



- 收藏
- 加入书签

由膨胀机进口温度的调节探讨专业学习与工作实践的结合
 打开文本图片集
打开文本图片集
摘 要:膨胀机是低温精馏装置的核心设备,本文先阐述了膨胀机进口温度的调节方法,然后重点论述了在工作中要把学到的专业知识有意识地运用于实际生产,指导解决生产中遇到的实际问题,着重探讨了专业学习与工作实践相结合的重要性。
关键词:空分设备;膨胀机;进口温度;换热器;体会
一.概述
对于空分设备来说,低温精馏装置冷量损失的及时补充、产品产量的有效调节等都使得为其提供充足冷量的膨胀机显得尤为重要,可以说它是空分设备的心脏部件之一。我公司二期空分装置所采用的膨胀机是由美国普莱克斯公司自行研制生产的增压透平膨胀机。空压机压缩后的空气经过分子筛纯化系统除去CO2、碳氢化合物和水分之后,洁净的空气先经增压机增压,再经冷却器冷却后进入主换热器换热,然后再进入膨胀机进行绝热膨胀产生空分装置所需的冷量,与此同时产生的机械功为增压机所吸收,降低增压机部分功耗。
二.专业知识分析
该套空分装置投产运行后的初期,总是出现膨胀机的进口温度低报警,因该膨胀机是气体膨胀机,进口压力为45bara,出口压力为5.5bara,进口温度-100℃左右,如果出口温度低于-175℃,出口空气就可能会部分液化,导致膨胀机的出口空气带液,就有打坏膨胀机叶轮的风险,所以为了避免膨胀机的出口温度过低,就需要控制进气温度不能低于报警值(-115℃)。
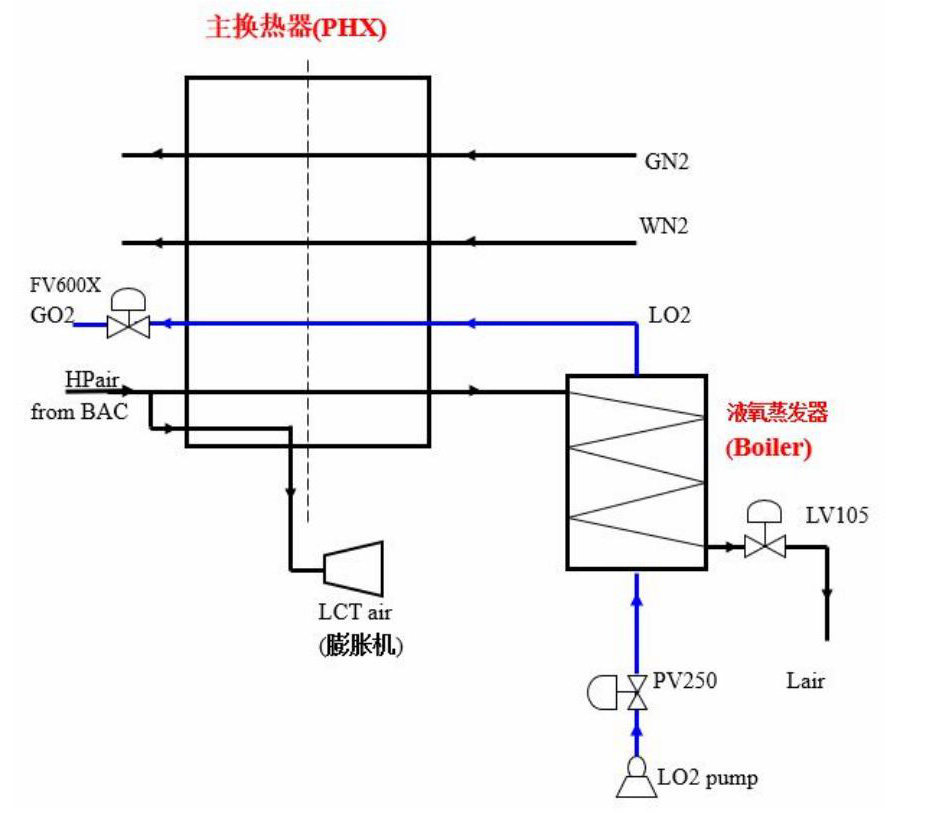
我们如何才能控制膨胀机的进口温度?首先从工艺流程图开始着手,结合所学的热力学知识进行研究分析,下图是工艺流程示意图:
在上图中,PHX为主换热器,冷流体为空分精馏塔内出来的低温纯氮气(GN2)、污氮气(WN2),以及液氧泵出口的液氧(LO2),其中液氧经换热吸收热量后被汽化为气氧(GO2),供客户使用。热流体为增压机(BAC)出口的高压空气(HPair),高压空气分两路进入主换热器:一路先经过主换热器与低温流体换热,换热后温度降至-145℃左右,然后进入液氧蒸发器(Boiler)与液氧换热,低温高压空气在液氧蒸发器内与液氧进行热交换,被液化成为液空;还有一路高压空气从主换热器的的中部抽出,进入下塔膨胀机(LCT),在此需要解决的问题就是避免进下塔膨胀机的空气温度过低。
下面来分几种情况进行分析:
1.当气氧(GO2)的抽出量一定时,改变Boiler里的液氧压力即改变液氧泵的出口压力或改变调压阀门PV250后的压力,假设为压力下降时,则氧的沸点降低,液氧饱和温度随之降低,氧側与高压空气側的温差增大,根据热量传递公式:
Q=KFT
K:传热系数
F:传热面积
T:传热温差
由于T增大,则在Boiler里的传热量Qboiler增大,而在PV250阀前的LO2直到FV600X后的GO2抽出量不变,同时假设供客户氧气管道压力保持不变,故它所传递的总的热量Q总是不变的,那么在PHX里传递的量:Qphx=Q总-Qboiler
Qboiler增加,Q总不变,则在PHX里传递的冷量Qphx减少,在PHX里传递的冷量Qphx减少,传递给膨胀机这股空气的冷量就会减少,所以从PHX中间抽出的膨胀机的进气的温度就会升高。由此可见,降低氧泵的出口压力或降低阀门PV250后的压力,会提高膨胀机的进气温度。
2.当液氧泵出口压力保持不变而抽出的气氧量变化时,假设为减少,则从PV250阀前的LO2直到出FV600X后的气氧(GO2)量减少,同时假设客户供氧管道压力保持不变,它所传递的总的冷量就会减少,因为Q总=CMT
C:比热
M:GO2质量
T:GO2温升
因为氧气(GO2)抽出量M减少,温升T不变,所以Q总减少,并且由于氧泵出口压力或调压阀PV250后面压力不变,由前面分析可知:Qboiler =KFT保持不变,因此Qphx =Q总- Qboiler会减少,在PHX里传递的冷量Qphx减少,传递给膨胀机这股空气的冷量就会减少,所以从PHX中间抽出的膨胀机的进气温度就会升高。由此可见,减少氧气的抽出量可以提高膨胀机的进气温度。
3.当经过主换热器(PHX)和液氧蒸发器(Boiler)两次换热的这股高压空气(Lair)的流量发生变化时,假设流量增加且压力保持不变,根据Q=CMT,空气比热C不变、空气质量M增加、空气温升T不变,则这股高压空气在液氧蒸发器(Boiler)内交换的热量Qboiler会增加;而此时假设氧气的抽出量和液氧的压力都保持不变,故Q总=CMT中,比热C、氧气质量M和氧气的温升T都保持不变,所以Q总保持不变,因此Qphx =Q总- Qboiler会减少,在PHX里传递的冷量Qphx减少,传递给膨胀机这股空气的冷量就会减少,所以从PHX中间抽出的膨胀机的进气温度就会升高。由此可见,通过开大阀门LV105增加液氧蒸发器内这股空气的流量,可以提高膨胀机的进气温度。
4.当流入主换热器的高压空气的压力发生变化时,假设为压力增加且流量保持不变,因为压力增加所以液空的饱和温度升高,高压空气側与氧側的温差增大,根据热量传递公式:Q=KFT,传热系数K不变、传热面积F不变、高压空气側与氧側换热温差T增大,所以液氧蒸发器内的换热量Qboiler= KFT会增加;而此时假设氧气的抽出量和液氧的压力都保持不变,故Q总=CMT中,比热C、氧气质量M和氧气的温升T都保持不变,所以Q总保持不变,因此Qphx =Q总- Qboiler会减少,所以从主换热器(PHX)中间抽出的膨胀机的进气温度就会升高。由此可见,通过提高增压机(BAC)的出口压力,可以提高膨胀机的进气温度。
三.实践总结
综合以上的分析,可以得知为了提高膨胀机的进气温度可以采取以下四种方式:
1.通过降低氧泵的出口压力或降低调压阀门PV250后的压力,来降低液氧蒸发器内冷流体液氧的压力,从而提高膨胀机的进气温度。
2.减少氧气的抽出量可以提高膨胀机的进气温度。
3.通过开大阀门LV105增加液氧蒸发器内热流体空气的流量,可以提高膨胀机的进气温度。
4.通过提高增压机(BAC)的出口压力,可以提高膨胀机的进气温度。
为了验证以上结论的正确性,在实际的生产中,我们分别每采用一种措施后,就观察其对膨胀机进气温度的影响,结果发现每种措施都能起到提高膨胀机进气温度的效果,只是影响的程度有所不同。于是应用到实际生产中,我们把这四种措施所对应的不同结果的试验数据,进行了综合分析,然后输入到一种模型预测控制器(MPC--Model predictive control)中,由PLC程序根据当时的实际情况,从客户氧气用量和生产能耗等方面综合考虑,采取相应的措施来自动调节膨胀机的进气温度,有效避免了膨胀机出口带液的情况发生,极大地提高了膨胀机的运行可靠性。
四.专业学习与工作实践相结合的体会
1.作为一名空分工艺工程师,首先必须要学好《化工工艺学》、《化工原理》、《物理化学》、《化工热力学》等与空分原理密切相关的课程。因为假如当生产过程中出现问题或工况发生异常波动时,只有非常熟悉工艺流程、透彻理解了反应原理,才能准确地进行分析判断,找到问题的症结所在,进而快速有效地解决问题。
2.只有熟悉了工艺流程,才能理清楚各个操作流程开车的顺序。就拿空分装置开车为例,如果不按操作顺序开车就会引发事故,同时由于工艺过程的自身规律,不按操作顺序就开不了车,因此操作步骤之间的顺序非常重要,不能随意更改。比如原料空气经过空压机压缩后,必须通过分子筛吸附掉空气中的水分、二氧化碳及碳氢化合物等杂质后才能进入下一个环节,否则随着空气温度的降低,这些杂质进入到换热器和低温精馏塔后,会堵塞换热器通道,同时碳氢化合物若在液氧中聚集还会发生爆炸的危险。
3.建立物料平衡和能量平衡的概念。在整个空分单元中,进物料量为空气,出物料量为氧气、氮气、氩气,进料和出料应该是平衡的。能量也是如此,膨胀机的制冷量与空分装置产出的液体量应该是平衡的。因此可以通过这个平衡来间接判断设备的运行状态、合理的调节开车步骤,并且由此来把握各个环节的开启时机。如在调节产品纯度的过程中,既可以根据氧气和液氮的抽取量来调节物料的平衡,也可以通过膨胀机的制冷量和液体产品的产量来控制冷量的平衡,通过以上两种方式都可以调节产品的纯度,只有物料和能量都达到平衡,空分装置才能平稳地运行。
4.空分操作切忌大幅度操作阀门,尤其是在大型空分装置中,无论是温度、流量、压力和液位的变化,都呈现较大的惯性和滞后特性,如果当被调整的变量偏离期望值较大时我们大幅度调节阀门,由于惯性和滞后的存在,虽一时看不出变化,而一段时间后又出现被调量超出期望值,导致被控变量反复出现大幅震荡,精馏塔内会出现液泛或液悬,导致工况难以稳定,产品质量也得不到保证。
5.现在的化工生产装置基本都是自动化控制,学好《化工仪表及自动化》这门课,对我们的工艺操作也有很大的帮助,了解流量计、温度计、变送器等控制仪表的工作原理,有助于我们分析生产过程中出现的一些故障;掌握阀门的特性,有助于我们在开车和调节工况时掌握操作的幅度;理解控制程序对于预测工况的变化趋势和采用何种调节手段也是大有裨益。
五.结束语
在平时专业学习的过程中,要有意识地将学习到的原理应用到实际的工作中,解释客观现象,加深对原理的理解。例如深度冷冻法制氧,首先要获得比环境低得多的温度,即通过适当的能量转换方式将被冷却物体的热量转移到环境中,然后建立平衡。能量转换必须遵循热力学的基本定律,制氧机的工作过程,实际上是实现各种能量转换过程。例如高温气体流过换热器放热,温度降低;低温液体流过换热器吸热,温度升高;气体通过膨胀机对外做功,温度降低等等。因此制氧技术是建立在热力学基础上的,是热力学理论在现实生产中的实际应用。
通过系统地学习专业知识,能够使我们更深入地了解生产装置的工作原理,将理论与实践紧密结合,有利于进一步提高理论水平,理论水平的提高反过来又提升了我们解决实际问题和处理生产事故的能力,二者相辅相成。
参考文献:
[1] 李化治. 制氧技术 [M]. 北京:冶金工业出版社,2009.
[2] 毛绍融,朱朔元,周智勇,等. 现代空分设备技术与操作原理 [M]. 杭州:杭州出版社,2005.

 京公网安备 11011302003690号
京公网安备 11011302003690号


