



- 收藏
- 加入书签

F1600泥浆泵十字头与导板间隙故障分析与装配防范措施
 打开文本图片集
打开文本图片集
摘要:泥浆泵是陆地和海洋石油资源开发过程中,钻完井作业中必不可缺的关键设备。为了使钻井作业中泥浆达到良好的冷却钻头、冲洗井眼、提升岩屑等作用,需要泥浆泵这颗心脏为其提供澎湃的动力,由此可见泥浆泵在钻完井作业过程中有着非常重要的作用。十字头和导板是泥浆泵的关键部件,负责将动力端曲轴的旋转运动转化为液力端活塞的往复直线运动,是泥浆泵能量传递和转化的桥梁,十字头和导板的性能对泥浆泵性能的发挥有着极为重要的作用,因此对故障十字头和导板的更换安装的好坏会影响到泥浆泵性能的发挥。
关键词:泥浆泵,十字头,导板,对中
Abstract:Mud pump is an indispensable key equipment in drilling and completion operation in the development of land and offshore oil resources. In order to make the mud cool the drill bit, flush the borehole and lift the rock cuttings, the heart of mud pump is needed to provide surging power. It can be seen that mud pump plays a very important role in the process of drilling and completion. Crosshead and guide plate are the key components of mud pump, which are responsible for transforming the rotating motion of crankshaft at power end into reciprocating linear motion of piston at hydraulic end. They are the bridge for energy transmission and transformation of mud pump. The performance of crosshead and guide plate plays an extremely important role in the performance of mud pump, Therefore, the replacement and installation of faulty crosshead and guide plate will affect the performance of mud pump.
Key Words:Mud Pump; Crosshead; Guide plate; Centering;
引言:泥浆泵是是油气资源开发项目中钻井作业中关键的设备之一,钻完井、修井作业中的钻完井液、修井液都需要使用泥浆泵将机械能转化为液体的动能和压力,并输送到井眼之中,达到在钻井作业过程中冷却钻头、冲洗井眼、平衡井眼内地层压力和携带钻井岩屑返回地面的作用。除了在钻完井、修井作业中提供泥浆循环的作用外,还能用于在地层注水作业中输送钻井水,自升式钻井船的桩腿拔桩作业中提供冲桩海水等作用。面对复杂和恶劣的油气开发作业以及环境因素,泥浆泵输送的泥浆往往具有含砂量多、黏度大、压力高的特点,以及海水腐蚀性大等因素,泥浆泵的动力端、液力端经常在长期高负荷使用下出现各类故障。对于泥浆泵存在的各类技术故障,如若未能及时发现并排除,将会严重影响到泥浆泵性能的发挥,降低关联零部件的使用寿命,严重的将会导致事故发生,直接影响到油气开发作业的安全和项目进度。
笔者所经历平台多使用兰州兰石国民油井石油工程有限公司生产的F1600型泥浆泵,兰石F1600系列泥浆泵因为其优越、稳定的工作性能,充足的排量,在国内外油气开发领域被广泛的使用,该泥浆泵分为动力端和液力端两大部分,其工作原理为由电动机为泥浆泵提供动力,经由链条和齿轮组成的传动机构带动曲轴进行旋转运动,再经过曲轴和连杆机构将曲轴的旋转运动转化为十字头在上下导板之间进行往复直线运动,并通过与十字头连接的中心拉杆和活塞杆,将动能传递到液力端,驱动活塞在缸套内的往复运动,实现缸套内容积的周期性变化,达到吸入和排出阀门在活塞往复运动下的循环启闭,最终实现输送高压泥浆的目的。由此可见十字头和导板组成的滑动副是泥浆泵动力端和液力端实现能量转化的关键部件,十字头和导板安装调试的好坏严重的影响到泥浆泵的工作性能。
1、十字头和导板常见故障简介
泥浆泵运转时,曲轴的旋转运动通过连杆机构转化为十字头在导板内的往复运动,十字头和导板之间是一个平面运动副,故在往复运动的平面运动副作用下,导致十字头和导板之间出了常规磨损之外发生的异常故障主要有以下几种形式:(1)泥浆泵长时间重负荷运转过程中,十字头和导板之间来回摩擦造成的磨损导致间隙增大,进而造成它们之间的低强度润滑膜被破坏,最终导致运动副之间会产生干摩擦,当作用到十字头导板上的压力载荷超过其硬度值时,十字头表面会严重的磨损导板表面,甚至导致导板出现拉槽磨损,并且损伤到十字头;(2)泥浆泵液力端活塞杆与中心拉杆处的挡板以及中心拉杆油封发生损伤刺漏后,冷却水或泥浆等进入到动力端,造成动力端润滑油被污染变质,影响到润滑油的性能,从而造成十字头与导板之间润滑不良,加快十字头和导板的磨损速度;(3)随着泥浆泵的长时间重负荷运转使用,在机体振动等原因的影响下,固定导板的螺栓发生松动甚至断裂,致使导板松脱,造成十字头与导板之间发生偏磨,损坏十字头或导板。
由于作用现场使用的F1600泥浆泵十字头采用QT600-2整体铸造加工而成,硬度HB232—281,导板采用HT200铸造,硬度HB171—223,由于十字头与导板直接接触,两者采用不同材质和硬度材料进行加工生产,以提升十字头和导板运动副之间的摩擦副的耐磨性能,使二者之间达到寿命匹配的效果。因为二者之间摩擦副作用下,造成的磨损将会导致二者之间间隙的增加,在常规磨损情况下,如果十字头状况良好,而导板摩擦面磨损严重,则可通过在导板和机体之间增加垫片,并镗修导板上与十字头接触的内摩擦面的方式进行检修;而如果导板状况良好而十字头与导板接触的外圆摩擦面磨损严重,则可以通过在导板和机体之间增加垫片,并对十字头外圆摩擦面进行精车的方式进行检修。而在作业现场,受限于镗修和精车设备的限制,在检修过程中,一般直接同时更换十字头和导板的方式进行检修。
2、十字头与导板故障原因分析
从上文的分析可以发现十字头和导板这一运动副的正常工作对于泥浆泵的正常使用有着相当重要的作用,无论十字头和导板之间属于何种故障形式,最终导致的均是十字头和导板之间间隙增大,影响泥浆泵平稳运转性能这一状况的出现,最终影响到泥浆泵的整体质量和寿命。而泥浆泵的十字头和导板间隙超差这一故障的深层次原因,在生产加工和后期的维修过程中均会出现,因此需要对泥浆泵制造过程和维修过程进行调查分析,经过相关研究可以发现,导板加工变形、十字头和导板安装后的螺栓上紧扭矩存在变形是引起间隙超差的主要原因。
2.1下导板加工变形
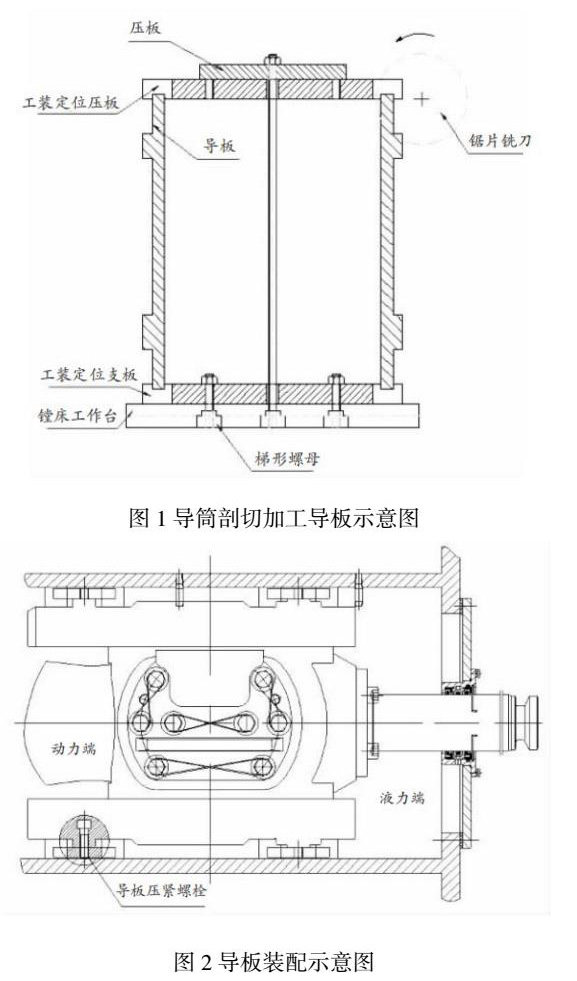
由于下导板是薄壁瓦状零部件,为了保证零部件的整体精度,在该零件的加工制造过程中,都是采用整体制造导筒后,再利用导筒切割成片状生产而成,如图 1 所示,即使在导筒加工的过程中,采用了多种措施,来减小或消除导筒加工过程中产生的变形,提升了导筒加工的整体精度,但是其结构特点导致了在使用导筒加工导板的过程中,依然会存在不同程度的变形,而这种变形却无法进行精准的预估和控制。
经过在厂家进行调研后,对厂家生产的同批次的69件下导板在自由状态下进行检测,测量导板与十字头之间的配合间隙,发现其中29件十字头和下导板之间的配合间隙在0.1—0.3毫米,已经超过了装配要求的0.1×100×100mm。装配过程中导致下导板变形量增加,则十字头和导板之间的间隙将会进一步增大,这就无形的增加了导板装配安装的难度,对装配人员的工作技能提出了更高的要求,在安装过程中如果下导板间隙经过调整后依然无法达到设计精度,则只能更换新的下导板,最终增加设备的生产成本和维修成本。
2.2下导板装配变形
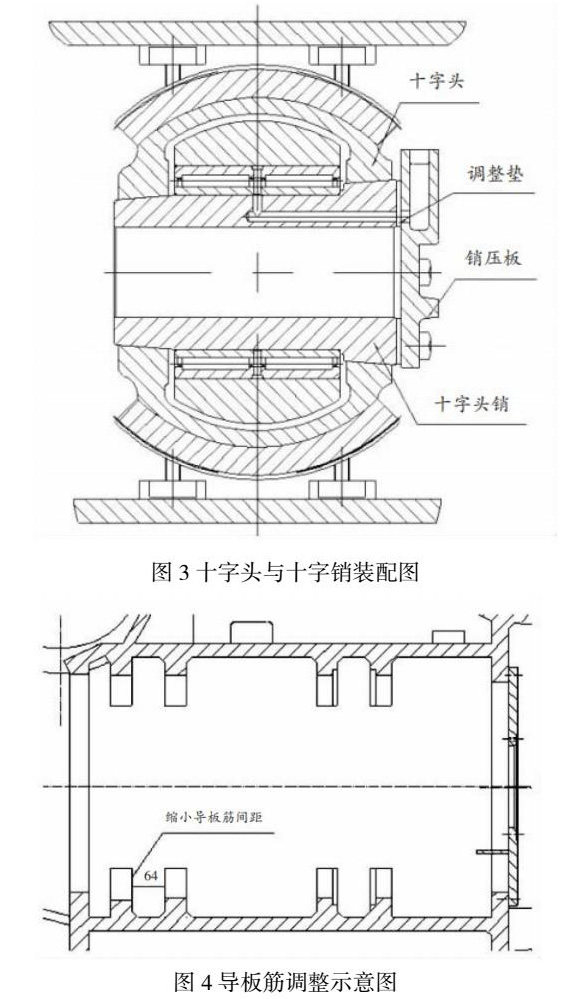
如图2所示,下导板安装在泥浆泵内下导板底座内,经过对导板装配的研究结果显示,十字头和下导板之间的间隙往往出现在动力端,而在靠近液力端一侧几乎没有间隙存在,经过相关分析可以知道这是因为从曲轴过来的连杆和液力端一侧的导板筋(可以理解为导板底座轨道)对下导板的支撑和定位作用,使得下导板定位止口间隙很小,拧紧螺栓之后几乎不会导致下导板在该区域内发生变形,而靠近动力端一侧的导板筋由于不需要进行定位,与下导板之间的间隙较大,安装螺栓并拧紧后较易导致下导板局部变形,在十字头的往复运动中,当十字头往复运动到该区域时,与下导板之间的间隙就会因此而增大,因此十字头和导板之间的间隙是一个不断增大减小再增大的循环过程。除此之外,在调整十字头和中心拉杆轴孔之间的同轴度时,是采用的在支撑筋和下导板之间安装调整垫片的方式进行,调整垫片也会对下导板的间隙产生一定的影响,因为调整垫片的特性,经过调试后的泥浆泵也会在使用的过程中,因为调整垫片的塑形变形,导致十字头和下导板之间的间隙增大。
2.3十字头装配变形
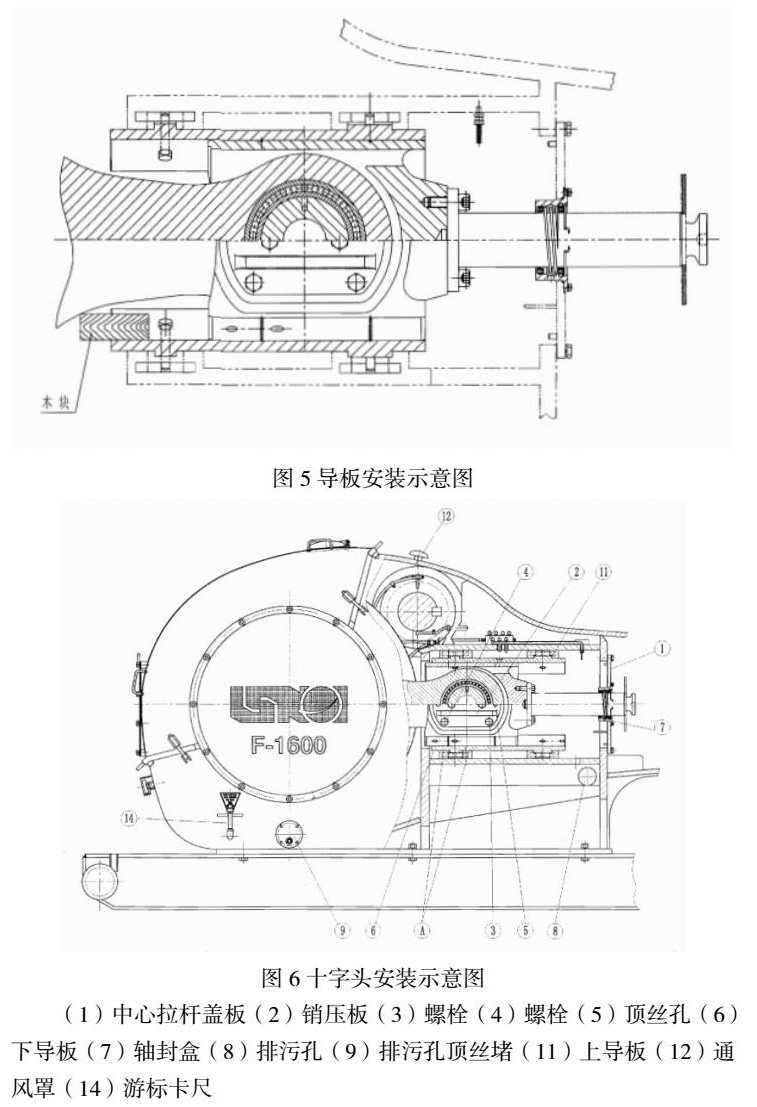
如图3所示,十字头和十字头销的安装接触面为锥面,十字头销的安装过程中,利用的是调整垫来调节十字头销插入十字头内的深度,以此控制十字头销和十字头的配合。由于在十字头销的安装过程中,为保证装配的质量,需要在安装十字头后,按规定力矩拧紧螺栓压紧销压板,使十字头销和十字头的锥面贴合后测量十字头销端面与十字头端面的距离。在这安装调整的过程中,当销压板安装过程中受力不均匀或者施加在销压板上的力矩过大时,就会导致十字头外圆产生不同程度的变形,而十字头与下导板装配后为部分接触,从而加大了十字头与下导板之间的间隙。
3、十字头和导板间隙的改进方案和效果
(1)从前文分析得知下导板剖开后的变形,主要是剖开过程中应力释放造成的,为消除剖开后的变形,厂家通过改进加工设计,对每件下导板进行变形检测,将变形超过 0.1mm 的下导板挑选出对内孔重新加工。通过制作了导板内孔镗孔工装,类似机架支撑筋结构,模拟导板装配时的状态,同时,按照装配力矩把紧螺栓,对下导板内孔进行整体镗孔。加工后的下导板,消除了锯开变形,重新检测发现间隙均已消除。
(2)下导板装配后的变形主要是由于靠近机架动力端两道导板支撑筋之间的距离过大,螺栓把紧后,使下导板产生扭曲变形造成的。因此,厂家将机架靠近动力端的两条导板筋之间的尺寸由77mm缩小为64mm,如图4所示。此方法增强了下导板在该处的支撑强度,减小下导板装配变形。
此方案实施后,连续进行了多台泥浆泵的装配调整,调整过程非常顺利,调整十字头与机架前墙板同轴度相比以前较容易,而且同轴度在原始状态下明显减小,均在1mm以内,通过调整同轴度均能达到要求的0.25mm 范围内。此外,在调整垫片的厚度问题上,以前导板与导板筋之间的垫片厚度在0.0~0.40mm,导板筋焊接尺寸调整后,调整时基本没有出现调整垫片太厚的情况,有时不需要调整垫片,导板在自然状态下十字头与机架的同轴度就能达到要求。目前,所有泥浆泵调整后下导板调整垫片厚度均在0.25mm 以内,大部分垫片厚度均在 0.15mm 以内,减少了因为调整垫片过厚导致的下导板装配变形。
(3)针对十字头和十字头销装配后发生变形的问题,在配研锥度的设计研究中,通过对销压板螺栓上紧力矩重新进行分段检测。按照扭矩要求,分别检测从0到设计要求的230N·m 时十字头外圆尺寸的变化,中间每间隔40N·m测量一次,检测结果显示了扭矩对十字头外圆尺寸变形的影响。通过分析,在配研锥度达到要求的情况下,当螺栓上紧扭矩在80N·m及以下时,十字头外圆尺寸基本没有变化,超过 80N·m 时,十字头外圆尺寸发生变化,扭矩越大,尺寸变化越大。在此情况下,螺栓上紧扭矩在 80N·m 时确定的十字头销与十字头端面的高度差作为调整垫片的厚度尺寸,对十字头变形影响很小,由此解决了十字头和十字头销装配后变形导致间隙超差的问题。
4、十字头和十字导板更换安装过程中的控制措施
对于作业现场而言,针对上述的泥浆泵十字头和导轨之间间隙的问题原因,无法在产品加工的过程中控制下导板的质量,只能在接收到合格的下导板后,在更换安装过程中严格控制十字头和下导板的装配精度,以此来提升设备的使用性能和寿命。
4.1十字头导板安装中的注意事项
十字头的安装如图5所示,在十字头的安装过程中,需要注意以下几点关键步骤中的质量控制:
(1)安装过程中,彻底清除导板两面及泥浆泵机座导板孔内的所有污物、毛刺和毛边等;
(2)安装上下导板,需要按150—200英尺磅(20.84—27.60公斤米)的扭矩值拧紧导板螺栓。由于该处导板螺栓为特制锁紧螺栓,是装配时调整十字头间隙用的工艺螺栓,最终用产品螺栓把合;
(3)在下图6(十字头安装示意图)的A点出用0.002”(0.05mm)的塞尺检查机座与下导板之间的间隙,以保证下导板已与机座配合良好,不应存在间隙。
4.2十字头安装中的注意事项
泥浆泵十字头的安装可以从导板前端(液力端)或后端装入,根据图6,需要注意以下几点关键步骤中的质量控制:
(1)中心拉杆盖板(2)销压板(3)螺栓(4)螺栓(5)顶丝孔(6)下导板(7)轴封盒(8)排污孔(9)排污孔顶丝堵(11)上导板(12)通风罩(14)游标卡尺
(1)彻底清除十字头外圆面、十字头销孔中以及十字头导板内孔中的所有污物、毛刺和毛边,保证十字头销与十字头销孔之间的“金属对金属”的锥孔联接;
(2)将连杆小头放入十字头内腔中,用木块将连杆垫起,确保十字头可以直接跨过连杆小头,滑至与十字头销孔对中的位置;
(3)首先装左上侧十字头,转动曲轴,使连杆小头进入中间十字头,而右侧连杆小头即返回,进而流下一个空隙,这就可以通过右侧十字头的检查口装入中间十字头销。取下中心拉杆盖板(图6中(1)),并通过该孔装入右侧十字头,就位后安装十字头销;
(3)安装十字头销的销压板(2)和销压板螺栓(3),转动十字头,使十字头销压板与十字头的四个螺孔对中。装上十字头挡销压板与十字头之间的螺栓(4),并用手拧紧。轻轻敲击十字头销的大端,使其就位于锥孔中,按照165—175英尺磅(23—24公斤米)的扭矩值您进销压板螺栓(图6中(3)和(4)),并装上防松钢丝,在这过程中使用扭矩扳手,确保扭矩不超过规定的扭矩值。
(4)把长塞尺插入十字头顶部与十字头上导板孔之间,检测十字头的运转间隙,该间隙不应小于0.020”(0.508mm),用长塞尺在十字头的整个表面上进行检查;
4.3十字头的对中调整
为了确保泥浆泵的运转性能,提升缸套和活塞的使用寿命,中心拉杆的水平中心线需要尽量的与缸套的中心轴线重叠,应按一下程序检查和调整十字头的直线度:
(1)从中心拉杆盖板(1)上取下油封盒(17)(参见图6),不可取下中心拉杆盖板;
(2)使十字头处于冲程的重点位置,使用内卡规或其他伸缩式量具和一把千分尺从顶部和底部分别测出中心拉杆孔到中心拉杆的精确距离,比较这两处的测量值,以确定中心拉杆相对于中心拉杆盖板孔的位置;
(3)如果从顶部开始读数,其差超过0.030”(0.76mm),就应在十字头下导板垫入垫片;如果十字头顶部与上导板之间间隙较大,则应在上导板下垫入垫片,将中心拉杆引回中心位置。垫片应具有足够的长度,以便铺满整个导板底部,且垫片两侧应切出突出舌状折边,方便垫片卡在机座导板座上。
(4)对于老式泥浆泵,由于制造时十字头间隙较大,当吸入状况不好时,泵内会产生很大的敲击声,因此,需要将十字头间隙调整到0.020”—0.030”(0.51—0.76mm)之间,当十字头的直线度问题解决后,应把上导板垫低一些,以便能保持规定的间隙。
5、结论
海上油气开采作业环境恶劣,设备受海洋环境影响较大,且受运输等条件的影响,对于设备出现的故障需要技术人员及时的采用自修等方式进行解决,通过对泥浆泵十字头和导板间隙故障问题的分析,探讨造成泥浆泵十字头和导板间隙超标的问题原因,并提出在十字头和导板更换过程中关键环节的注意事项,提升现场在泥浆泵十字头和导板更换检修作业中的装配质量,对于提升设备维修效果,保证设备性能起到了良好的作用。
参考文献:
[1]杨治国.基于泥浆泵难点部件加工方法分析[J].冶金管理,2020(5):76-77.
[2]冯霖.基钻井泵的制造工艺及其改进措施分析[J].化工管理,2014(5):192.
[3]孙鸿涛,谢志刚.泥浆泵十字头滑动副早期失效分析[J].石油矿场机械,1986(5)51-55.
[4]韩银龙,李会通,王超本.HHF-1600泥浆泵常见故障与分析[J].石油和化工设备,2020(08):96-99.
[5]冯晓飞.F1600 泥浆泵下导板与十字头间隙超差问题的分析[J].中小企业管理与科技(上旬刊),2021(06):192-193.
[6]郭茂磊,何建春,刘敏,谢绍祥,马国瑜.钻井泵十字头导板修复工艺研究[J].设备管理与维修,2018(15):56-57.
[7]兰石F系列泥浆泵使用说明书

 京公网安备 11011302003690号
京公网安备 11011302003690号


