



- 收藏
- 加入书签

加热炉工艺参数对热轧花纹板浪形缺陷影响规律研究
 打开文本图片集
打开文本图片集

摘要:本研究以Q195钢坯热轧宽度≥1200mm宽薄(厚度1.7、1.8mm)规格花纹板为研究对象,重点研究加热炉工艺参数与热轧花纹板“二次返修”浪形缺陷之间的“相关关系”规律。研究表明,产生花纹板“二次返修”浪形缺陷的钢坯与其在加热炉的“有效在炉时间”缩短之间有“正相关”关系,且“有效在炉时间”缩短是导致钢坯“总在炉时间”缩短的直接原因。在不考虑热轧和层流冷却参数影响前提下,当钢坯在加热炉最佳总加热时间(即“总在炉时间”)220 min和最佳出加热炉温度1260℃时,厚度1.7mm、1.8mm花纹板“二次返修”浪形缺陷发生率可控制在10.0%左右。
关键词:花纹板; 加热炉; 相关关系; 浪形缺陷; 二次返修
Abstract: This study takes Q195 steel billet with width ≥1200mm wide and thin specifications (thickness 1.7, 1.8mm) as the research object, and focuses on the "correlation" law between the furnace process parameters and the "secondary repair" wave defects of the hot-rolling diamond plate. The results show that there is a "positive correlation" between the diamond plate’s billet with "secondary repair" wavy defect and the shortening of "effective time in furnace", and the shortening of "effective time in furnace" is the direct cause of the shortening of "total time in furnace" of billet. Without considering the influence of hot rolling and laminar cooling parameters, when the optimal total heating time of billet is 220 minutes and the optimal outlet temperature is 1260℃, the incidence of wave defects of the diamond plate with thickness both of 1.7mm and 1.8mm can be controlled at about 10.0%.
Key words:Diamond plate; Heating furnace; Correlation; Wave defects; Secondary repair
轧制花纹板是表面带有规则凸起花纹的钢板,它起到防滑、防污作用,同时具有节约钢材的特点,因此广泛应用于交通、建筑、桥梁、机械制造等行业[1]。热轧花纹板生产工序主要包括加热炉、热轧、层流冷却三道工序,其中热轧和层流冷却是直接影响热轧花纹板板形缺陷最关键生产工序(“平整”属于轧后精整工序),并且两者与花纹板缺陷之间有显著的“因果关系”[2-5]。
由于花纹板在下游用户使用过程中通常都是拼接焊接,如果花纹板出现“浪形”太大则无法完成焊接并影响平整度及服役使用,梅钢2018年全年由于“一次返修”后无法满足用户需求而导致的平整“二次返修”花纹板总量达到39342吨,占生产总量的25%。因此,现场技术人员与内蒙古科技大学合作对花纹板浪形产生机理开展研究,结合现场实际情况试图对现场工艺及设备进行整改优化以便把花纹板浪形“二次返修率”控制到10%以下。
本研究以(Q195)钢坯热轧宽度≥1200mm宽薄规格花纹板为研究对象,不考虑热轧、层流冷却工艺参数影响,重点研究“加热炉工艺参数与热轧花纹板浪形缺陷”之间的“相关关系”规律[6-8],为冶金企业通过“节能减排”实现“碳中和”以及高质量板材生产提供基础理论支持。
1研究方法
1.1加热时间对二次板形缺陷的影响
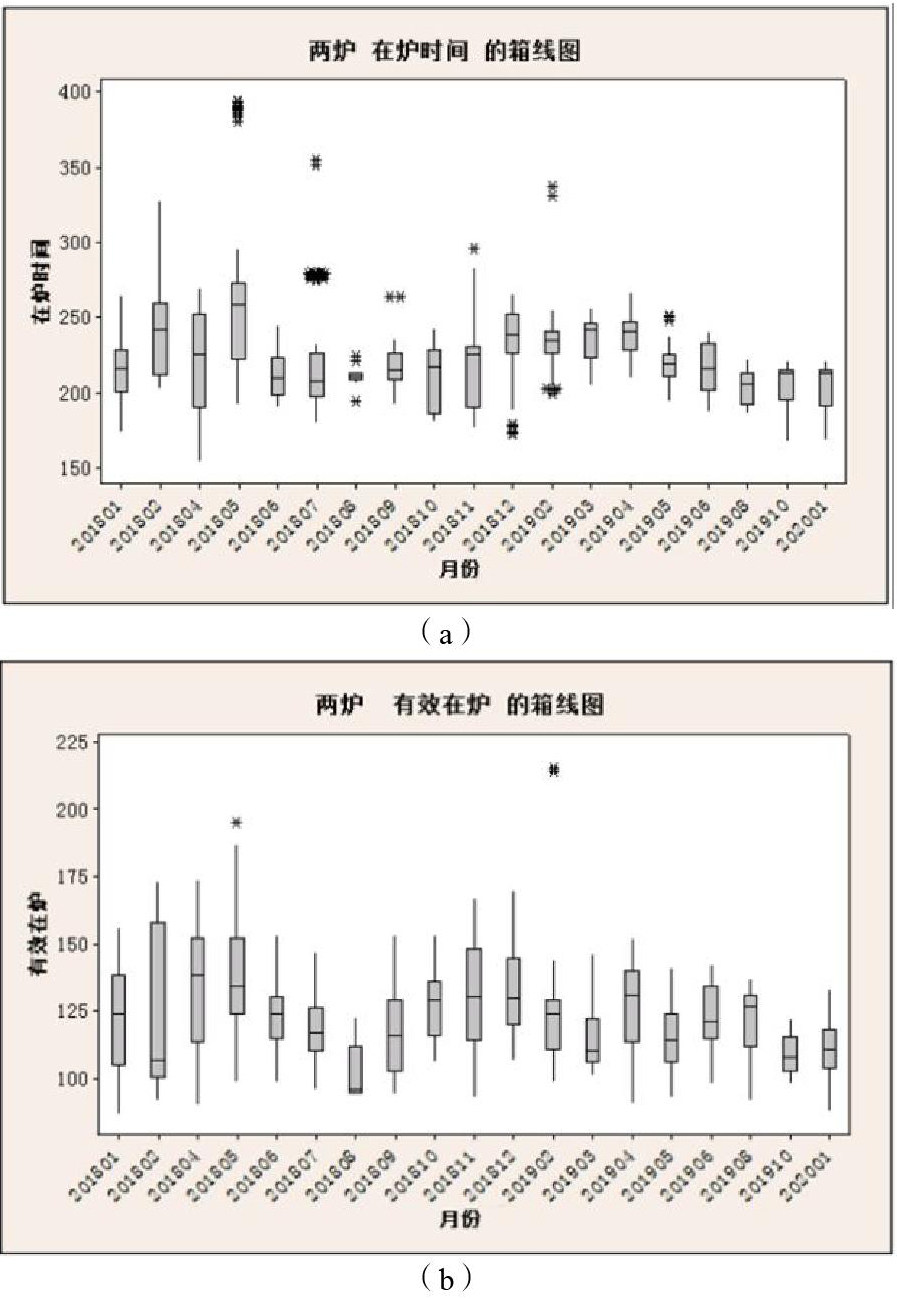
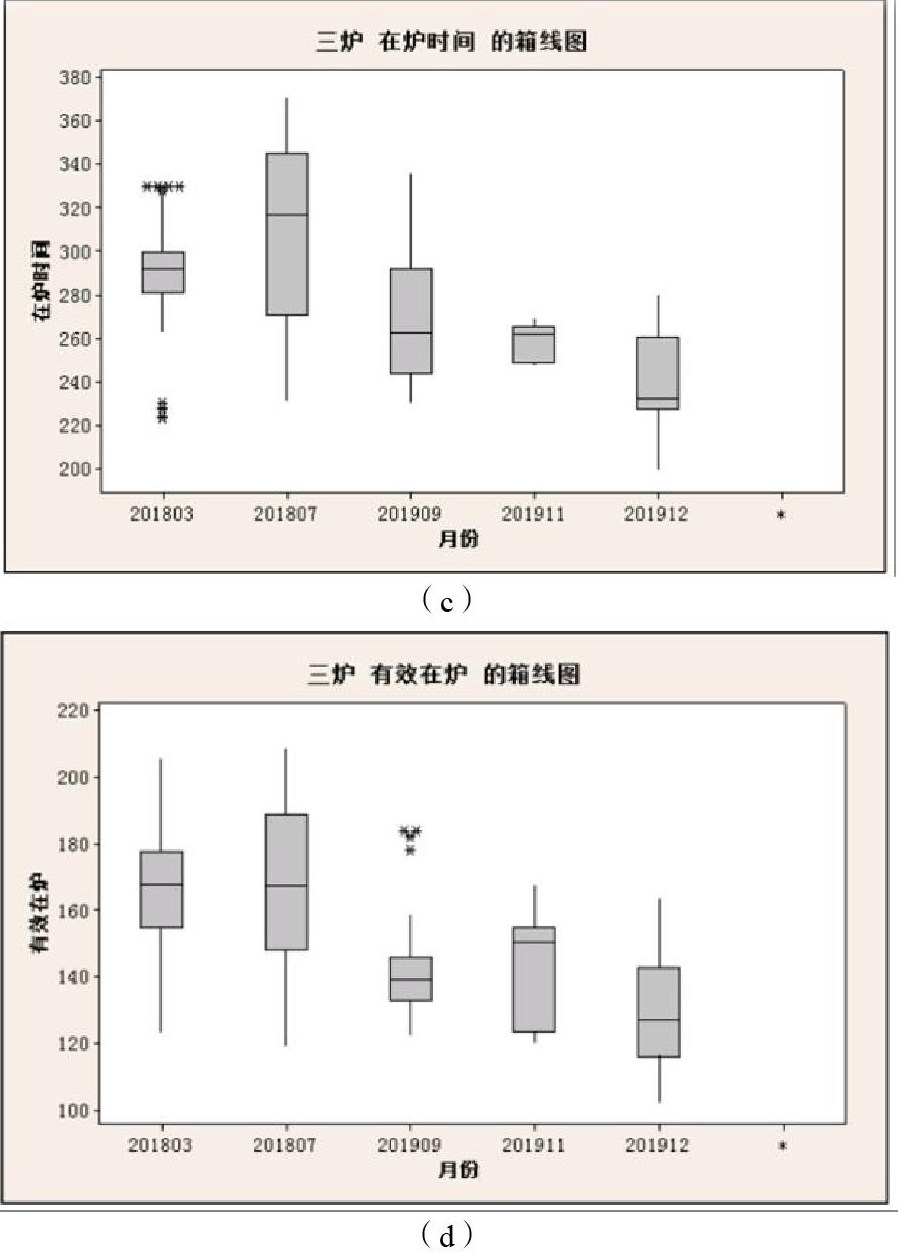
2020年1月,梅钢在对1.7mm≤厚度≤2.1mm且宽度≥1200mm宽薄规格花纹板多次精整后发现,该类“宽、薄”规格花纹板“浪形缺陷”仍然严重且无法消除,因此对自2018年1月开始生产的花纹板加热炉“总在炉时间” 和“有效在炉时间”进行调查。现场加热炉有两座、三座两种生产模式,2018年1月以后生产花纹板的加热炉参数分析如图1所示。图1中“箱体上、下水平线”分别是数据的上下四分之一线,“箱体水平中线”是平均值,“箱体上、下竖长线”分别是最大值、最小值,*是异常值。
从图1a、c可知,无论是两座还是三座加热炉的生产方式,产生严重“二次返修”缺陷的花纹板钢坯“总在炉时间”是偏低。两座加热炉生产工艺(2019年数据)“总在炉时间”均值(图1a)仅为205分钟,而正常的“总在炉时间”均值为223分钟。三座加热炉生产工艺(2019年数据)“总在炉时间”均值(图1c)仅为238分钟,而正常的“总在炉时间”均值为278分钟。
由于现场加热炉的加热过程包括“预热、有效加热(一加、二加、均热)”两个阶段,“预热段”仅是利用余热加热,其段末温度很低,故本文重点分析“有效加热段”的加热时间对“二次返修”缺陷的影响。从图1b可知,两座加热炉生产工艺(2019年数据)二加和均热段时间都有一定程度下降,才导致“有效在炉时间”和“总在炉时间”都在下降,其中二加段均值只有35分钟(图1b)(之前的总体均值则在40分钟)。从图1d可知,三座加热炉生产工艺(2019年数据)“有效在炉时间”看,2019年的3次生产中二加段在炉时间逐步都在下降,由于二加在炉时间的降低导致“有效在炉时间”和“总在炉时间”下降,并且在2019年12月达到最低值,尤其二加段在炉时间均值只有38分钟(之前的总体均值>50分钟),因此2019年12月份生产宽薄规格花纹板浪形比例较高且缺陷程度严重。
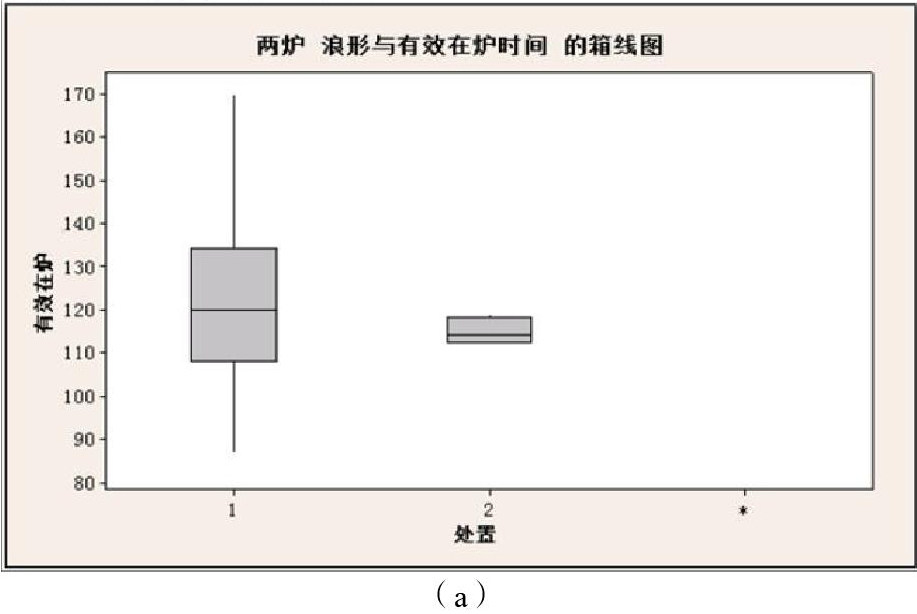
由图1分析可知,产生花纹板“二次返修”浪形缺陷的钢坯其“总在炉时间”都在下降,但其根本原因则是“有效加热(一加、二加、均热)段时间”缩短所导致。下面针对“二次返修”浪形缺陷与“有效在炉时间”进行精细化比较,如图2所示。
由图2a可知,两炉加热炉生产条件下“浪形卷”与“非浪形卷”的“有效在炉时间”分别为114分钟和122分钟,总体均值偏少8分钟左右,2020年1月10日现场跟踪发现F6出口呈“混合浪”,反查当时的生产实绩可知,一加和二加在炉在炉时间都在30分钟左右,“总在炉时间”只有190分钟。另外,结合“浪形卷”和“非浪形卷”的一加段末温度,“浪形卷”的一加段末温度异常偏低(“浪形卷”一加段末温度只有924℃),较正常钢卷的一加段末温度(1092℃)低170℃,故“有效在炉时间”偏短而导致板坯未烧透产生浪形卷。
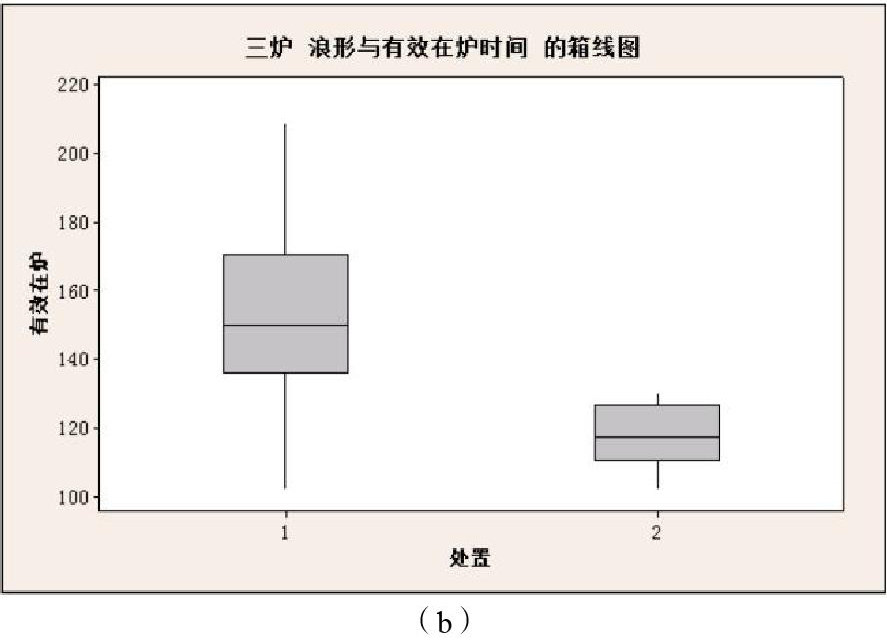
由图2b可知,2019年12月三炉加热炉生产条件下“浪形卷”的“有效在炉时间”只有117分钟,且2019年的3次三炉生产花纹板的二加在炉时间逐步下降,12月下降最为严重,二加和均热段都下降明显,导致“有效在炉时间”均值只有129分钟(较之前正常水平≥150分钟则少了21分钟),出现“浪形卷”的“有效在炉时间”只有117分钟(较正常水平少33分钟),所以三炉生产条件下花纹板“二次返修”出现浪形缺陷可能与“有效在炉时间”偏低有关(二加在炉时间只有34分钟,较正常的58分钟就少了24分钟)。
由图2分析可知,产生花纹板“二次返修”浪形缺陷的钢坯与其“有效在炉时间”缩短有“正相关”关系,两座、三座加热炉生产工艺“有效在炉时间”缩短范围至少在20-25分钟左右。
1.2加热温度对二次板形缺陷的影响
针对梅钢热轧厂2020年7月~11月共五个月1.7mm、1.8mm厚度花纹板生产“二次返修”现场生产数据进行理论统计,试图建立“二次返修”板形缺陷与“加热炉温度”之间的内在联系。结合现场生产情况,确定出加热炉的加热时间(即“总在炉时间”,下文简称“加热时间”)、入加热炉温度、出加热炉温度三个自变量,将不同厚度花纹板分为“二次返修”和“正常板形”两类,按照“板厚”来作散点图。
以“加热时间”为X轴,“入加热炉温度”和“出加热炉温度”分别为Y轴,作不同厚度(1.7mm、1.8mm)的“二次返修”及“正常板形”散点图(图3)。通过分析散点在Y轴方向上的分布,确定“入加热炉温度”、“出加热炉温度”是否对二次板形缺陷有影响。
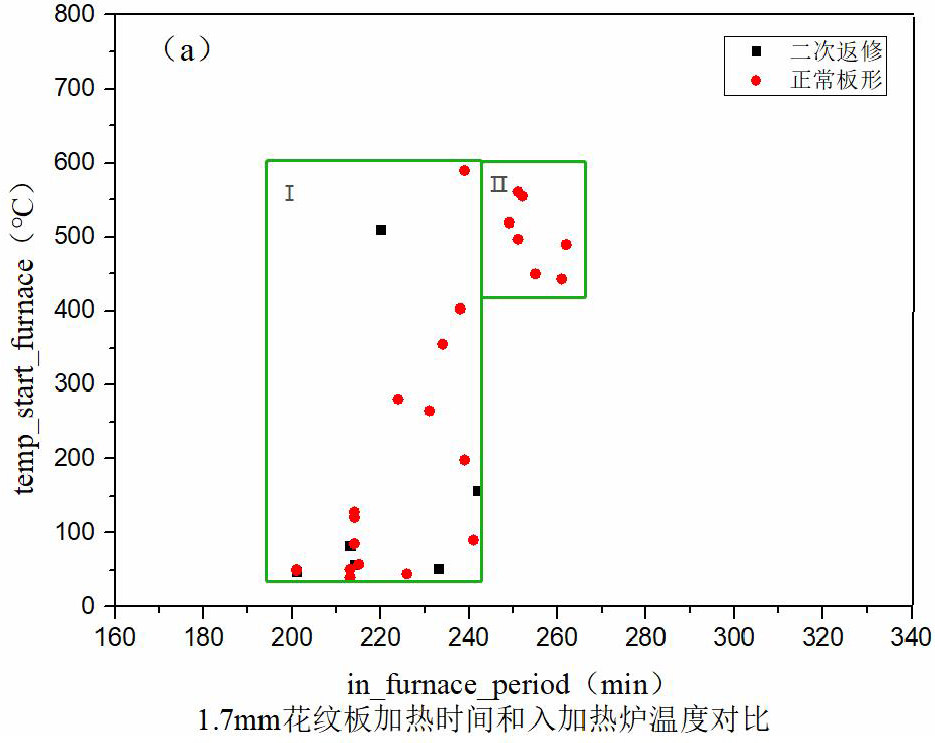
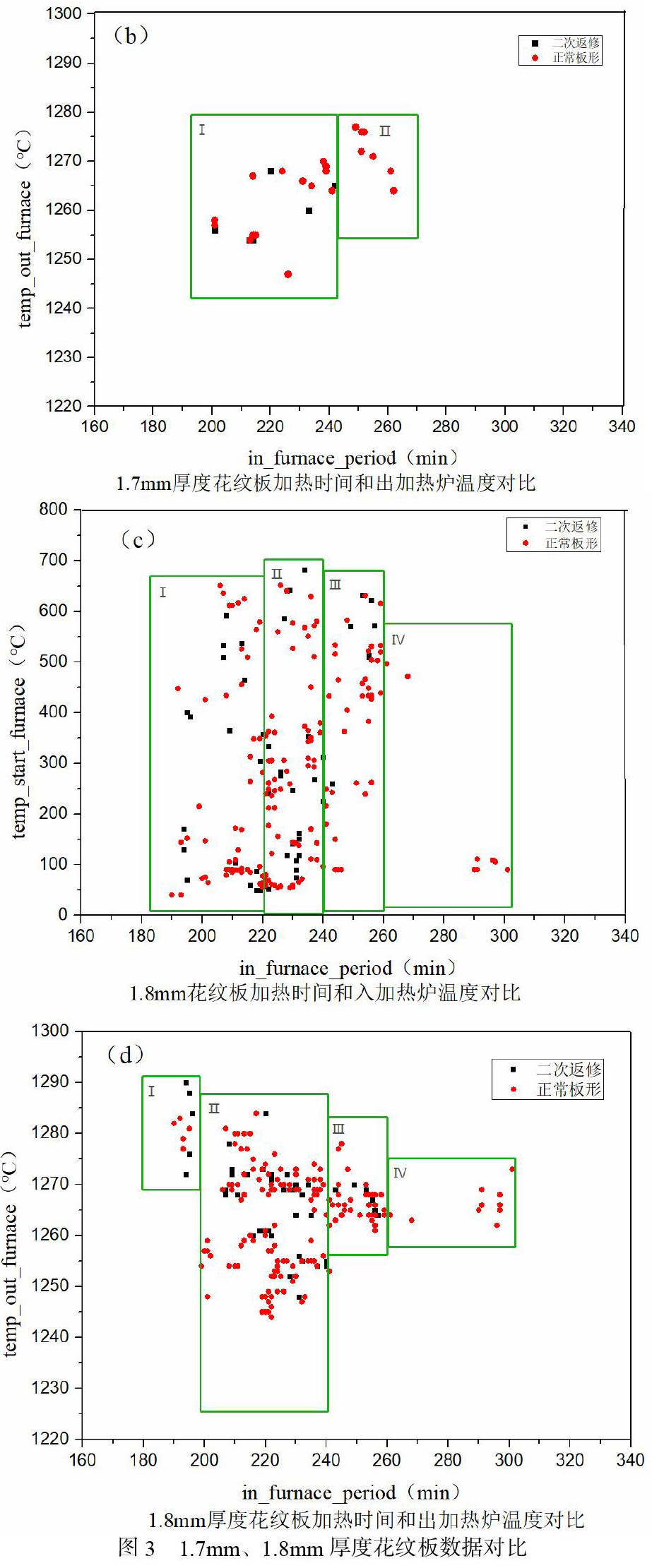
图3a、b可知,1.7mm花纹板“二次返修”和“正常板形”散点出现了明显“分层”现象,按“加热时间”我们将1.7mm花纹板图分为Ⅰ、Ⅱ区,其中“二次返修”花纹板共统计6个(注:有两个点重合在一起),“正常板形”花纹板共统计23个(注:有两个点重合在一起)。Ⅰ区加热时间、入加热炉温度、出加热炉温度都明显低于Ⅱ区,但Ⅰ区有明显“二次板形”缺陷产生,这是因为Ⅰ区加热时间偏短可能导致钢坯受热不均,钢坯无法充分奥氏体化进而影响板形造成“二次返修”。图3a看出,入加热炉温度和板形缺陷之间并无明显的“正相关”关系,影响板形缺陷的主要因素是加热时间。图3b看出,Ⅱ区出炉温度主要集中在1250~1280℃,当出加热炉温度超过1260℃(纵轴)时“二次返修”板形缺陷明显减少;当加热时间大于240 min(横轴)时则没有“二次返修”板形缺陷产生。
如图3c、d可知,1.8mm花纹板“二次返修”和“正常板形”散点按“加热时间”将其分为Ⅰ、Ⅱ、Ⅲ、Ⅳ区,其中“二次返修”花纹板共统计49个,“正常板形”花纹板共统计166个,1.8mm花纹板板形缺陷皆是产生在Ⅰ、Ⅱ、Ⅲ区(Ⅳ区没有板形缺陷)。图3c发现:当入加热炉温度低于700℃时,Ⅰ、Ⅱ、Ⅲ区既有“正常板形”也有“二次返修”而Ⅳ区全部是“正常板形”,即“入加热炉温度”对板形缺陷影响不明显,只需适当延长加热时间就可降低产生板形缺陷概率。图3d发现:随加热时间延长,“二次返修”与“正常板形”的比例呈明显下降趋势,“二次板形”缺陷主要出现在加热时间201~240min之间,当出加热炉温度(纵轴)在1240-1260℃之间时“二次返修”板形缺陷会明显减少(>1260℃板形缺陷又升高),且当加热时间在260min以上时无板形缺陷。因此“加热时间偏短”是1.8mm花纹板产生板形缺陷的主要原因,故将加热时间提升至260min以上可完全消除“二次返修”板形缺陷。另外,3d图的Ⅰ区有“出加热炉温度偏高”的现象,由于此时加热时间偏短容易导致钢坯受热不均,钢坯芯部与外表尚存在显著温差及热应力,后续加工过程中容易导致产生板形缺陷,故现场不建议采取该加热工艺。
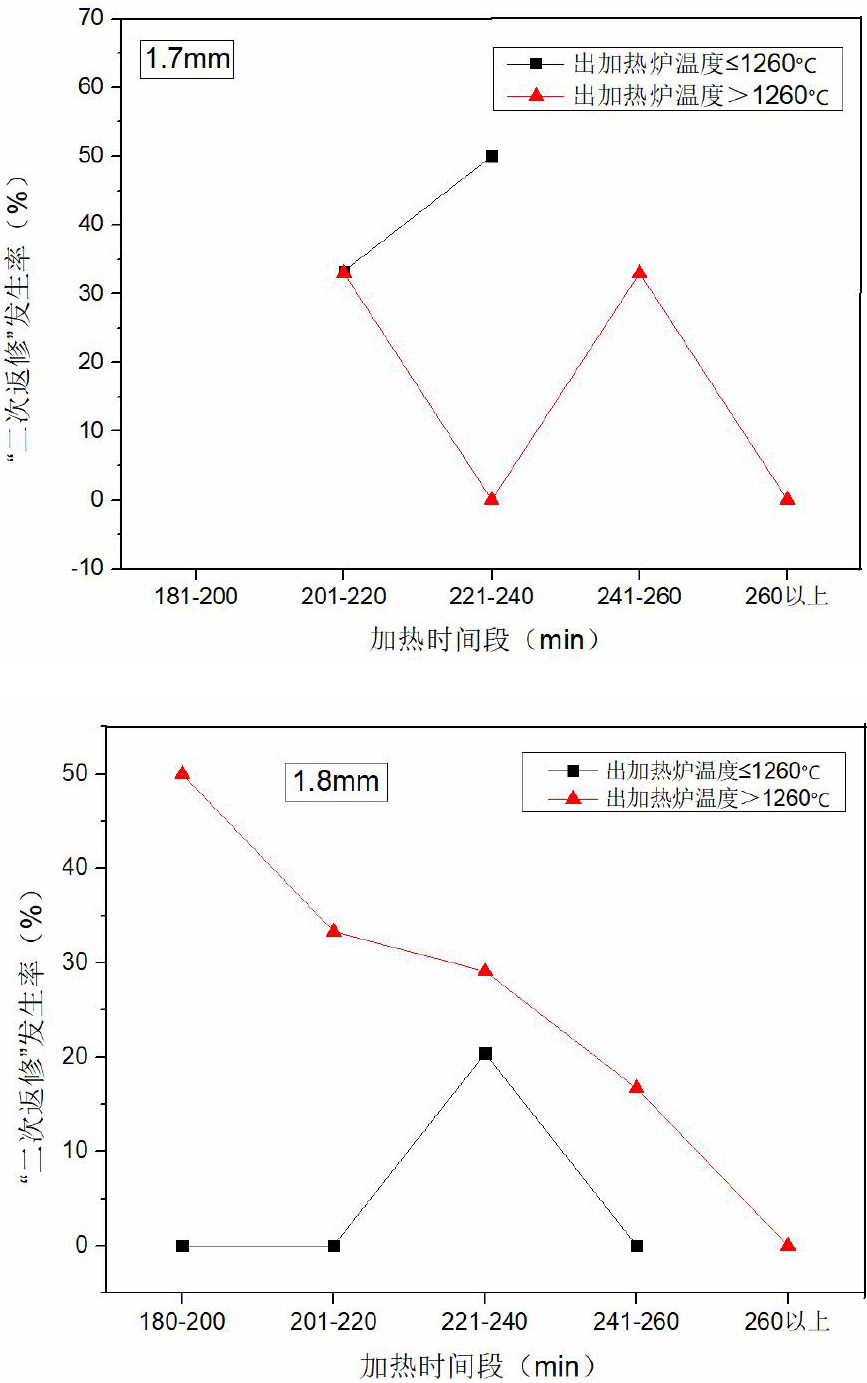
花纹板“二次返修”发生率=“二次返修”个数/(“二次返修”个数+“正常板形”个数)。根据图3数据做出“加热时间段”和“二次返修”发生率的关系图,如图4所示,这样可以精确计算出不同“加热时间段”的花纹板“二次返修”发生率,进而可判断出“理想加热时间段”。
图4中,横轴以20min为间隔进行统计可将加热时间分为“数段”,以出加热炉温度1260℃为最大加热时间的界线。加热时间的间隔(即图4横轴)选取,如果间隔过长会导致“加热时间段的分区”偏少但“每段内的数据”偏多,这样统计结果误差大且难以揭示实际情况;如果时间间隔过短,每个加热时间段的样本量偏少、数据波动大而数据分析失真。
图4a可知,1.7mm花纹板的钢坯当加热时间大于220min时、出加热炉温度控制在>1260℃时(▲红色),“二次返修”板形缺陷发生率为10.0%。从节能与“二次返修”板形缺陷发生率两方面综合考虑,理想加热时间段为221-240 min。
图4b可知,1.8mm花纹板的钢坯出加热炉温度在≤1260℃时(■黑色),当加热时间在201-220min之间时“二次返修”发生率为0,当加热时间在221-240min之间“二次返修”发生率为20%(如果按照201-240min来统计则“二次返修”发生率为15.0%)。当出加热炉温度>1260℃(▲红色)且加热时间>240min时可以将“二次返修”板形缺陷减少到13.5%以下。
综上图3、图4分析可知,①“入加热炉温度”和花纹板“二次返修”板形缺陷之间无明显的“正相关”关系,故“入加热炉温度”不是影响“二次返修”板形缺陷主要影响工艺参数。②1.7mm、1.8mm花纹板的钢坯,当出加热炉温度>1260℃且加热时间221-240 min时花纹板“二次返修”发生率可降至10.0%~13.5%左右。
3 结果与讨论
本研究中,钢坯坯料成分(Q195)、钢坯断面尺寸固定,且前述加热炉的数据分析是建立在热轧、层流冷却工艺参数统一基础上,由于生产花纹板的钢坯在加热炉加热后依次进行热轧、层流冷却,如果钢坯在加热炉出现了加热不均、过热或过烧现象,即便后续热轧、层冷工艺控制的再精确,这种钢坯加热过程的缺陷也一定会“遗传”到后续工序,故“加热炉工艺参数与热轧花纹板缺陷”之间一定会存在某种“相关关系”[6-8]。
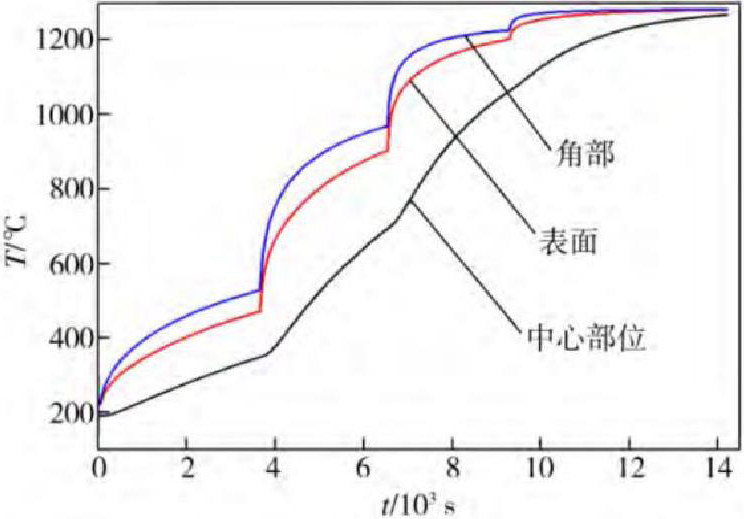
加热过程中钢坯不同部位随“加热时间”变化其温度分布如图5所示,钢坯中心部位与板坯表面、角部存在温度差,该温度差随“加热时间增大而减小”,并且其间所形成的不同厚度氧化铁皮可显著影响钢坯断面温差及钢坯加热质量[9]。如果“出加热炉温度”过高会使钢坯表面形成更厚氧化铁皮甚至过烧,而温度过低则不能使钢坯内部晶粒组织充分奥氏体化,在轧制时钢坯内部会形成应力集中或有可能形成微裂纹,且伴随着“加热时间”变化钢坯内部的这种不均匀热应力还可继续“遗传”至轧后的层流冷却过程,进而对宽薄规格钢板的板形缺陷有影响[9-13]。因此钢坯的“加热时间”、“出加热炉温度”两者之间要综合考虑并结合现场“二次返修”浪形缺陷反馈数据才能确定出最佳值,通常普碳钢出加热炉温度1050℃ 图3d 、图4b可知,1.8mm花纹板钢坯由于201-240min加热时间段的“二次返修”花纹板大都集中分布在230~240min段,故可将201-240min加热时间再细分为201~230min、231~240min段。当加热时间在201-230min之间、出加热炉温度在≤1260℃时(■黑色)时,“二次返修”花纹板共计1个,“正常板形”花纹板共计44个,此区间的“二次返修”发生率为[1÷(1+44)]×100%=2.2%。故从节能与“二次返修”板形缺陷发生率两方面综合考虑,201-230min是1.8mm花纹板钢坯理想加热时间段。结合图4a的分析结果得到1.7mm、1.8mm花纹板钢坯加热炉参数与“二次返修”板形缺陷的参数范围,见表1所示。 综合图1、图2、表1分析结果,1.7mm≤轧制厚度或轧制厚度≤1.8mm,、(Q195),加热炉最佳总加热时间220 min,最佳出加热炉温度1260℃,“二次返修”发生率可控制在10.0%左右。 4 结论 (1)产生花纹板“二次返修”浪形缺陷的钢坯与其“有效在炉时间”缩短有“正相关”关系,两座、三座加热炉生产工艺“有效在炉时间”缩短范围至少在20-25分钟左右,并且“有效在炉时间”缩短是导致钢坯“总在炉时间”缩短的直接原因。 (2)Q195宽度≥1200mm、宽薄(厚度1.7mm、1.8mm)规格花纹板的钢坯在加热炉的最佳总加热时间(即“总在炉时间”)220 min和最佳出加热炉温度1260℃时,在不考虑热轧和层流冷却参数影响前提下,该花纹板“二次返修”浪形缺陷发生率可控制在10.0%左右。 参考文献 [1] 李振亮,童海潮,陶绍斌,汪明新,张雄,杨雄伟. 热轧花纹板成型过程数值模拟研究[J]. 内蒙古科技大学学报,2022(已接收) [2] 王飞龙. 大扁豆花纹板轧辊孔型设计合理性评价及验证[J]. 锻压技术,2020,45(12):21-27. [3] 钟海容. 热轧花纹卷板形控制与优化[J]. 轧钢,2015,32(02):76-77. [4] 张国河. 薄规格花纹板试轧与工艺改进[J]. 中国冶金,2008(11):30-33. [5] 董跃星. 薄规格花纹板生产关键技术[J]. 金属世界,2017(01):53-56. [6] 王天恩. 大数据相关关系及其深层因果关系意蕴[J]. 社会科学,2017(10):115-122. [7] 战胜龄, 姜智尧. 花纹板产品的开发与应用[C]. 中国计量协会冶金分会会暨全国自动化应用技术学术交流会. 2013. [8] 闫飞,李志慧,刘阳.安钢花纹板带生产实践[J]. 河南冶金, 2011, 19(04): 51-53. [9] 金明, 倪红卫, 张华, 孔勇江, 郭满平. 步进式加热炉内板坯温度场模拟分析[J]. 武汉科技大学学报, 2016, 9(04): 248-252. [10] 王廷溥,齐克敏.金属塑性加工学——轧制理论与工艺[M]. 北京:北京机械工业出版社, 2001. [11] Liu Y J , Li J D , Misra R , et al. A numerical analysis of slab heating characteristics in a rolling type reheating furnace with pulse combustion[J]. Applied Thermal Engineering, 2016, 107:1304-1312. [12] 樊炜凯. 轧钢加热炉在生产中的温度控制探讨[J].山西冶金,2020,43(02):96-97. [13] 王辉, 张阳, 张岚, 李少雨,夏昊. 加热炉炉温均匀性对锻件金相组织的影响[J].锻造与冲压,2021(15):58-61. 基金项目:上海梅山钢铁股份有限公司横向项目(梅钢热轧薄规格花纹板板形研究,K19MGAD224). 作者简介:陶绍斌(1984-),男,上海梅山钢铁股份有限公司,工程师;mstaoshaobin@163.com 通讯作者:李振亮(1968-),男,内蒙古科技大学教授,博士;lzlflying@126.com 收稿日期:2022-2-20

 京公网安备 11011302003690号
京公网安备 11011302003690号


