



- 收藏
- 加入书签

机器人伺服点焊技术的应用及焊接示教规范
 打开文本图片集
打开文本图片集
【摘要】:随着机器人焊接工艺和技术的发展,在汽车制造业中,机器人伺服点焊技术已基本取代传统的机器人气动点焊技术。除老旧的汽车焊装生产线体外,新线体投入建设或老旧生产线技改时,机器人伺服点焊技术的应用已成为汽车行业主流。本文主要介绍机器人伺服点焊技术在汽车焊接过程的应用和示教规范。
【关键词】:汽车制造;机器人;伺服点焊;焊接;示教。
1、伺服点焊技术的优势
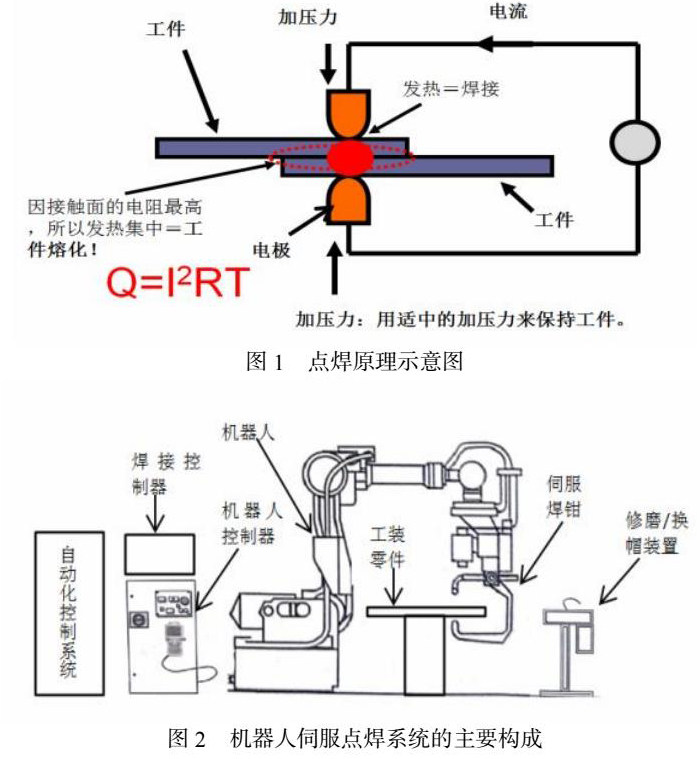
汽车制造中所说的点焊是电阻焊的一种,是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。如图1所示,点焊时,先加压使工件紧密接触,随后接通电流,在电阻发热的作用下工件接触处熔化,冷却后形成焊点。
由图1可知,点焊发热量主要受三个要素影响:电极间的工件电阻、通电时间、焊接电流。而电极间的工件电阻,当材料一定时,电阻与焊钳的加压力成反比,所以点焊的三大要素可以看作是:电极压力、通电时间、焊接电流。结合气动焊钳和伺服焊钳的结构和控制特性可知,相对于传统气动点焊,伺服点焊主要具备以下优势:
1) 焊钳电极能在开合枪的任意位置精准定位,与工件实现柔性接触,避免滑枪。
2) 可自动补偿修磨量,电极加压力更加精准,焊接火花飞溅及毛刺少,焊接质量更好。
3) 焊钳响应速度快,焊接效率更高,实现更高节拍生产。
2、机器人伺服点焊系统的主要构成及原理
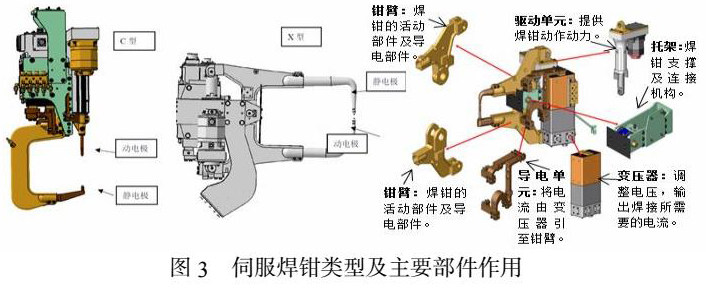
2.1、机器人伺服点焊系统的主要构成如图2所示:主要由PLC自动化控制系统、机器人控制器、焊接控制器、机器人系统(含管线)、伺服焊钳、电极帽修磨/换帽系统、零件及相对应的工装夹具等组成。
2.2、机器人伺服点焊系统的主要工作原理:PLC自动控制系统自动识别生产的零件或车型信息,根据不同零件或车型状态调取不同参数配方发送至机器人控制系统,机器人控制器通过接收PLC自动化控制系统的指定信息,调取特定的机器人PNS程序,使机器人调用焊接规范(焊接控制器根据焊接规范输出指定的焊接参数)并带着伺服焊钳按程序设定动作将零件焊接成型。通过程序指令设定,机器人每焊接一定点数(如500点)自动到修磨装置修磨电极帽,当修磨次数达到设定次时(如18次),机器人自动到换帽装置换帽并修磨。若没有自动换帽装置,修磨次数达到设定次数时,机器人停止并报警,由操作人员手动更换电极帽并修磨。
3、伺服焊钳类型、主要部件作用及伺服焊钳设定原则
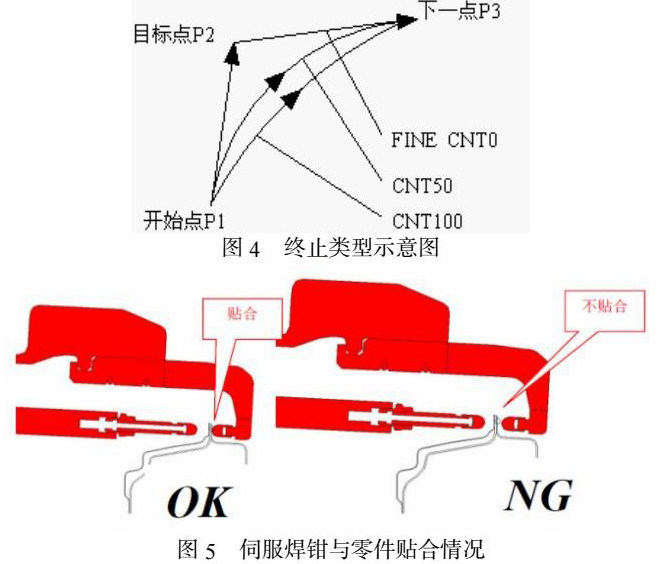
3.1、如图3所示,按伺服焊钳动电极打开和闭合的工作方式,主要分为C型钳和X型钳。其中,C型钳形状类似字母“C”,动电极沿某个方向打开和闭合;X型钳形状类似字母“X”,动电极沿轴心旋转动作实现打开和闭合。
3.2伺服焊钳设定原则
3.2.1、焊钳方向设定 :伺服焊枪关闭方向为正,打开方向为负,即按轴的正方向运动时焊枪关闭,按轴的负方向运动时焊枪打开。
3.2.2、焊钳软限位设定:a)所有焊枪均需要设置软限位,防止焊枪由于操作不当导致损坏。b)伺服焊枪的开口软限位一般为焊枪开口设计最大值减少10mm-20mm,例如设计开口为300mm的焊枪时设置为280mm-290mm为最大开口软极限。
3.2.3、修磨补偿设定:a)电极帽修磨补偿采用常用的单步测量法,由程序一览画面选择WR_SET01对焊枪1进行设定。通过CALL TWKCALC2(0.5,AR[2])设定上下电极帽修磨量按均分计算。b)当伺服焊枪磨损量超过设定值或超过修磨次数时报警提示需要更换电极帽。
3.2.4、压力标定:在示教器“设置伺服焊枪”界面上设定“压力计的厚度”后按下ENTER后从1%的扭矩开始测试压力,直至接近最大压力,要求压力标定后测量偏差≤±3%。
3.2.5、焊枪调零:伺服焊枪更换新电极帽后必须进行焊枪调零,伺服焊枪调零后上下电极贴合且伺服数据为0。
3.2.6、电流标定:焊接变压器1次侧和2次侧电流均要标定,标定完成后输入电流与实测电流偏差±3%以内。
4、机器人伺服点焊轨迹示教原则
4.1、安全距离要求:
4.1.1、机器人焊接轨迹示教时,需确保机器人及其附属设备(含伺服焊钳和管线等)在运动过程中与车身零件最小安全距离≥5mm,若在焊接圆孔内的焊点时,需确保焊钳静电极垂直进出孔,且静电极与圆孔边沿至少具有2mm以上的安全距离,避免焊钳抖动时发生焊钳与零件刮蹭。
4.1.2、在机器人进枪、出枪、机器人轨迹姿态变化等过渡性运动过程中,需确保机器人及其附属设备(含伺服焊钳和管线等)在整个运动过程中与车身零件及其他周边工装设备最小安全距离≥15mm。
4.2、轨迹示教原则:
4.2.1、原点位置(HOME位)的设置要求:a)需确保机器人在HOME位时管线包不能有明显拉扯受力,其它机器人、夹具等设备无论是否工作,都不能与当前机器人有干涉(一般保持与车身300mm以上距离)。b)考虑到缩短电极帽修磨对生产节拍的影响,可使HOME位靠近修磨器设置,减少机器人修磨运动时间。c)HOME位确定后,需将位置存储在位置寄存器PR中(如PR[1:HOME]),后续示教编程时直接调用。d)需确保机器人能从HOME位到达程序中的第一个位置点,程序中的最后一个位置点也能直接回到HOME位,且运动类型一般选取关节运动(如:J PR[1:HOME] 100% FINE)。
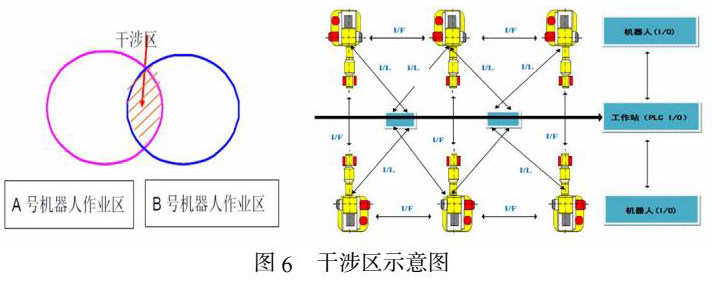
4.2.2、过渡点的轨迹示教原则:由于机器人有3种运动类型(两个指定的点之间沿直线运动的直线运动L、两个指定的点之间任意运动的关节运动J、三个指定的点之间沿圆弧运动的圆弧运动C)和2种终止类型(FINE、CNT),这就要求我们在机器人过渡轨迹示教时,结合机器人与工装夹具及车身零件之间的空间大小选择适当的运动类型和终止类型,如图4所示,终止类型FINE为精确定位,CNT为非精确定位,CNT值越大,轨迹运动越顺畅连贯同时越偏离目标点P2,且CNT0=FINE。所以过渡点轨迹应遵循以下原则:
a)小空间且干涉多的复杂区域,需选择直线运动L同时选择终止类型FINE,是机器人轨迹沿两点之间直线运动且精确到达。如:L P[1] 3000mm/sec FINE。
b)若空间较小但干涉情况不多,可选择直线运动L和CNT相结合的运动指令,但CNT值选取需现场示教确定,一般CNT值不宜选取过大。如:L P[2] 3000mm/sec CNT20。
c)在大空间且无干涉或者干涉较少的空间,一般可选取关节运动J和CNT相结合的运动指令,确保机器人整个运动的连贯性和节拍提升。如:J P[3] 3000mm/sec CNT100。
4.2.3、焊接点的轨迹示教原则:
a)由于要确保焊点位置的精准性,焊接点的轨迹终结类型必须选择FINE,禁止使用CNT,且为了确保姿态的一致性,运动指令必须用L指令,如:L P[4] 2000mm/sec FINESPOT[SD=3,P=35,t=3.6,S=19,ED=3]。
b)伺服焊钳焊接轨迹示教时,如图5所示,需使用全新电极帽示教,焊点位置静电极必须垂直贴合零件,不能存在离空,无法实现垂直焊接时,偏差角度不能超过±5°。
4.2.4、机器人干涉区设定原则:只要一台机器人与另一台机器人在整个工作过程中存在干涉可能,则这两台机器人间就存在干涉区。如图6所示,当机器人任何部分(含本体、焊钳和管线等)进入某个区域都可能会与另外一台机器人在该区域存在碰撞的可能性时,就必须建立两者之间的干涉区(注:机器人外围动作设备(如夹具、滚床、往复杆等)工作动作轨迹与机器人运动轨迹有干涉时,也同样需要建立两者之间的干涉区)。
干涉区的设定需注意以下事项:
a)干涉区安全距离设置并非越大越好,干涉区设置过大可能造成不必要的等待浪费,一般设200mm左右为宜。
b)若可通过调整机器人轨迹姿态实现避免干涉的,则尽量姿态优化实现不设干涉区。
c)必须设置空间区域作为干涉区,不能仅仅使用机器人动作时间差来避免干涉,否则在机器人由于故障停止在干涉路径中或者机器人作业速度异常的情况下可能会发生碰撞。
d)设置一个“干涉区允许进入”信号(如:DI[10:R1 PERMIT])来表示干涉区内是否有机器人或其他设备,只有当机器人接收到自动化控制系统发过来的DI[10:R1 PERMIT]=ON时,才允许R1机器人进入干涉区作业。在进入干涉区的同时,将R1在干涉区的信号(如:DO[10:R1 ZONE]=ON)发送给PLC自动化控制系统,避免其他设备进入干涉区造成碰撞,当R1完成作业内容离开干涉区后,将R1在干涉区的信号复位(即:DO[10:R1 ZONE]=OFF)发送给PLC自动化控制系统,允许其他机器人或设备在干涉区作业。
e)在示教完所有机器人轨迹后,必须进行干涉区信号验证。先手动发送机器人干涉区信号,验证PLC能否收到信号,当确认PLC能正常收到干涉区信号后,在进行实际轨迹运行验证。在轨迹实际验证时,手动模式和自动模式均需要验证,首先进行手动验证,将机器人速度由低到高递增进行多次验证,防止漏设干涉区的情况。手动示教验证无异常后,再进行自动运行验证,同样将机器人运行速度由低到高递增进行多次验证(如从10%、20%、50%递增100%全速),确保机器人自动运行没有干涉。
f)机器人修磨轨迹、换帽轨迹、服务位轨迹同样需要进行干涉区验证,干涉区具体设置和验证方法与上述方法一致。
5、结束语:
通过对机器人伺服点焊示教规范的研究总结,让我们增进了对机器人焊接示教原则的掌握,为汽车日常生产制造过程中的机器人焊点示教以及新车型新产品导入技改调试做好技术储备,提升我们机器人焊接自主调试能力。
参考文献:
1、滑德富 方敏 王玉辉 孙震礼,中频伺服机器人焊钳的应用,[J];现代零部件;2013年05期
2、吴金保孙晶晶,工业机器人点焊系统解析,[J];日用电器;2018年09期
作者简介:
李宗洋,男 ,1988年3月出生,2011年毕业于广西大学 ,学士学位,就职于柳州柳新汽车冲压件有限公司,设备安全部部长助理,工程师。通讯地址为柳州市曙光大道29号,电话13471212407,邮箱xlylzy@163.com。

 京公网安备 11011302003690号
京公网安备 11011302003690号


