



- 收藏
- 加入书签

浅谈空分装置空压机防喘振阀控制常见故障与预防处理
 打开文本图片集
打开文本图片集
摘 要:空气压缩机是空分系统中重要的大型设备,防喘振控制是空气压缩机最重要的保护系统。本文主要介绍喘振阀门控制原理及点检方法,通过以北营能源总厂制氧系统7#机组空气压缩机为例,进一步阐述了防喘振控制在DCS系统中的架构,及其在自动控制系统中常见故障的解决措施,正常运行时如何对仪表设备进行点检维护。
关键词:控制架构 常见故障 处理方法 点检维护
空气压缩机是空分装置的重要设备,用于提升气体流体的出口压力,为空分装置生产运行提供动力,是整套空分装置的动力基础。因此,空压机的安全平稳可靠运行是一项非常重要的技术指标,而影响该指标的极大危害因素就是空压机的喘振。因此,空压机的防喘振控制是整个空分装置控制系统的重要组成部分,控制复杂,控制精度要求较高。
1 空压机防喘振控制曲线的设定以及在DCS中的实现过程
北营能源总厂制氧系统7#机制氧机空气压缩机选用的是MAN公司的离心式空气压缩机,机组的排气量为178000NM3/H,设计出口压力为5.6Bar(实际工况为4.4Bar),电机功率为16000KW,电机转速为1500r/min。空压机防喘振调节信号由入口压力、出口压力转换而来和入口流量构成一条喘振曲线,且随入口温度的变化而变化,同时设置上限超压控制,防止出口压力超过管道的设计压力。
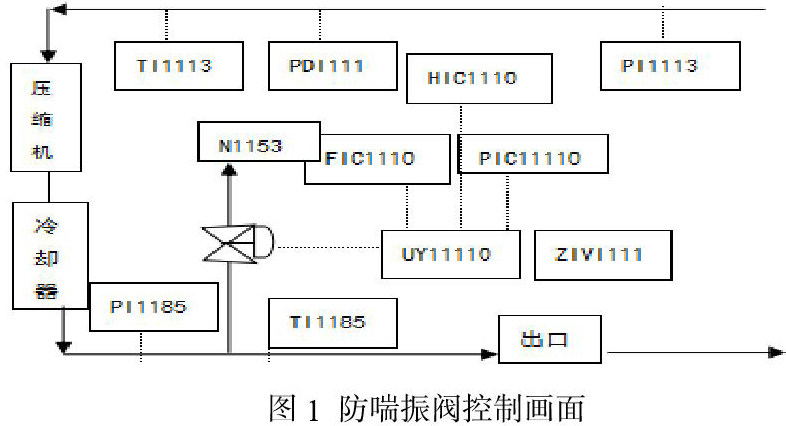
防喘振控制相关的变量分别是,PI1113(入口压力),TI1113(入口温度),PDI1110(入口差压信号,可以换算成流量信号),PI1185(出口压力),TI1185(出口温度)。
从图1可知,对于防喘振阀ZI1110(放空阀且是FO阀),分别是HIC1110、PIC1110、FIC1110三者输出的最大值作为防喘振阀的输出。UY1110的主要目的是:取HIC1110、PIC1110以及FIC1110的输出的最大值作为喘振阀的输出;FIC1110比例增益的切换等。
HIC1110(操作员手动输入),在开空压机之前,为防止防喘振阀突然关闭导致空压机的运行不稳定,HIC1110会输入一个固定值。而在稳定阶段, HIC1110的输出为零。
PIC1110(控制对象是出口压力PI1185)是防止超压控制系统,比例积分调节,正作用。当机组工作在出口压力较高的区域时,就要对出口压力进行控制限制,保证其不能超过最高允许压力值。对于恒压控制的空气压缩机,入口导叶开度的调节依然不能使出口压力稳定在工况值而继续升高并达到限制值时,出口压力调节器PIC1110开始起作用,与防喘振调节器FIC1110共同对入口导叶、放空阀的调节,保护压缩机出口压力稳定在限制值以内,使空压机的出口压力稳定保持在0.5Mpa左右 。
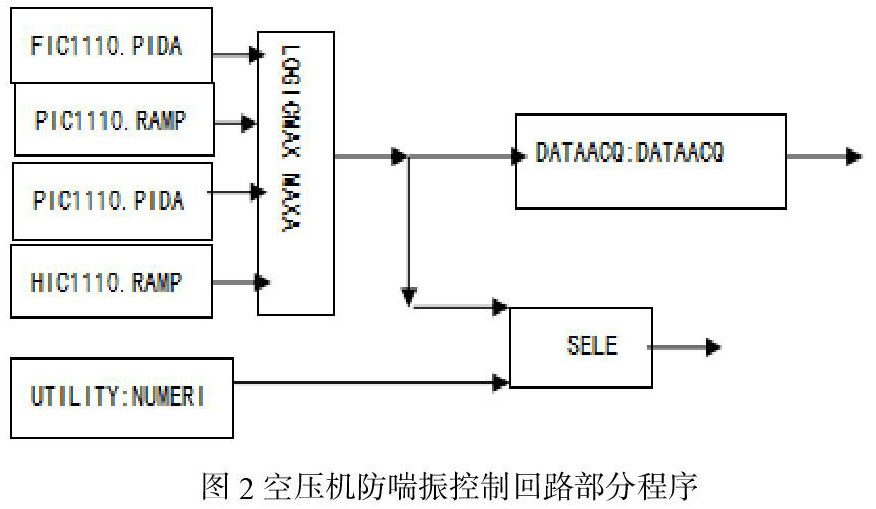
FIC1110是其中的防喘振控制回路的串级工作方式,其设定值来自操作员直接给定输入。测量值来自入口差压的计算值(通过入口温度、入口压力、出口压力对差压的关系曲线进行补偿运算),比例积分调节,反作用。防喘振控制回路部分程序如图2所示:
2 防喘振阀门控制原理
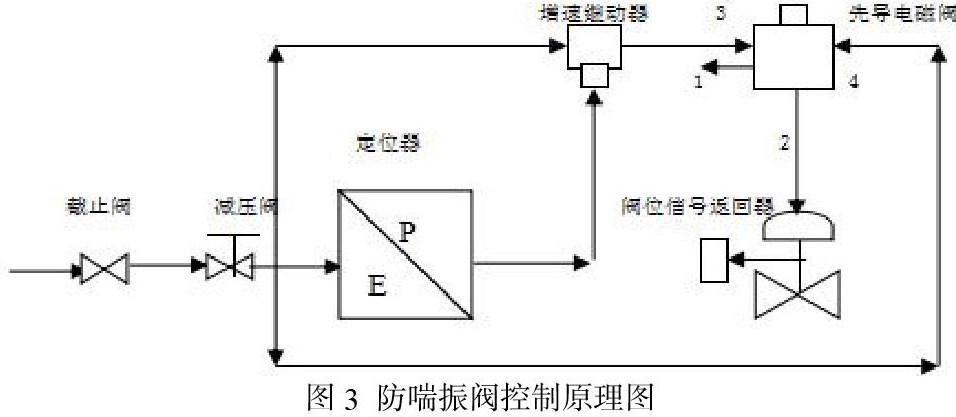
现场防喘振阀门控制部件由阀门定位器、减压器、阀位信号返回器、截止阀、增速继动器、先导式电磁阀、气动蝶阀等组成。将空气过滤减压器气源压力整定到0.5Mpa左右,DCS输出的4-20Ma信号经定位器转换成压力输出信号,提供给控制增速继动器气动控制端口,用于等比例增加仪表气通过量。先导电磁阀先线圈得电,同时控制气源管4气源压力达到0.5Mpa时,仪表气通过先导电磁阀3-2接通,仪表气源进入直通式气动薄膜调节阀顶部,产生压力控制阀门开度。失电或者先导电磁阀控制气源失去压力时阀门内部气体通过先导电磁阀2-1返流放空泄压,在弹簧的作用下使阀门快速全开,同时通过阀位信号返回器的作用将模拟量信号反馈到(DCS)主控室,岗位操作人员能够直观的对阀门开度状态进行实时监控。
3 防喘振阀门常见故障及解决方法:
3.1 阀门波动控制不准确
(1)定位器故障处理方法。(a)检查接线是否有松动和腐蚀现象,重新做好信号电缆接头,确认好极性与定位器接好并保证紧固。(b)在确认定位器连接紧固的前提下,使用定位器本身自动校验功能键,按住三秒以上,进行自动校验定位器。(c)用HRET-475对定位器进行标定和校验,如确认定位器本体损坏,可以进行更换。
(2)膜片故障处理方法。(a)检查阀门模头内膜片是否有轻微渗漏,可以对膜片进行更换,保证压盖螺丝紧固均匀,无漏气现象。
(3)模拟量输出模块故障处理方法。(a)检查DCS输出AO模块是否损坏,在AO输出值恒定时,电流是否有波动,确认AO模块性能不稳定时,可以选择更改给防喘振阀门控制的AO通道,或者整体更换AO模块。
(4)仪表气源故障处理方法。(a)仪表气源不稳定,检查气源管是否有泄漏或堵塞, 减压器压力表显示是否波动,调整减压器输出到0.5-0.6Mpa之间,或者直接更换减压器。
(5)变送器故障处理方法。(a)检查压力变送器和差压变送器,检查取压管确认没有泄漏后,可以在DCS打手动值或者把该点打死后,对变送器进行标定和校验,或更换变送器。(b)如果取压管有泄漏可以对取压管进行紧固或焊接。
(6)测温元件故障处理方法。(a)铂电阻引出线和接线端子松动,紧固端子螺丝。(b)铂电阻本体性能不好,更换铂电阻本体。(c)显示值比实际值低或示值不稳保护管内有金属粉末、灰尘,接线柱间不清洁及测温电阻短路(积水等),
除去金属粉末,清扫灰尘、水等,找到短路点,加强绝缘保护等。
(7)阀位回讯器故障处理方法。(a)用HRET-475对阀位回讯器进行标定和校验,如确认阀位回讯器本体损坏,可以进行更换。
(8)阀门动作不及时故障处理方法。(a)调整PID模块的比例、积分、微分时间,使阀门开度稳定在给定值附近。
(9)增速继动器故障处理方法。(a)检查膜片和节流孔,检查控制气源管路是否泄漏,直接更换增速继动器。
3.2 阀门不动做
(1)电磁阀故障处理方法。(a)检查电磁阀是否正常,如有故障采取用酒精和硅油清洗阀芯或更换线圈。
(b)检查控制电磁阀气源管是否通畅,件电磁阀内部膜片是否完好,密封是否无泄漏,节流孔是否通畅无波动。
(2)膜片故障处理方法。(a)膜片损坏不能保压(喘振阀全开不能关闭),更换膜片。保证压盖螺丝紧固均匀,无漏气现象。
(3)定位器故障处理方法。(a)检查接线是否断开,重新做好信号电缆接头,确认好极性与定位器接好并保证紧固。(b)定位器本体损坏,更换定位器。
(4)仪表气源故障处理方法。(a)仪表气源压力不够,检查气源管是否有泄漏或堵塞,调整减压器输出到0.5-0.6Mpa之间,或者直接更换减压器和截止阀。
(5)继电器故障处理方法。(a)对中间继电器腐蚀的接点进行清洁处理,或者更换继电器。
(6)DCS控制柜数字量输出DO点故障处理方法。(a)更改DO点通道,或者直接更换DO模块。
(7)阀位反馈显示无值、反馈波动,反馈与给定值不符故障处理方法。(a)检查阀门与阀位信号返回器是否连接紧固。(b)用HERT475调教阀位信号返回器。(c)更换阀位信号返回器。(d)紧固信号返回器接线端子。
4 岗位点检及日常保养
4.1点检事项
(1)当班人员巡检阀门模头,用手接近阀门模头下方排气口,感知是否有气体泄漏,有泄漏说明膜片有破损,需要及时协调更换。
(2)当班人员用测温枪测量电磁阀线圈,温度范围在40℃-60℃。
(3)当班人员检查气源管所有接头是否有漏气现象,如有漏气及时紧固。
(4) 当班人员检查定位器反馈连杆及阀位信号返回器与阀门连接是否紧固。调节阀及其附件、连接管线、配管是否有损坏或松动。
(5)当班人员检查变送器取压管是否有泄漏,显示值历史趋势是否有大的波动。
(6)铂电阻与管道连接是否紧固,防爆挠性管是否松动或者脱落。
(7)控制柜内是否有异味,散热风扇运行良好,继电器指示灯显示正常。
(8)减压器压力表压力显示稳定在0.5Mpa作右,无波动。
(9)该管道差压变送器取压方式是环形取压,要保证每个取压接口都检查到位,保证没有一处有漏气现象。
4.2日常保养
(1)每6个月对铂电阻进行清灰绝缘处理,同时对信号电缆与接线端子进行紧固(除锈后)。
(2)每6个月对空气过滤减压阀进行吹扫,减少灰尘和杂质,减少电磁阀内部阀体和阀壁的摩擦力,使电磁阀动作灵敏顺畅,同时提高电磁阀使用寿命。
(3)由于电磁阀长期处于得电状态,气路中的灰尘和杂质容易增大电磁阀阀芯与阀壁的摩擦力,促使电磁阀动作不灵活,所以要每六个月将电磁阀阀芯拆卸下来,用高纯度酒精和硅油对阀芯和阀体内壁进行清洗润滑。保证电磁阀运行灵敏快速。
(4)停车检修是必须对阀门进行自动校验,保证阀门运行开度准确,跟踪及时。并做好检修记录。
(5)由于该管道振动比较大,要求每班对管道法兰连接处进行检查,是否有漏气现象,以便及时紧固保证运行。
(6)每6个月对DCS控制柜及现场转接柜进行除尘,对接线端子进行紧固。
(7)检修时要对电磁阀分别进行失电、失气源实验,确认阀门能够迅速全开。
5 技改项目
北营能源总厂7#制氧机防喘振阀门没有手动控制装置,且阀门前端管道与压缩机出口直通,一旦阀门发生故障,都必须停产停机检查,排出防喘振阀门故障。这将给企业正常的生产保供工作带来严重影响。为了能够实现在防喘振阀门出现故障时不停机检修,建议在该套空分机组的防喘振阀门前端管道上,安装DN400手动蝶阀一台,在空压机正常运行时,该蝶阀为全开状态。阀门安装对管道内的压缩空气流量和空气压力没有任何影响。在防喘振阀门发生故障时,可以先将入口导叶机械开度锁定在固定位置,确保入口流量恒定后,全关手动蝶阀。这样就能够实现在不停产停机的状态下,对出现故障的防喘振阀门进行调校或故障处理(如膜片更换、定位器调校等)。尽管安装手动蝶阀后不能避免空分产线连锁停车,但是可以大大缩短连锁停车后的生产恢复时间。
此外,在设备运行过程中,如果出现防喘振阀门动作不线性时及阀门关度不到位时,可以将手动蝶阀关闭,对防喘振阀门进行在线处理,减少压缩空气放空量,达到降本增效目的。
6 结束语
北营能源总厂严格执行集团点检制度,实行岗位点检、维修点检、精密点检三结合,全员参与到设备点检工作中来。严格按照点检标准,精确点检至运行设备每一关键部位。同时由点检员定期对岗位操作人员进行培训。做到有标准,有方法,有预案,不放过每一个设备问题的细节,把设备出现的问题消灭在萌芽阶段。经过全员的共同努力,我厂三万五空分设备已经连续安全稳定运行六年半,确保了三冷轧及大高炉稳产顺产。
参考文献:
[1]蒋慰孙,俞金寿.过程控制工程[M].北京:中国石化出版社.1999.
[2]毛绍融,朱朔元,周智勇.现代空分设备技术及操作原理[M].杭州:杭州出版社,2005.
作者简介:
王万昱(1973-)男 仪表技师 现在北营能源管控中心制氧一区 仪表点检

 京公网安备 11011302003690号
京公网安备 11011302003690号


