



- 收藏
- 加入书签

碳纤维复合材料构件制孔质量控制及检验技术
 打开文本图片集
打开文本图片集

摘要:碳纤维复合材料强度高,比刚度好。有别于金属制孔过程中,碳纤维复合材制孔时普遍存在着劈裂、分层、孔壁粗糙度差等问题,并且相关的质量难以在现场得以检测。本文通过对碳纤维复合材料构件制孔工艺特点、制孔缺陷进行分析,总结了碳纤维复合材料制孔质量的检验要求和方法。
关键词:碳纤维复合材料,制孔,孔缺陷,质量检验
纤维增强复合材料是指由两种或两种以上不同物质以不同方式组合而成的材料,具有密度小,坚固耐用,在使用中不会因为疲劳或腐蚀而受损,以其巨大的结构减重潜力,高的比强度、比刚度特征以及材料可设计性等优良性能,已经在现代商用飞机中广泛使用[1]。
为满足C919大型客机安全、经济、舒适和环保的要求,其后机身含球面框、部分舱门等机身结构,水平安定面、升降舵、垂直安定面、方向舵等尾翼结构,翼身整流罩、尾翼整流罩、襟翼支臂整流罩等整流结构,都采用复合材料结构,而CR929宽体客机的复合材料用量将达到50%左右,可以说,复合材料已成为当今大型飞机的最主要机体结构材料之一。
典型的复合材料有碳纤维复合材料、玻璃纤维复合材料、芳纶纤维复合材料、和硼纤维复合材料等。C919客机所用的复合材料主要是由60%的碳纤维和40%的树脂组成的碳纤维增强复合材料(CFRP),一种是碳纤维在基体中成同向排列,即每层的纤维方向相同,通常称这种复合材料为单向纤维复合材料;一种是各层纤维方向呈不同角度,通常称为多向纤维复合材料或织物复合材料。
由于碳纤维复合材料为层压板结构,具有层间强度低、各向异性、脆性大、硬度高、导热性差等特点,属于典型的难加工材料。在装配制孔过程中容易产生层间分层、刀具出口入口端纤维劈裂、叠层过热烧伤等制孔缺陷[2],从而引起质量问题,严重的甚至导致零件报废。同时纤维复合材料表现出显著的各向异性,其制孔的质量如分层、孔粗糙度等难以用目视检查,这些都给碳纤维复合材料制孔质量控制提出了新的挑战。
本文通过介绍碳纤维复合材料制孔工艺的特点,针对碳纤维复合材料孔缺陷的特征,分析碳纤维复合材料孔质量检验方法和要求,从而实现碳纤维复合材料孔质量的高效检验。
一 碳纤维复合材料制孔工艺特点
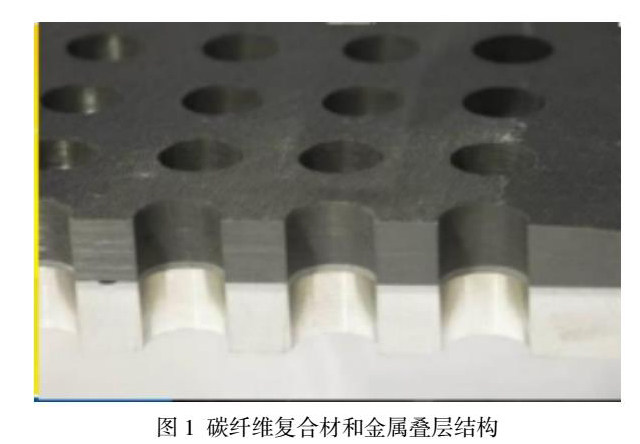
在 C919 客机上,碳纤维复合材料制孔主要涉及为平尾、垂尾和后机身的叠层构件制孔,孔径主要为5/21in、6/32in、8/32in、10/32in和12/32in,而叠层形式主要有复合材料/复合材料叠层、复合材料/铝合金叠层和复合材料/钛合金叠层,如图1所示。由于复合材料/钛合金叠层主要用于飞机承力件的对接区域,如平尾对接肋,这些叠层的孔径往往一般都在10/32in和12/32in,孔径大,制孔难度高,是质量控制的重点和难点。
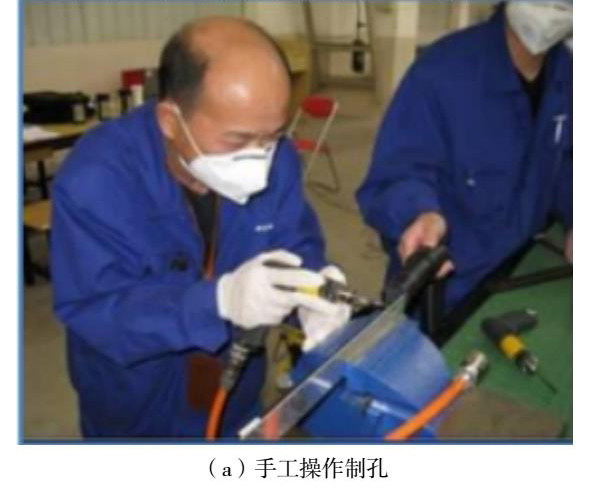
碳纤维复合材料叠层装配制孔方式和金属材料制孔类似,主要有手工操作制孔、ADU半自动制孔和设备自动制孔,如图2所示。这三种制孔方法的主要特点如下
(一)手工制孔
应采用“钻—扩—铰”的制孔步骤,工序流程长;同时在碳纤维复合材料刀具出口处,需加垫板,因此需要多人配合,劳动强度大,效率低,质量不稳定。由于手工制孔操作灵活简便,目前仍是碳纤维复合材料装配制孔主要的方式,尤其在一些闭合的空间,手工制孔甚至是唯一的制孔方式。
(二)ADU半自动制孔
适用大孔径制孔,工序短、制孔参数不可调,需配套专用刀具和钻模板,柔性差。由于ADU半自动制孔参数不可调,对制孔刀具和工艺要求极高,目前在C919平尾制孔中,仍无成熟的ADU制孔工艺。
(三)设备自动制孔
制孔一致性好、工序短、效率高、适用与大批量制孔。虽然设备自动对刀具和工艺的稳定性要求高,但由于制孔参数 可调,目前在C919平尾中,已经大量采用了自动设备制孔,制孔质量明显提高。
复合材料中的碳纤维硬度极高,对刀具磨损很严重,因此应采用硬质合金的刀具进行制孔,同时由于碳纤维复合材料容易出现分层和劈裂的缺陷,对刀具的角度要求特殊,在实际制孔中,应采用通过工艺鉴定的复合材料制孔专用刀具。
二 碳纤维复合材料孔质量要求与缺陷分析
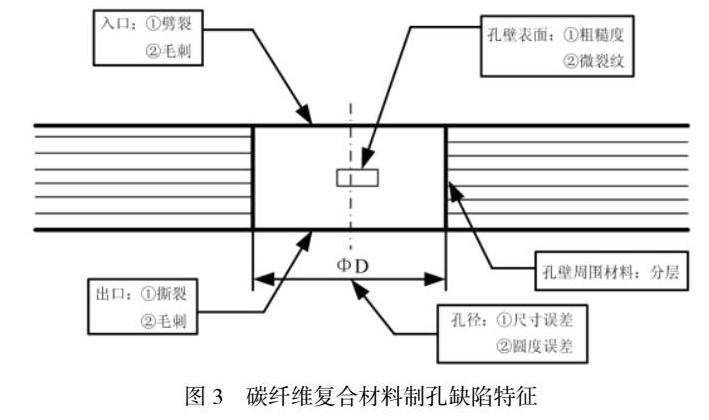
由于碳纤维复合材料是由纤维和基体组成的两相或多相结构,是非均质和各相异性的,同时碳纤维的硬度很高,因此碳纤维复合材料与金属材料的材质有很大的区别,用传统的金属切削的方法将产生较大的问题,产生许多与金属制孔完全不一样的缺陷,主要包括孔边毛刺、劈裂、分层、粗糙度超差[1],具体情况如图3所示。
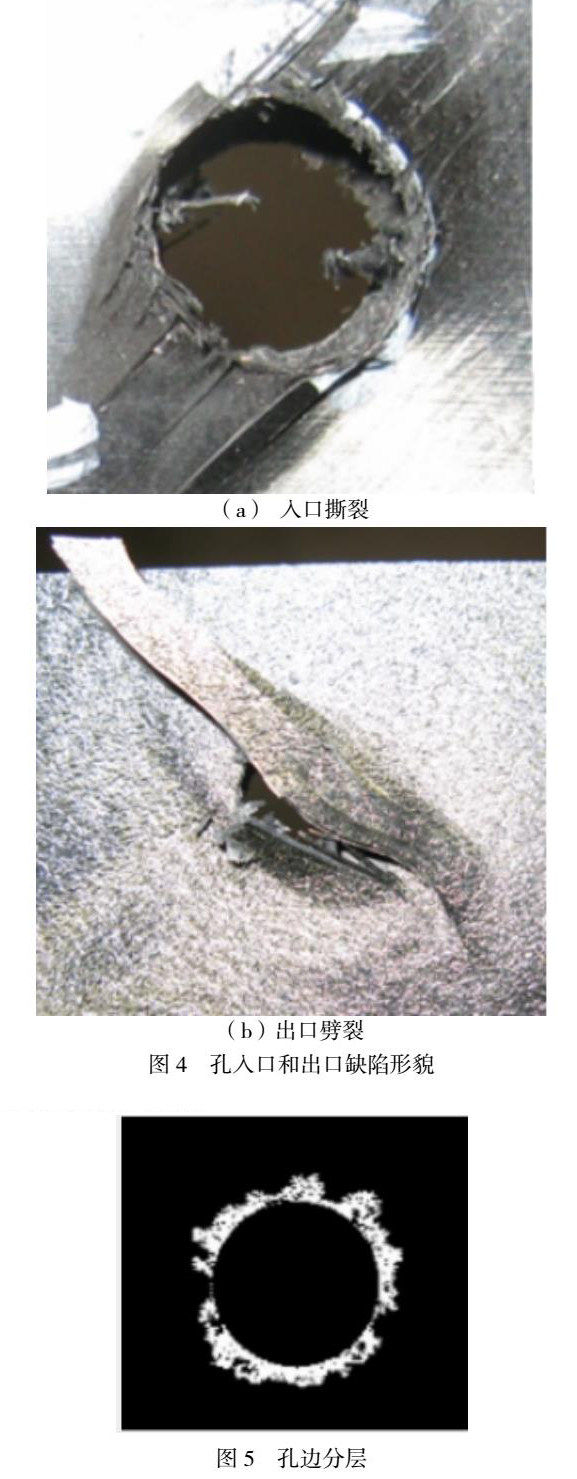
(一)孔口入口撕裂、出口劈裂
碳纤维复合材料孔的入口、出口缺陷主要包括撕裂、劈裂两种,是复合材料制孔最直观、最常见的缺陷,也是复合材料制孔显著特点,如图4所示。制孔刀具刃型和制孔参数选择不当都会影响到复合材料制孔孔口损伤。同时,对于手工制孔,如果刀具出口处没有加垫板支撑,将非常容易造成孔出口劈裂。这些孔口损伤难以修复,是复合材料制孔过程中需尽可能避免的,同时也是质量检验中需重点关注的地方。
(二)孔壁周围材料分层
分层指由层间应力或制造缺陷等引起的复合材料铺层之间的脱胶破坏现象,复合材料分层的存在将会对零件的强度和疲劳寿命造成影响。为此,复合材料制造过程中都需要采用无损检测设备检测复合材料零件的分层缺陷,而装配过程中孔的分层主要由轴向力作用引起的孔壁周围材料发生的层间分离现象,如图5所示[2]。因此制孔中应该注意刀具的磨损情况。分层属于复合材料的内部损伤,仅严重的鼓包分层可以用目视检查判断外,其余孔边分层难以用目视判断。
(三)孔壁表面粗糙
复合材料为各向异性的层间结合物,孔壁形貌和金属有很大的区别。制孔完毕后目视可见到复合材料层与层的纹理,没有类似金属材料孔壁的光泽现象,因此很难用目视的方法判断。
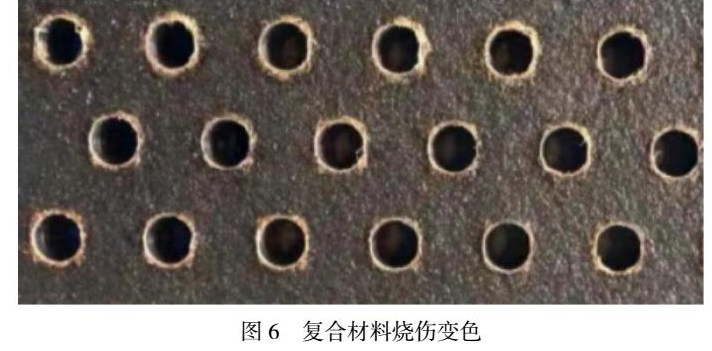
(四)孔壁和孔边过热烧伤
复合材料的导热性很差,尤其在和钛合金叠层制孔过程中,如果没有及时采用鲸蜡醇进行冷却,将很容易闻到树脂烧焦的刺激性气味或者孔边出现明显的变色烧伤缺现象,如图6所示。
(五)毛刺
毛刺现象就是在孔出口处刀具不能把纤维沿孔边完全切断。在复合材料钻孔或扩孔过程中,如果毛刺没有及时处理掉,在下一道工序制孔中,毛刺可能会扩展成劈裂。因此复合材料制孔中,只要孔边出现毛刺,则必须用砂纸去除掉。
(六)孔几何尺寸
复合材料孔几何尺寸主要有孔径、锪窝窝径、锪窝角度、锪窝轴线夹角、锪窝同心度、锪窝圆角。除锪窝窝径在装配现场可以用量规进行测试外,其它锪窝的尺寸需要试片三坐标测量仪器上进行检查。
三 碳纤维复合材料孔质量检验要求
碳纤维复合材料制孔质量要求主要涉及孔损伤要求和几何尺寸要求,而制孔损伤质量控制是碳纤维复合材料质量和金属材料最显著的区别,因此对于C919客机复合材料制孔,碳纤维复合材料制孔的建议包括以下方面:
孔口撕裂和劈裂,碳纤维复合材料尤其是单向带碳纤维复合材料,制孔中孔口非常容易产生微小的撕裂和劈裂。如果孔径规格不超过8/32in,则劈裂长度不允许超过2.54mm,如果孔径规格为10/32in和12/32in,则劈裂长度不超过3.04mm。在实际生产过程中,通常可以采用游标卡尺对每个孔进行检验。
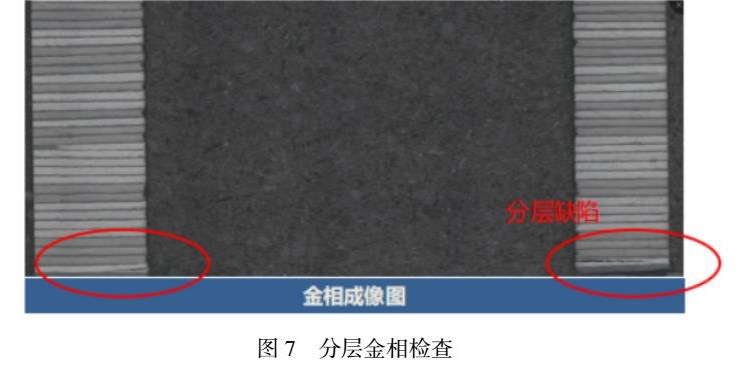
碳纤维复合材料制孔要求孔边分层一般不能超过1mm。由于现有的无损检测设备难以达到1mm的精度,目前主要用金相法测量孔边分层,如图7所示。因此在生产现场中,主要通过制孔工艺控制的方法来保证分层质量。如果实际零件孔口出现大于1mm宽的鼓包,则可判定分层超差。
碳纤维复合材料孔壁粗糙度要求Ra≤3.2,如果涉及金属叠层,则金属的粗糙度要求Ra≤1.6。在金属制孔中,现场粗糙度检验主要用比较样块法,但是由于碳纤维复合材料在材质和色泽方面与比较样块有着根本的区别,采用粗糙度比较样块法难以有效的判断孔粗糙,同时采用比较样块法没有通过局方的适航目击试验。因此和分层检验相同,碳纤维复合材料孔壁粗糙度控制主要通过对制孔工艺过程进行控制来保证。
碳纤维复合材料制孔不允许过热,如果制孔时有明显的树脂烧焦的刺激性气味,同时孔口边缘处也会有明显的变色,则表明复合材料已经过热。因此在显示,采用目视的方法对每个孔进行过热烧伤的检查。
无论是金属制孔还是碳纤维复合材料制孔,毛刺都是不允许的。但在检验过程中,毛刺不是产品拒收的标准。如果在现场检验过程中,出现毛刺,应组织操作人员进行返工处理。
复合材料孔几何尺寸的检验的工具和方法与金属材料一致,但对于复合材料锪窝的圆角、锪窝轴线夹角、同心度等要素与分层检测一致,主要通过工艺过程控制来保证,即在正式生产之前,通过生产前工艺测试的试片采用三坐标测量仪进行测量。此外,碳纤维复合材料制孔孔径除手工制孔允许CPK≥1外,自动制孔和半自动制孔要求孔径CPK大于等于1.33。
四 碳纤维复合材料制孔工艺过程控制方法
由于碳纤维复合材料制孔中的孔壁粗糙度、锪窝轴线夹角、锪窝圆角、锪窝同心度均需要专用的设备进行测试,同时分层更是需要采用破坏性的金相进行检查,因此碳纤维复合材料制孔需要通过工艺过程控制的方法来保证制孔质量。因此碳纤维复合材料在正式零件制孔之前,应进行生产前工艺测试,确定制孔过程中采用的刀具、工艺参数、工序方法,并通过工艺鉴定固化这些制孔要素。而在实际产品制孔中,只要确保产品的制孔工艺和工艺控制文件(PCD文件)规定的一致,则在实际产品上,则对粗糙度、分层等要素不再进行具体的检测。
五 总结
本文针对碳纤维复合材料制孔缺陷的特点,分析了碳纤维复合材料制孔缺陷的检验方法和要求,并总结了碳纤维复合材料制孔工艺过程控制的方法,为碳纤维复合材料制孔质量检验提供了有益的帮助。
参考文件
[1]张厚江. 碳纤维复合材料(CFRP)钻削加工技术研究[D].北京:北京航空航天大学,1998
[2]孟宪超. 碳纤维复合材料钻孔加工工艺研究[D].大连:大连理工大学,2005
[3]张烘州. CPS2011 复合材料制件的制孔
作者简介:
卫如峰(1990.4.1——),性别:男,民族:汉,籍贯:上海,职称:助理工程师,学历:本科,研究方向,航空材料。

 京公网安备 11011302003690号
京公网安备 11011302003690号


