永久性控制测量标桩。
5.3.2水平控制以平面控制网为准,用经纬仪或全站仪以正倒镜挑直法投测,投测允许误差±1mm。大型工业设备基础轮廓轴线投测闭合,经校测合格后,用墨线弹出各细部轴线及外轮廓线。
5.3.3高程控制,大型工业设备基础标高采用普通水准测量进行测设,先对高程基准点进行闭合,再向螺栓固定支架和槽钢支架引测标高。
5.4独立基础大型工业设备基础螺栓预埋技术
5.4.1 施工准备
依据图纸先进行预埋螺栓和所需支架数量的统计,然后划分编号。制作角钢支架,同时搭设支撑脚手架。角钢支架制作完成后吊装至支撑脚手架上,调节位置及标高,然后进行浇筑。
5.4.2角钢支架制作
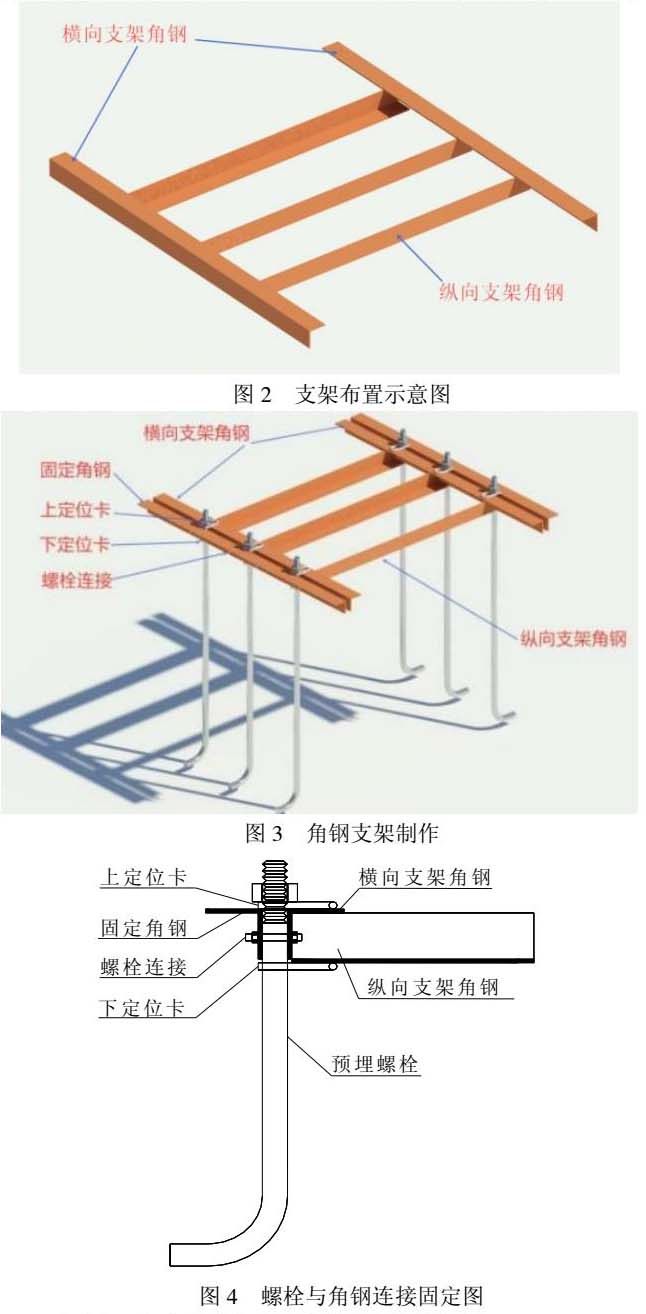
角钢支架采用现场制作选用∟50x50x4角钢,布置方式如图2所示。
角钢支架的横向纵向间距,应在制作前按照预埋螺栓位置,基础大小进行设计。以满足受力要求和定位卡的制作。 角钢之间采用手工焊连接,焊缝应饱满,达到焊接质量要求。焊接完成后水平偏差不超过3mm。制作好的角钢支架能够承受在施工过程中的荷载。
5.4.3角钢支架固定预埋螺栓的连接件制作
(1)预埋螺栓与角钢支架固定的连接件制作安装
在纵向支架角钢上设置下定位卡,在横向支架角钢上设置上定位卡。定位卡采用Φ8光圆钢筋制作,定位卡长150mm,与固定角钢的一端不焊接。上下定位卡保证螺栓位置的相对固定。其属于角钢支架固定螺栓的关键,在焊接前精确定位进行首尾点焊临时固定,检查与螺栓埋设图纸之间的误差不得大于1mm,符合要求后进行双面焊焊接牢固。如图3所示。
(2)固定螺栓方法
设置固定角钢,固定角钢与横向支架角钢起固定夹紧螺栓的作用。固定角钢与横向支架角钢之间采用φ12螺栓连接。螺栓与角钢连接固定如图4所示。
5.4.4支撑脚手架的搭设与角钢支架的安装就位
支撑脚手架采用Φ48*3.5钢管搭设,脚手架的搭设要求参照钢管扣件脚手架搭设要求进行拱设。
搭设施工顺序如下:
(1)搭设立杆:先在四角放立杆,一般与基础模板支撑脚手架连为一个整体搭设增强其整体性。控制脚手架立杆的间距,不超过1.2m。
(2)搭设下水平横杆:立杆搭设完毕后,搭设下水平横杆。下水平横杆控制角钢支架水平高度,搭设好后用水准仪校核。
(3)安装工字钢支架:将角钢支架安装到下水平横杆上,并调整纵横向位置。
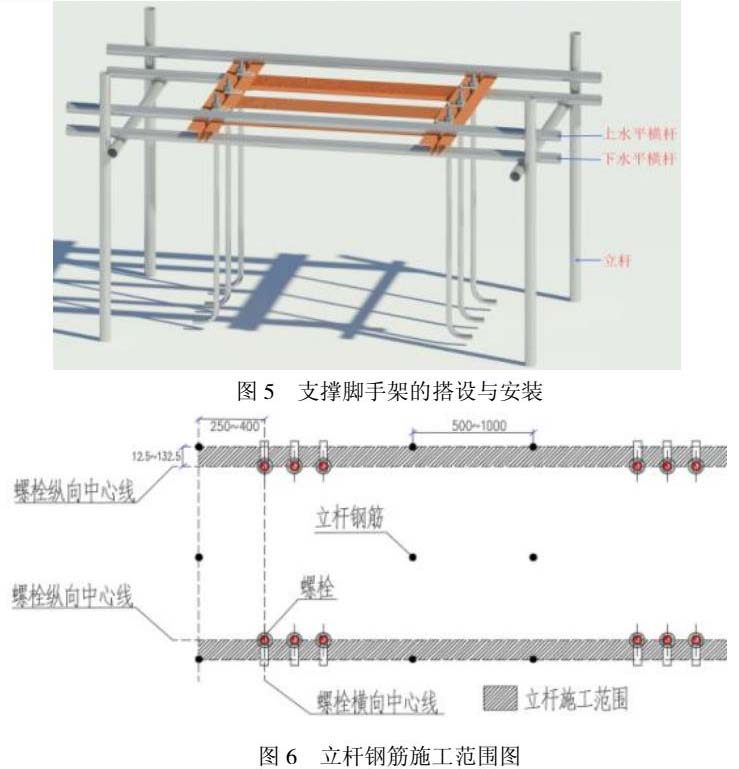
(4)搭设上水平横杆:对水平高度,纵横向位置进行复测检测,确定无误后安装上水平横杆进行固定。搭设好支撑脚手架如图图5所示。
(5)复测调整
安装完成后使用全站仪和水准仪对螺栓平面位置和标高复测,并进行调整。平面位置偏差:移动角钢支架位置。标高偏差:可通过调节预埋螺栓帽和下水平横杆高度进行调整。
5.5筏形基础大型工业设备基础螺栓预埋技术
5.5.1施工准备
熟悉施工图纸,根据施工图纸确定螺栓固定方案。本方法适用于筏形基础等大面积螺栓的预埋。以某技改工程项为例,主要应用于穿孔机、脱管机、张力减径机、芯棒冷却机等大型设备基础。
首先根据图纸提出螺栓加工委托计划。因施工过程中螺栓标高调整需要依靠螺帽所以螺栓加工时将螺栓和螺栓的丝口比设计要求各加长2cm。
5.5.2槽钢体系的搭设与安装控制
槽钢支架预埋螺栓体系定位分为两部,一是安装时的粗略定位,二是在槽钢体系安装完成后在槽钢上精准定位。
(1)立杆钢筋搭设施工和粗略定位
立杆钢筋与基础钢筋是一同施工的,并且需要焊接至基础钢筋上,施工精度无法保证。因此选用12#槽钢,槽钢宽度大在立杆施工时可以有一定的允许施工误差。在所有垫层浇筑施工完成后,在垫层弹出栓纵向中心线,螺栓横向中心线。立杆施工时依据弹线,确保槽钢支架预埋螺栓体系安装的粗略定位。
沿两侧螺栓纵向中心线,立杆钢筋施工误差允许范围为螺栓纵向中心线向外侧12.5-132.5mm。以确保槽钢焊接至立杆之后预埋螺栓位置在槽钢上。
沿两侧螺栓横向中心线,立杆钢筋施工误差允许范围为螺栓横向中心线向外侧250-400mm,以确保端头横向连接件有施工位置。
立杆采用φ25的钢筋,纵向布置间距为500-1000mm,应避开螺栓位置和预留洞口。整个立杆布置和施工误差范围如图6所示。
立杆焊接应该牢固,焊缝长度符合要求。中间一排立杆布置与两侧立杆钢筋之间即可,用于加强整个体系的整体性,保证稳固。立杆全部施工完成后对其质量、位置进行检查,无误后可开始下一步施工。立杆钢筋施工完成如图7所示。
(2)横向支撑搭设及标高粗略控制
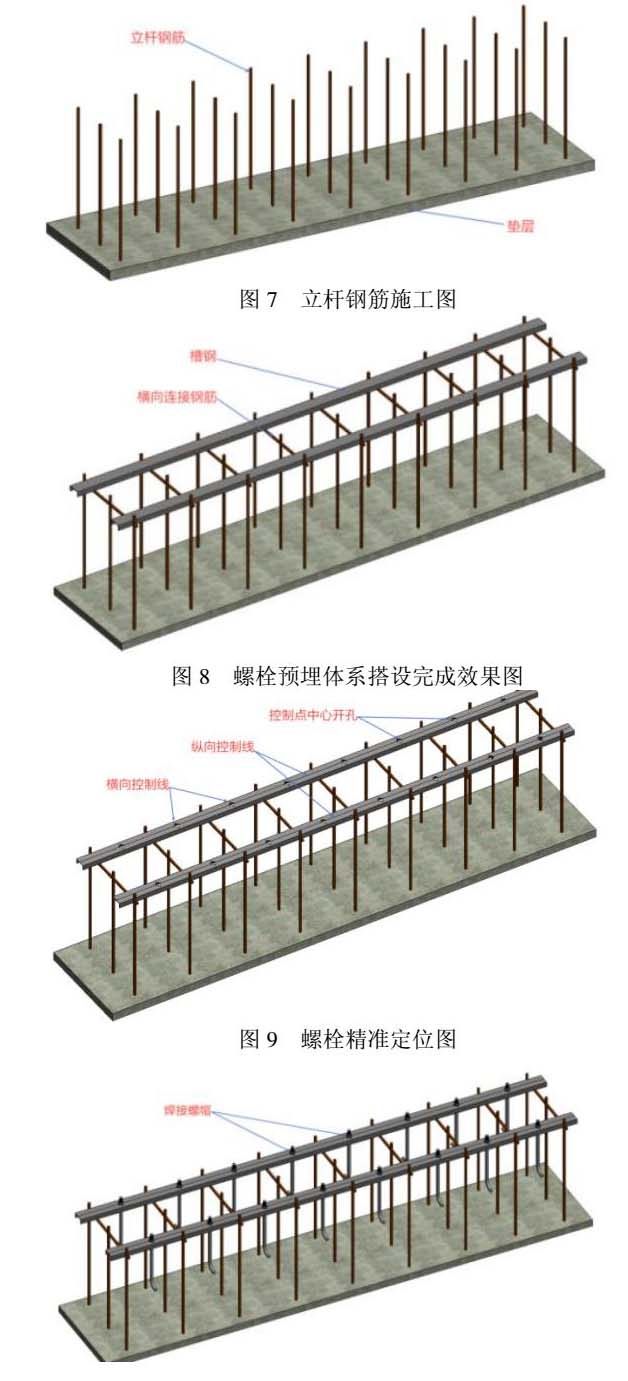
立杆搭设完成后,在立杆上焊接横向连接钢筋,用来承载槽钢。在横向连接钢筋施工时进行粗略的标高控制。用水准仪将螺栓标高往下65mm的高度放样至四个角的立杆上,然后沿纵向弹墨线,依据墨线高度施工,可以有±30mm的施工误差允许范围。
横向连接钢筋施工完成后,水平焊接12#槽钢。槽钢作为整个体系的核心,槽钢表面不能有凹凸的坑洼,以确保螺栓预埋高度的正确性,槽钢焊接必须牢固。整个体系搭设完成后如图8所示。
(3)螺栓精准定位
采用全站仪分段标识出螺栓位置,先在纵向两端使用全站仪放点,然后使用墨线进行弹线确定同一排预埋螺栓的纵向位置。再使用全站仪进行每个预埋螺栓的横向定位,测量人员在测放位置用耐擦拭的油性记号笔进行标记,并使用记号笔对螺栓纵向位置强化标记。定位完成后在槽钢上用气割制作螺栓安装孔,孔中心误差不能超过2mm,为便于调校,孔的直径比螺栓大2 mm。如图9所示。
(4)螺栓安装及标高精准控制
按照定位开孔将螺栓穿在螺栓安装架上,戴上螺帽,按螺栓中心线调好位置后将螺帽点焊在槽钢固定架上。整个设备基础的螺栓安装完后,测量人员复测螺栓安装精度是否满足要求。复测后对安装精度不满足要求的进行调校。直到所有螺栓完全满足要求。如图10螺栓预埋,混凝土浇筑施工完成后,拆除槽钢。
5.6预埋螺栓的成品保护
5.6.1混凝土浇筑前
螺栓安装完毕,验收符合要求后,对螺栓进行丝口的保护:在丝口部位涂抹一层黄油,再用废报纸进行包裹,再用PVC塑料管套住螺栓,长度长于螺栓5cm,直径大于螺栓直径1~2cm。在PVC套管上涂抹红油漆作为标识,保证醒目。
5.6.2混凝土浇筑后
混凝土浇筑后应对螺栓进行检查,清理螺栓上的混凝土,铁锈。丝口保护脱落的地方,重复进行丝口保护工序。也可以在螺栓位置插上旗杆,标识螺栓位置,以免其后施工时对预埋螺栓的破坏。
5.7混凝土浇筑
钢筋绑扎完成后进行模板安装,然后进行螺栓施工。在混凝土浇筑前对螺栓位置进行复测,确保螺栓预埋位置准确。当大型工业设备基础为筏板基础时,混凝土体积较大,需通过施工技术控制混凝土裂缝。
5.7.1混凝土施工技术
优化砼配合比选用粉煤灰水泥水化热较小、收缩小,以降低水泥水化所产生的热量;合理选用材料,膨胀剂、减水剂;控制混凝土坍落度不宜低于160㎜。施工时考虑运输时间和交通状况来优化资源配置,派专人指挥协调保证混凝土的连续供应,及时卸料。浇筑时间宜避免阳光直射的正午。
5.7.2混凝土浇筑对螺栓的保护
混凝土输送泵的泵管支撑架和螺栓固定支架分离,防止混凝土输送泵工作时泵管的震动和冲击力导致螺栓固定架变形移位,影响螺栓精度。混凝土浇筑完初凝前,检查各预埋螺栓组的位移偏差,是否受振捣、涨模等因素影响,如偏差较大,须及时进行校正改善。
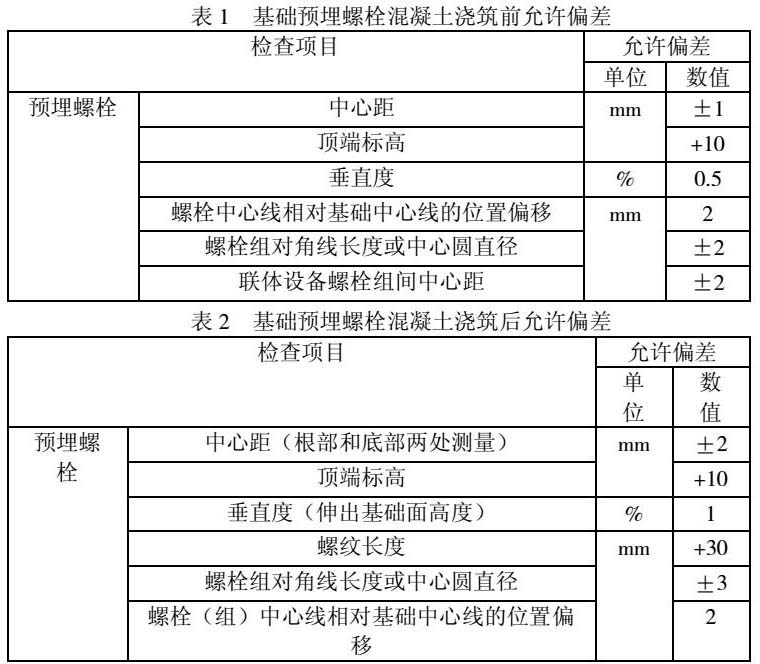
5.8质量控制要求
本大型工业设备基础螺栓预埋施工技术,是通过在混凝土浇筑前后对基础预埋螺栓定位精度控制的方式达到质量控制的要求,基础预埋螺栓在混凝土浇筑前后的允许偏差见表1、表2。
6.结束语
应用本大型工业设备基础螺栓预埋施工技术,能有效控制大型工业设备基础螺栓预埋的定位精度,使基础螺栓预埋施工的质量得到了提高和全面控制。本技术所设计的独立基础预埋螺栓的固定支架和筏板基础预埋螺栓的槽钢支架两种支架结构,制作简单,定位可靠,支架系统刚度好,安装拆除方便,支架整体可以重复使用,成本低廉,施工组织可实现交替连续作业。本技术有效地提升了大型工业设备基础螺栓预埋施工效率,保证了大型工业设备的安装质量,解决了大型工业设备基础螺栓预埋施工中预埋精度难控制的施工难难题。

 京公网安备 11011302003690号
京公网安备 11011302003690号


