



- 收藏
- 加入书签

特殊型材简易拉伸模具设计
 打开文本图片集
打开文本图片集


摘要:在产品开发中对于薄壁矩形特殊型材,由于用量不大,尺寸多样,厂家需要特制模具,导致型材价格较高,开发成本增加。经过研判在项目开发中我们可以通过自行设计简易模具来加工型材,保证质量的同时也节约了开发成本。设计思路为两对相互配合的模块构件通过运动将薄壁圆管拉伸,最终形成特定尺寸的型材。整个模具由内模和外模组成,而内模又由主动模和被动模构成。内模在压力或外力作用下运动将圆管进行拉伸,为了保护型材不被拉裂使用外模进行保护。实践证明拉伸模具设计简单灵活,通过改变构件尺寸或模块行程便可以拉伸出多个不同尺寸的特殊型材,或者对构件的形状做简单修改也可以加工出不同形状的型材。
关键词:拉伸模具;特殊型材;内模 ;外模
1引言
某项目需要多个尺寸不同形状相似的矩形型材,如果采购成品或外协配套,都会占用项目不少的资金,而且周期不可保证。通过设计人员的研判,我们可以设计简易模具,自行制造获得这些不同尺寸的特殊型材。此套模具使用简单,操作方便,可以快速获得成品,而且自行制造的成品型材尺寸稳定,质量可靠。更重要的是此套模具制造费用较低,虽然占用少量资金,但成品型材费用所占用的资金明显减少,具有良好的经济价值。现以获取某个具体尺寸特殊型材为例,对简易拉伸模具进行设计说明。
2 设计思路及要求
2.1所需成品型材要求
薄壁矩形型材端面外形尺寸为 52×22 mm,方管长度为125mm,壁厚δ为0.6mm,导圆角R1.5;型材材质为1Cr18Ni9Ti。
2.2设计思路
利用相互配合的两对模块产生运动,运动所生成的力对原料(即圆管)进行拉伸,在外模的限制和保护下达到成品型材的尺寸。设计时采用了倒推方法,由成品型材推导所需的择原材料(即圆管),再依据成型过程来设计拉伸模具。
2.2设计原则
结构力求简单,加工过程便捷,模具选材容易。同时要求模具强度可靠,配合顺畅,拉伸行程顺利,装模方便,退模迅速,避免结构设计原因造成不必要的阻力,影响加工效率。
3基本原理
3.1模具基本结构
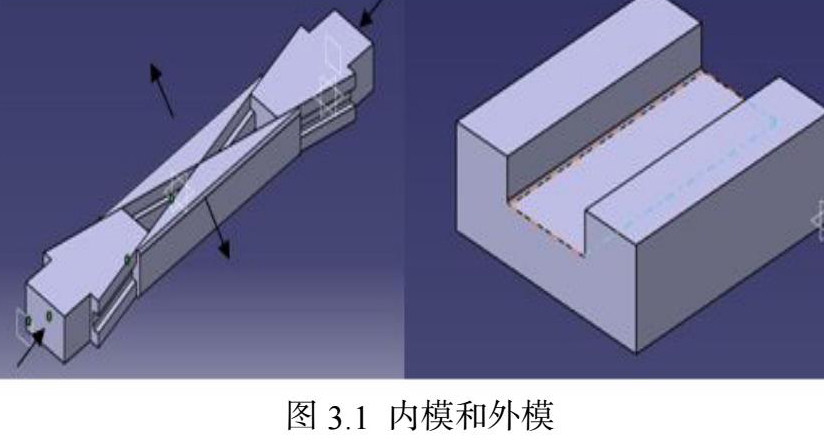
整套模具分为内模和外模两部分,内模由一对主动模和一对被动模共四个模块组成,其中三角形的为被动模块,箭头形的为主动模块,凹形为外模(如图3.1)。
3.2模具工作原理
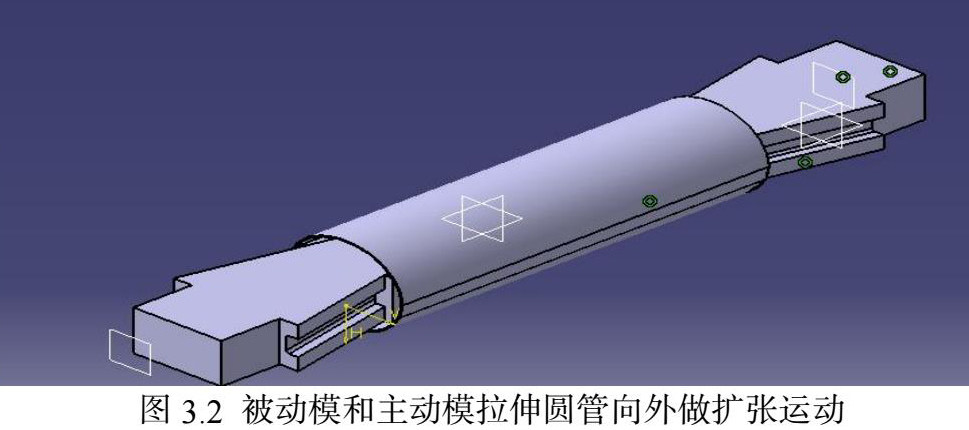
主动模块在外压力作用下发生位移,向内部推进,推动被动模块向外做扩张运动,将套在模块外的圆管拉伸,圆管在力的作用下发生形变,从而得到所需尺寸型材,其过程如图3.2。
3.3主要工作过程
整个拉伸过程可以分为四个阶段,每个阶段原材料即圆管的尺寸会发生变化,过程结束的时候尺寸达到要求值,圆管被拉伸为方管,获得一个成品。
第一阶段为装模阶段,即将内模四个模块装入待拉伸的圆管内,先装被动模快再装入主动模块,主动模块要超出圆管外一定尺寸,以便装卸和加工。此时不施加外力,端面尺寸保持原始尺寸。
第二阶段为附型阶段,圆管在内模压力作用下发生形变,达到塑性变形的临界点附近,此时管壁贴附在内模四个模块的外壁上,无空腔。此时圆管端面形状尺寸 发生变化,由圆形变为方形。随后加外模保护和限制,继续拉伸。
第三阶段为成型阶段,在持续外力作用下主动模块和被动模块行程到位,方管被进一步拉伸并到达基本尺寸,但并没有到最终尺寸。
第四阶段为回弹阶段,壁厚δ0.6的1Cr18Ni9Ti圆管经拉伸会有单边0.05mm的回弹[1],考虑到回弹特性,所以设计外模凹槽尺寸会略大于成品尺寸,留出回弹空间,回弹后符合最终尺寸要求。
4管材确定
依据倒推设计法的思路,在明晰工作过程后,我们来反推确定所需要的原材料,即圆管。
4.1 根据成品尺寸确定拉伸目标尺寸
延伸率是选材的主要参数,综合考虑经济效益和操作难易程度等因素,经过查找机械手册,我们确定材料为1Cr18Ni9Ti的圆管延伸率为40%。
型材基本尺寸如下:外壁尺寸为 22×52 mm;δ(壁厚)=0.6mm; R1.5;计算后内壁尺寸为20.8 ×50.8 mm(减去壁厚),如图3.3。
因为倒角R1.5的要求,内部尺寸变为17.8×47.8,内壁尺寸减去4个R1.5后的尺寸(为近似值,为说明方便,差值在这里可以忽略)。
虽然1Cr18Ni9Ti的延伸率δ为40%[2],但此值为理论值,实际应用中δ值要小很多[3](参考实际经验)。L成型为圆管端面周长被拉伸成型后的尺寸,此尺寸用来验证延伸率。
L成型=17.8×2+47.8×2+4×(1/4πD)=35.6+95.6+3π=140.625mm
4.2选择管材
管径的大小决定了所设计拉伸模具的厚度。换言之,模具能装入多大尺寸的圆管中。设计时有几种尺寸可供参考。
4.2.1验证延伸率δ,从而验证管径选择的正误
经过多次试验和经验证明(针对材料1Cr18Ni9Ti):
当 材料δ(延伸率)<15%时,有较大回弹;
当 材料δ(延伸率)>30%时,(考虑到市场管材的质量及生产批次)拉伸过程中圆管有开裂的可能。
所以,为了获得较好拉伸效果我们选择范围为 15 %<δ(延伸率)<20% 。
4.2.2内壁管径的验算选择
结合成品内壁尺寸20.8 ×50.8 mm,圆管可供选择范围为:
壁厚δ3、δ3.5、δ4 、δ5,外径φ42、φ45、φ48 ,内壁尺寸相应计算。
经验算,内径38的管材符合延伸率要求,过程如下:
Lφ38=38×π=119.38mm,为零拉伸尺寸,即原始圆周尺寸;
δ延伸倍数=L成型-Lφ38 =140.625-119.38 =17.80%
内径φ38的管材符合延伸率要求(4.2.1条),而内径φ34、φ36、φ40、φ42等都不符合本设计要求。其他尺寸验证过程类似,这里不再重复。
4.2.3管材选择
前文验证的管内径38,加上壁厚,可以选择的材料为(δ3.5, φ45)、(δ5,φ48 )。由于成品要求壁厚只有δ0.6,需要加工去除余量,考虑到成本因素,所以选择壁厚3.5、 外径45的管材。
4.2.4管材在附型阶段的说明
附型是指圆管在拉伸力作用下由腔形状态达到贴附状态,此时塑性变形达临界点,圆管圆周虽然变形但没有被拉伸,或0倍延伸。
L附型=17.8×2+2X+4×(1/4πD)=38π=119.38
计算得内尺寸X=37.18mm;
内壁尺寸37.18+2R=37.18+3=40.18mm
从附型阶段开始,在外压力作用下管材发生塑性变形,管壁不但变形而且被拉伸变薄,逐渐接近设计尺寸。
5模具设计
5.1被动模设计
图3.1中第一图中三角形模块为被动模块。
5.1.1被动模具厚度的计算
宽度20.8mm为固定值,尺寸38为圆管内径。
此值为套人圆管内模具厚度的最大允许值,原则上L值不能超过31.8mm,否则内模不能装入圆管内。但考虑到内模与管壁接触处有圆弧空间,所以,L可以适当放宽。
经计算,单边L加可增加≈ 1.52+1.52 -1.5=0.62mm
双边则增加2L加增加≈1.24mm
31.8+1.24=33.04mm
L值可扩大到32mm、33mm,考虑到模具与管内壁的摩擦,或者说模具套入圆管的难易,选L值相对较小的32mm。
必须说明的是不能选择过小的L<32mm,如31mm、30mm等,如果这样的话,主动模的行程会增加,很可能到达极限位置时被动模还没有运动到位,影响拉伸效果。
对比后确定被动模厚度为1/2 L=16mm。
5.1.2被动模具末端厚度要求
被动模具末端不能太薄,要有一定的厚度,目的是要有足够的强度,能够承受一定的压力。根据材质1Cr18Ni9Ti强度,厚度要大于2mm(经验值)。
5.2主动模设计
图3.1中第一图箭头形状模块为主动模块。
5.2.1主动模角度的确定
主动模的角度是拉伸膜具设计中的重要尺寸,直接决定着拉伸速度快慢。过大或过小的角度都会对拉伸效果产生不良影响。这里对比了几种角度的拉伸效果,分别对200、240、300做了试验,其结果如下:
300时,拉伸速度快,管材发热明显,管壁明显变薄;
200时,行程长,入模较深,拔模困难,影响拉伸的效果和效率;
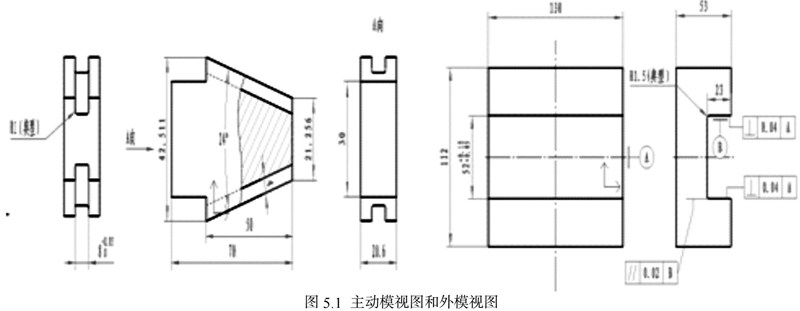
经试验证明,主动模具角度为240是比较理想的,设计尺寸如图5.1的前图。
5.2.2拉伸结果的验证
由于产品内型尺寸为50.8mm,当两个主动模具相接触,行程到达极限位置,尺寸便已确定,加上行程或者说主动模入口端尺寸,其值一定要大于50.8mm,这样才能达到设计要求,经验证:
16×2+21.256=53.256>50.8符合要求。
5.3 外模设计
从上述验证中发现,主动模具的两个模块接触后尺寸将达到53.256mm,已经超出产品设计要求,因此要想达到设计尺寸必须对行程加以限制。
所以通过外模控制拉伸行程,保证成品尺寸,同时保护管材不被拉裂。
5.4.1外模凹槽的设计
由于材料1Cr18Ni9Ti拉伸后有回弹,所以外模凹槽宽度要略大于成品宽度,留有回弹余量。
经试验证明在该尺寸下,回弹为0.1mm,单边0.05mm,所以外模凹槽宽度设计为52+0.10.05。(如图5.1)
5.4.2外模凹槽根部设计要求
因为外模所承受来自内模的张力主要集中在外模凹槽的根部,所以对凹槽根部有特别的要求,必须修R,如图 5.1的后图和图3.1。
R凹[4]过小,或者做清根处理,外模都可能在拉伸过程中受应力影响而开裂,失去限制行程和保护的作用。同时因为成型管材的圆弧R1.5,此外还有0.6mm的壁厚(此尺寸不能忽略),尺寸能达到2.1mm,所以凹槽根部R凹的尺寸不能大于2.1mm,否则内模在拉伸过程中会受到R凹的阻碍而影响成品尺寸。
5.5 主动模和被动模间的配合
5.5.1引模的考虑
在施加外压力前,主动模要导入被动模(或者说模具要放入圆管内)10mm以上,以免造成压力导入困难,如图3.2。
5.5.2主动模和被动模厚度要求
退模顺序是先退出主动模,然后退被动模,所以将主动模的厚度设计成略低于被动模。δ主=20.6,δ被=20.8±0.02。主动模的形状也是考虑到退模的方便。
6应用和现实意义
此模具设计思路灵巧、制造简单,适用于加工小批量形状相似且尺寸不同的系列特殊型材。本设计避免了因获得形状相似且尺寸不同的矩形型材而进行多个模具设计引起的重复设计和浪费问题,节省了人力物力,提高了经济效益。
参考文献:
[1] 虞传宝.冷冲压及塑料成型工艺与模具设计资料[M].北京:机械工业出版社,1992:67-71.
[2] GB/T1220-1992,不锈钢[S].
[3] 李晨希,何世海,刘政年,于宝义.金属材料及其成形性能[M].北京:化学工业出版社,2007:99-105.
[4] 郝海滨.金属材料精密压力成形技术[M].北京:机械工业出版社,2004:68.
作者简介:
王利(1975.4.3),男(汉),沈阳,硕士学位,工程师。

 京公网安备 11011302003690号
京公网安备 11011302003690号


