



- 收藏
- 加入书签

混合烷烃脱氢装置原料比例调整丙烯塔热泵系统改造技术方案探讨
 打开文本图片集
打开文本图片集
摘要:文章以某石油化工有限公司25万吨/年混合烷烃脱氢装置改造为例,介绍了混合脱氢装置的工艺流程及技术特点,着重论述了当装置原料比例调整,适当降低碳四原料、最大化增加丙烷原料时,丙烯塔热泵系统所面临的瓶颈,并给出了相关的改造方案及建议,为今后同类装置的改造方案提供了借鉴。
关键词:混合烷烃脱氢;碳三;碳四;丙烷;丁烷;丙烯塔热泵;
1.概述
混合烷烃脱氢制烯烃技术近年来广受关注,是指有两种及以上烷烃在一套装置内同时进行脱氢反应,其可以根据需求,更改进料中不同种类烷烃的配比,生产不同的产品结构,从而更好的适应市场需求,达到经济效益的最大化。其中,丙烷脱氢制丙烯,异丁烷脱氢制异丁烯是混合烷烃脱氢技术应用最广的两个领域[1]。在国内,丙烯主要用于生产聚丙烯,占到了丙烯需求量的70%以上,近十年来,随着聚丙烯消费年均增长量达17.59%,丙烯供需缺口不断加大[2]。异丁烯的醚化反应生产的甲基叔丁基醚(Methyl tert-butyl ether, MTBE),是国内常用的汽油添加剂,以改善汽油的冷启动特性、加速性能及辛烷值分布,然而因其具有一定的毒性,且可以与水融合,容易渗入土壤,污染地下水质,美国等一些国家和地区已经禁用了MTBE,国内对于MTBE的禁用也逐步提上了日程,这无论对于MTBE的出口,还是国内市场,都将产生很大的影响[3-5]。
烷烃脱氢工艺最早由美国UOP公司和英国ICI公司联合设计并进行工业化推广应用[6],目前国外已经实现工业化且比较成熟的工艺主要有:美国UOP公司的Oleflex工艺、Lummus公司的Catofin工艺、Phillips公司的Star工艺、意大利Snamprogetti与俄罗斯Yarsintez共同研发的FBD-4工艺以及德国Linde公司开发的Linde工艺[7]。山东某石油化工有限公司25万吨/年混合烷烃脱氢装置采用美国UOP公司Oleflex混合烷烃脱氢专利技术,以丙烷、丁烷为原料生产聚合级丙烯和异丁烯产品,同时副产氢气等,异丁烯进一步在装置内生产MTBE产品。近期由于C3、C4原料和产品市场发生较大变化,丙烯产品价格有明显优势,该公司提出希望在当前混合烷烃脱氢装置的基础上,调整进料比例,适当降低碳四原料,提高碳三进料比例,同时结合操作参数的调整进行优化,增加丙烯产量及节能降耗,以达到改善装置经济效益目的。
2.装置系统简介
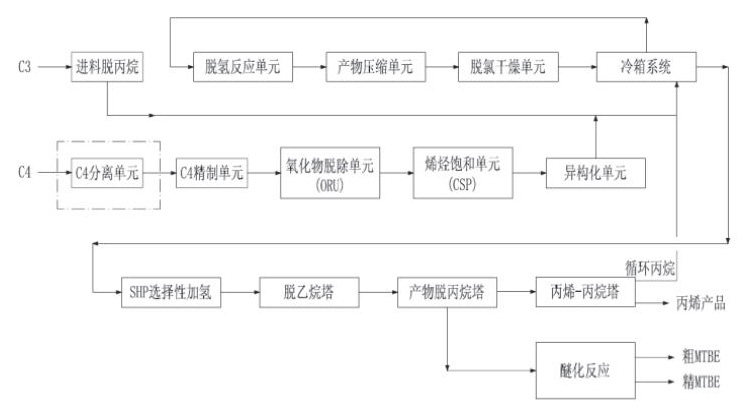
混合脱氢装置由碳三原料预处理、碳四原料预处理、混合烷烃脱氢反应、碳四异构化、产物分离、异丁烯醚化及公用工程等单元组成,其工艺流程如下图所示。
外购原料碳四依次经C4精制单元、氧化物脱除单元(ORU)、烯烃饱和单元(CSP)、异构化单元后,与经进料脱丙烷塔处理后的原料碳三和来自丙烷—丙烯塔的循环丙烷混合后进入冷箱系统,汽化并与循环氢混合后进入脱氢反应单元,从反应器出来的液体产品经反应产物压缩机压缩、脱氯、干燥、冷箱系统分离后送至SHP选择性加氢反应器进行选择加氢反应。出SHP的液体产品依次送至脱乙烷塔、产物脱丙烷塔、丙烯塔。产物脱丙烷塔塔底碳四送至醚化反应,异丁烯和甲醇合成生成精MTBE和粗MTBE。丙烯塔顶聚合级丙烯作为产品出装置。
其中脱氢反应单元采用的是UOP的Oleflex工艺,进料烷烃(主要是丙烷和异丁烷)在脱氢反应单元内的催化剂作用下发生催化脱氢反应,生产丙烯、异丁烯以及副产物氢气。单元内设置了三台固定床反应器,反应器间设置加热炉为各级反应器的进料加热。
碳四异构化单元中设置异构化反应器,来自罐区的丁烷经过氧化物脱除、CSP加氢饱和后,进入至异构化反应器,在异构化反应器内,进料中的正丁烷在催化剂作用下发生异构化反应,生成异丁烷,反应转化率约为60%,生成的异丁烷与经原料预处理后的丙烷组成联合进料,通过冷箱系统换热后输送至脱氢反应单元。
冷箱系统位于脱氢反应单元的下游,其进料分为两股,一股来自于脱氢反应单元的出料—脱氢产物,另一股来自于丙烯-丙烷塔的塔釜产物—循环丙烷。脱氢产物中主要有丙烯、异丁烯以及大量的副产物氢气,为了避免加重下游装置的负荷,循环物料过多等问题,需在冷箱系统中将副产物氢气进行深冷分离。冷箱系统中设置了两级透平机,为其提供深冷环境,设置了低、中、高位分离罐和级间换热器,达到液化的烃类和氢气分离效果。冷箱系统分离出来的氢气一部分循环返回至脱氢反应单元,起到控制反应器床层压力以及保护催化剂床层的左右,一部分输送至界区外进行氢气提纯。
产物分离单元包括脱乙烷塔汽提段、精馏段、产物脱丙烷塔、丙烯-丙烷塔三台精馏塔和一台热泵精馏塔组成,主要作用是将C3、C4分离,丙烷和丙烯分离。产物脱丙烷塔塔釜的C4及以上组分进入后续的异丁烯醚化单元,丙烯-丙烷塔的塔顶产品丙烯纯度达到聚合级,作为产品外送,塔釜的丙烷则循环回脱氢反应单元。
异丁烯醚化单元即MTBE精制单元,其进料来自产物分离单元中的产物脱丙烷塔的塔釜C4及以上组分,其中的异丁烯和来自罐区的甲醇混合后,进入醚化反应器,在催化剂的作用下进行催化醚化反应,生成MTBE粗产品,MTBE粗产品经脱轻塔、脱重塔进一步精制,脱除轻组分和重组分后,得到MTBE精制产品。
混合脱氢装置工艺流程长、原料复杂、循环物流多、单元设备品种多,原料比例及产品比例的调整,各个单元对整个装置生产能力的制约不尽相同,其中又以丙烯塔热泵系统对其的影响最为显著,本文针对这一情况,对丙烯塔热泵系统着重进行了分析和研究,并给出了相关的改造方案和建议。
3.方案分析及研究
3.1 丙烯塔进料浓度影响分析
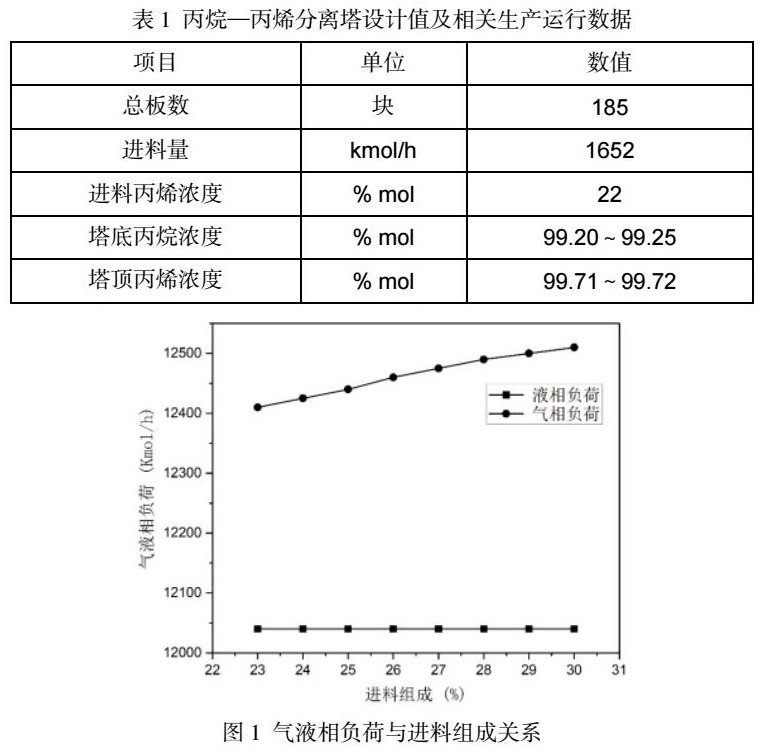
根据企业提供的生产运行数据,通过详细模拟计算,得出的模拟结果与实际运行数据吻合较好。依据模拟计算结果,针对丙烯进料浓度变化和系统裕量进行了针对性的分析。其中丙烷—丙烯分离塔设计值及相关生产运行数据如下表所示:
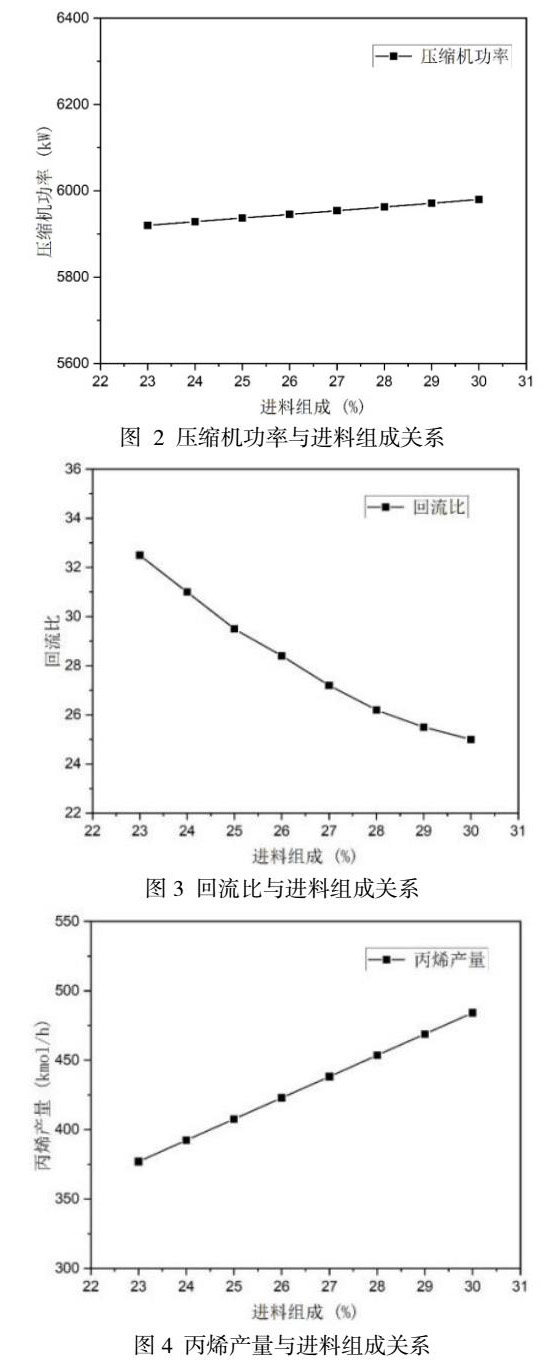
维持丙烯塔进料量不变,调整进料中丙烯丙烷比例,分析不同丙烯浓度对设计的影响。通过图1气液相负荷与进料组成关系图可以看出,将丙烯浓度自23%逐步升高至30%时,在保持各进料浓度下塔顶、塔底产品质量合格的情况下,通过模拟计算得出,随着丙烯浓度的升高,丙烯塔液相负荷保持不变,气相负荷由12410kmol/h提高到12510kmol/h,提高幅度不到1%。通过图2压缩机功率与进料组成关系图可以看出,随着丙烯进料浓度的增加,而压缩机功率仅仅由5920KW增加到5980KW,几乎没有增加。通过图3回流比与进料组成关系图中可以看出,回流比与丙烯进料组成是成反相关,随着进料组成的升高,回流比逐渐降低,当进料组成由23%升高到30%时,回流比则由32.5降低到25,降低了23%。通过图4丙烯产量与进料组成关系图可以看出,随着丙烯进料组成的提高,丙烯产量也随之提高,自376.97kmol/h提高至484.18kmol/h,增加28.4%。
以上说明,在热泵压缩机总功率保持不变、总进料流量不变的情况下,通过提高进料的丙烯浓度,可以增加丙烯产量,而丙烯塔气液相负荷、塔回流量、压缩机功率几乎都没有改变,回流比反而降低。同时根据测算,当进料浓度升高至26%以内,热泵压缩机、丙烷泵和丙烯丙烷回流泵均可满足操作,进料浓度升高至30%时,丙烷泵仍能满足操作。
3.2 丙烯产品纯度调整影响
丙烯塔热泵系统由丙烯精馏塔系和丙烯热泵压缩机构成,是脱氢装置产出丙烯产品和脱氢反应器循环进料的单元,也是非常重要的单元。当前该企业对丙烷丙烯分离塔控制指标为:丙烯产品中丙烯含量≥99.7%mol、塔釜丙烷中丙烯含量≤1.5%mol。而国家标准对聚合级丙烯产品的纯度要求是99.5%mol,非99.7%,如果用99.7%mol的产品当作99.5%纯度的价格进行销售,无疑是不经济也是不必要的,控制产品纯度恰好达到要求是最为经济合算的策略。
当前实际操作中丙烯浓度高于控制指标较多,如果使丙烯产品质量刚好合规,通过适当降低回流量便可实现,结果是节省部分压缩机功率,降低能耗,也为丙烯产能的提高留出了余量。
通过进行模拟计算得出,将塔顶丙烯浓度自99.73%下调至99.56%mol、塔底丙烷浓度自99.24%下降至99.19%后,丙烯塔的回流比下降8%,而压缩机总功率降低6%,则一年可节省6%的蒸汽用量,其所获得的节能效益还是很客观的。
如保持压缩机目前运行功率不变、进料浓度不变,则丙烯塔的进料量有6%的提升幅度,使得丙烯产品仍可以满足99.5%的纯度要求。
3.3 热泵压缩机组影响分析
丙烯塔热泵循环就是逆向卡诺循环,它将回收塔顶流体的低温热通过压缩机做功,使其温位升高作为塔底热源使用,从而节约能源和操作费用。丙烯热泵系统主要由压缩机、冷凝器、节流阀和蒸发器四部分组成,其中压缩机是热泵系统中的关键设备,其负荷的大小直接影响着丙烯-丙烷塔的产能,丙烯的产量。
本装置热泵压缩机额定功率为6710 KW,额定转数为5200 r/min,根据现场操作反馈,当前运行实际转速仅为4950 r/min,其距额定转速还有一些空间,说明还具有一定的负荷提升余量,然而由于此汽轮机形式采用的是背压式,蒸汽透平背压的弹性不够,因此缺少进一步提升转速的条件,成为了提升产能的制约因素。
针对此种情况,对本热泵压缩机进行增容改造,尽可能的提升其流量和负荷,通过与压缩机厂家沟通,提出以下三种改造方案:
1) 只更换转子,不更换驱动机组。此种方案改造量最小,然而由于受限于驱动机功率,在不更换驱动机组的情况下,压缩机入口流量仅能提高约为4%;
2) 既更换转子,又更换驱动机组。此种方案可以利旧基础及底座,利旧干气密封本体,利旧支撑及推力轴承,然而由于受限于马赫数及机壳宽度,压缩机入口流量能提高约为7%;
3) 更换驱动机组及压缩机本体,增加一级叶轮,由原背压式汽轮机改为凝汽式汽轮机,压缩机入口流量可以提高30%,功率由6710 KW提高至8998 KW,转速由5203 r/min降为4476 r/min。此种改造方案,由于凝汽式汽轮机与背压式汽轮机构造差距较大,改为凝汽式汽轮机之后,需要对其基础进行重新核算和局部改造,同时也需要对底座、联轴器、联轴器护罩等部位进行更新。
综合考虑以上三种改造方案,建议在热泵压缩机透平背压管网处增设蒸汽冷凝器,或将原背压式汽轮机透平更换为全凝或半凝汽式透平,改善蒸汽透平背压操作弹性,提升压缩机转速,从而增加热泵压缩机的入口流量和负荷,提高装置的产能。
3.4 投入产出变化
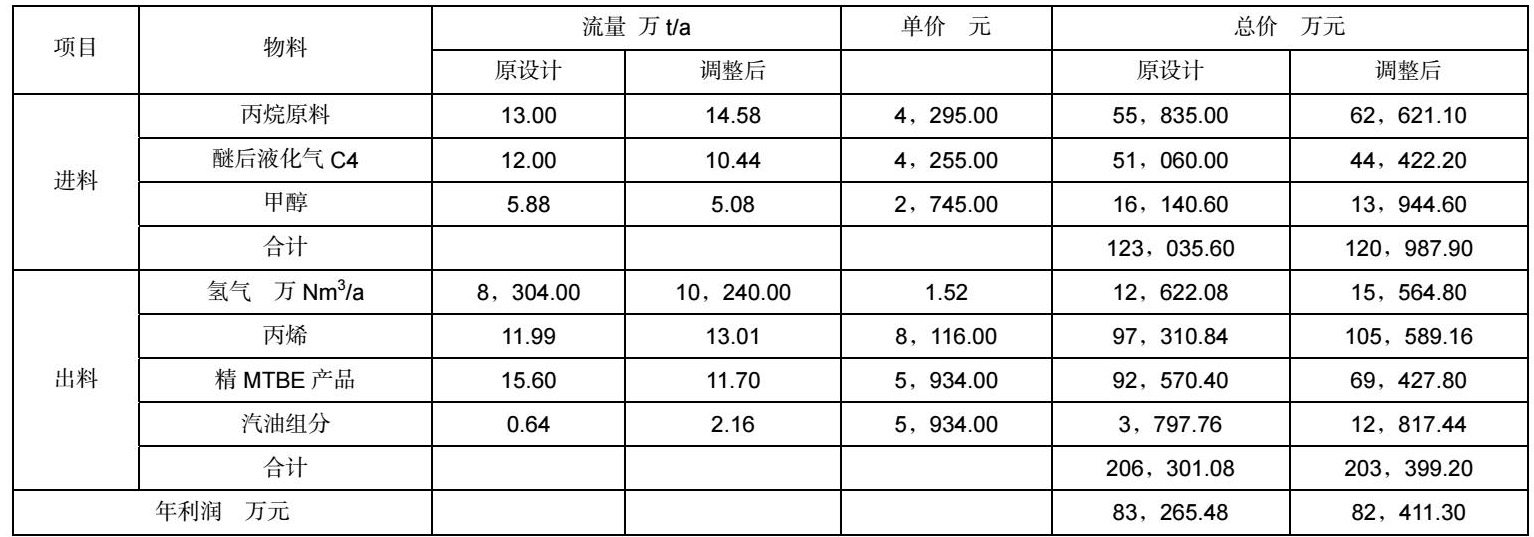
由上表可以看出,原料调整后与原设计相比,由于进料组成变化,C3原料增多,C4原料减少,甲醇用量减少,导致了总进料年投入费用降低了2047万元。而对于产品侧,丙烯产量提高了1.02万t/a,而精MTBE产品产量却降低了2.38万 t/a,故导致产品总产值降低2902万元。根据投入产出综合情况看,年利润降低854万元,占调整原料前年利润的1%,但是改变原料比例后,年利润率则增加了0.44%,由原设计的67.67%增加至68.11%。需要指出的是,以上核算是基于混合脱氢单装置的投入与产出进行比较的结果,若以联合装置统计,甲醇成为内部循环物料,不需要外购,因此在进行经济核算时,需扣除甲醇原料以及对应生成的MTBE量,则年利润会增加2.63%,为1697万元,且当装置的生产能力整体提升时,年利润也相应提高。
4.结论及建议
在热泵压缩机总功率保持不变、进料量不变的情况下,尽可能的提高丙烯塔进料中丙烯的浓度,可以提高丙烯产量,且在浓度升高至30%以内,丙烯塔及附属系统均能满足操作要求。
丙烯产品聚合级的指标是99.5%mol,实际操作中过高的浓度意味着更多的能量付出。在外卖没有更好的价格下,应控制产品浓度合格即可,达到节能的目的,也可给未来产能提高留有余地。
依据丙烯纯度指标的富裕,推算系统有6%的余量,意味着当前可降低6%的压缩机功率亦能满足产品质量合格的要求;或者将进料量提高至目前操作值的106%,丙烯产品质量仍能保证合格,而装置的生产能力可以有6%的整体提升。
丙烯精馏热泵系统,是装置内余量较小单元,即产能提升“瓶颈”所在,且余量≤10%。建议热泵压缩机透平背压管网增设蒸汽冷凝器或将透平更换为全凝或半凝汽式透平,改善蒸汽透平背压操作弹性,提升压缩机转速,为装置产能提升消除瓶颈。
原料组成比例进行调整,C3原料增多、C4原料减少时,其对应的产品结构也相应发生改变:丙烯产量提高,精MTBE产品产量降低,若以联合装置进行经济核算统计,年利润可增加2.63%,约为1697万元。
参考文献:
[1]赵万恒.低碳烷烃脱氢技术评述[J].化工设计,2000,10(03):11-13.
[2]朱刚.烷烃脱氢工艺发展的前景分析[J].化工管理,2015,(26):214-216.
[3]李大伟,项曙光,韩方煜.甲基叔丁基醚的生产工艺及应用进展[J].河北化工,2006,29(12):36-38.
[4]王宏,王旭.合同MTBE工艺技术及其有关参数的分析[J].化工管理,2014,(06):174
[5]薛建成,房德仁,刘丽花,等. 异丁烯下游产品生产工艺研究进展[J].工业催化,2013,21(04):16-21.
[6]王鹏成.铂锡催化剂用于混合低碳烷烃脱氢生产异丁烯[D].青岛:中国石油大学(华东),2011.

 京公网安备 11011302003690号
京公网安备 11011302003690号


