



- 收藏
- 加入书签

智能化钢卷尺标准装置改造
 打开文本图片集
打开文本图片集
摘 要:目前,钢卷尺作为测量长度的测量工具,在实际中是应用较多的测量装置。然而,常用钢卷尺在应用中还存在着进一步提升的空间,使其测量更加准确、使用更加方便。我国经过吸收多领域研究技术手段,对钢卷尺进行智能化改造,成立专业研究项目,以期实现钢卷尺装置的升级。本文将从钢卷尺发展现状、改造主要解决的问题、新设计主要增加的机构、装置的主要技术创新点以及改造前后效果分析几个方面进行探讨,简要介绍智能化钢卷尺标准装置改造思路,希望能为钢卷尺智能化改造提供有效参考。
关键词:智能化;钢卷尺;标准装置
引 言
当前,我国几何量控制意识逐渐向世界先进水平发展,为了规范计量产品出台了相应标准,对计量工具钢卷尺制定了检测章程的标准,为使钢卷尺符合标准以及产品提升起到有效作用。钢卷尺测量精准度非常重要,对于后续进行相关产品设计提供准确参数,若钢卷尺测量数据不准确,就会使设计出的产品存在误差,导致民众对消费品不满意或是生产设备产品不正常运行。因此,保证钢卷尺测量数值真实有效具有重要意义。钢卷尺检定是将标准钢卷尺与被检测钢卷尺零刻度互相对齐,通过在显微镜下用手移动钢卷尺,将两个钢卷尺刻度进行对比,然后写出具体数据在进行对比,从而确定钢卷尺读数实际误差。目前检定钢卷尺方法较为耗时耗力,操作过程较为复杂,由于过程中需要人工进行读数、记录数据,难免会出现操作不当造成检定偏差,影响出具检验报告的可靠性,不利于获取后续证书。鉴于现阶段钢卷尺检定方法有待改善,需要以先进科技替代人工操作,运用高科技设备仪器,提升检定方式精确度。随着5G时代来临,智能化设备进一步发展,钢卷尺标准装置改造也需要进行升级,全面走向智能化。
一、钢卷尺检定装置的发展现状
钢卷尺检定装置可分为三种类型,分别为手动检定型、半自动检定型和全自动检定型。手动检定型装置就是全部过程由两位检测人员相互配合,以人工方式放置钢卷尺、调配检定设备、观察数据、写入数据、收回钢卷尺带、增减砝码伸缩尺带、计算显示数值偏差,其中零值误差需要专门仪器进行检验。半自动检定型装置除了由人工进行一部分操作之外,还引入了某些先进检测仪器,如通过光测计检测信息源,形成图像排列,通过胶片或干板进行记录,然后由检定人员对于图像排列进行解析,也可由解析设备自主完成,这种方式主要是在计算数据和出具检定报告方面实现自动化,图像识别环节能够自动检测尺带具体示值误差。采用以上装置可以有效降低人工检定工作强度,但目前还无法实现自动增减砝码张紧尺带与自动收卷钢卷尺带,以及零值误差检定自动化。
二、智能化装置改造解决的问题
将钢卷尺标准装置进行智能化改造主要解决以下几方面问题:
第一,将人工读数改进为采用光栅尺检测、液晶屏数据自动显示,将分辨率从0.1mm提升至0.01mm。
第二,改造装置增设了砝码加力构件,能够实现自动增加砝码重量和撤除转换,使检测方法具有便捷性,简化人力操作,并且保证不会发生砝码掉落的情况。
第三,改造装置增设了砝码自动升降构件,在工作人员不在现场时,也可以简便的按钮控制,使砝码被稳定收入托盘里,并撤销了设置于标准钢卷尺上的张紧力,维护标准器使用性能。
第四,对于较大长度钢卷尺,改造装置增设了卷尺收卷和稳固装置。未经过改造大尺寸钢卷尺伸出检定的尺带散落在外,不便于进行收卷,会发生打结等现象,使现场工作环境杂乱;检定之后,工作人员要手动将散落在外尺子收卷到钢卷尺盒中,比较繁琐耗时。改造后装置,只需要点击电动按钮,就能实现自动地将散落在外卷尺平整地收卷在特殊设计的转轮上,不仅方便简洁,还有保护检定量具的作用;完成检定之后,再使用自动按钮控制,又可以平稳地将钢卷尺收回卷尺盒中。
三、智能化改造增设的装置
钢卷尺标准装置智能化改造主要增设以下六个装置:一是电控系统装置,该系统设有自动与手动两个控制选项,防止由于断电导致无法进行控制,通过切换手动状态同样完成操作。此外,还增设了紧急停止按钮,在危险情况下动作。二是增设了光栅尺数显示装置。三是增加了砝码升降构件。在进行钢卷尺检定时,砝码放于托盘中时,托盘就会下降,砝码重力分别施加于标准钢卷尺和被测钢卷尺上,进行标准检测;检定工作完成后,托盘自动升起,支撑起砝码,撤除张紧力,防止由于长时间承受砝码重力产生装置偏差。三是增设了直线导轨、滑线构件。四是增设收放尺带轮盘装置。五是增设了稳固尺盒、加减砝码装置。主要用于稳固被检定钢卷尺盒,增加或撤除砝码重量。
四、改造装置的技术创新性
改造标准装置属于独立研发成果,其独创特点体现在以下方面:
第一,新型复合型检定仪器,完全需要人工操作,由仪器自主进行示值误差检测。该装置通过自主研发的机械、数字、显像处理等前沿技术,创造了对三种常用钢卷尺自动化测量仪器,具有综合性检测功能。对于普通钢卷尺检定精确度为±(0.01+0.03L)mm,量程超过90m;钢直尺测量精确到为±(0.01+0.02L)mm,量程超过0.9m;对于标准钢卷尺精度达到±(0.009+0.011L)mm,量程达到50m;取得国内钢卷尺标准装置改造技术突破进展,同时,装置搭载新兴技术,能够完成钢卷尺线纹的高标准智能检定,在国内首次实现。
第二,创造了在钢卷尺检定时进行固定尺带与尺盒的夹具,是较为创新型发明。钢卷尺检定工作多采用人工操作,辅助部分检测设备的方式,而其中难以解决对钢卷尺的有效固定,使用以往固定装置时,能够起到一定的稳定作用,但存在不足,无法配合自动化检定装置应用。为了达到自动化的目标,创造了新型钢卷尺零刻度固定夹具,能够加固各种样式的钢卷尺尺带。此外,还创新性设计出钢卷尺尺架和尺盒的快速固定夹具,该夹具能够加固各种大尺度钢卷尺的尺架和尺盒。零刻度安装夹具与尺夹安装夹具的创造,为完成自动化检定提供技术支持,属于国内先进技术领域。
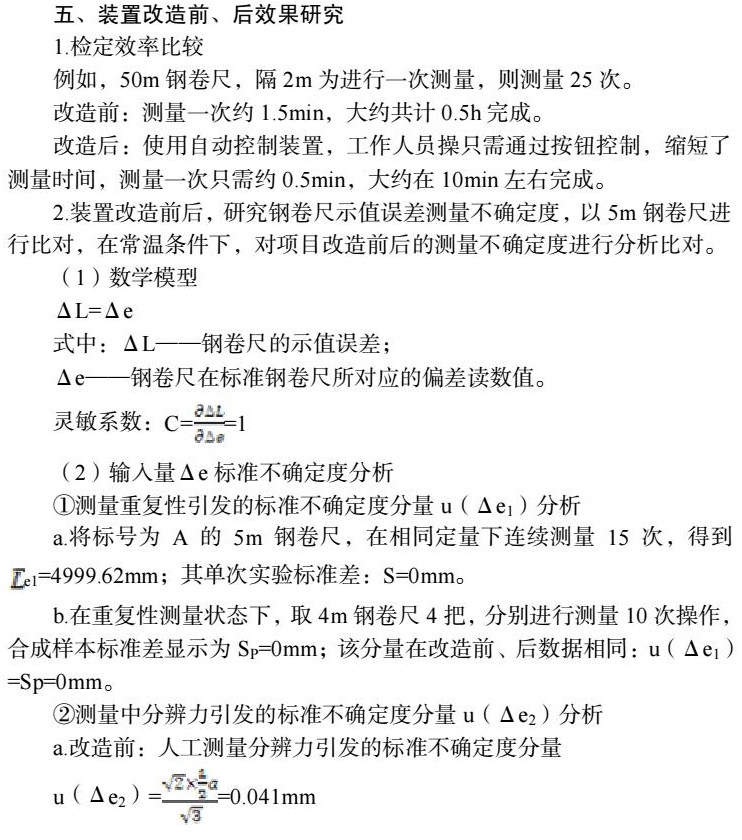
五、装置改造前、后效果研究
1.检定效率比较
例如,50m钢卷尺,隔2m为进行一次测量,则测量25次。
改造前:测量一次约1.5min,大约共计0.5h完成。
改造后:使用自动控制装置,工作人员操只需通过按钮控制,缩短了测量时间,测量一次只需约0.5min,大约在10min左右完成。
2.装置改造前后,研究钢卷尺示值误差测量不确定度,以5m钢卷尺进行比对,在常温条件下,对项目改造前后的测量不确定度进行分析比对。
(1)数学模型
ΔL=Δe
式中:ΔL——钢卷尺的示值误差;
Δe——钢卷尺在标准钢卷尺所对应的偏差读数值。
灵敏系数:C=∂∆L/∂∆e=1
(2)输入量Δe标准不确定度分析
①测量重复性引发的标准不确定度分量u(Δe1)分析
a.将标号为A的5m钢卷尺,在相同定量下连续测量15次,得到L ̅e1=4999.62mm;其单次实验标准差:S=0mm。
b.在重复性测量状态下,取4m钢卷尺4把,分别进行测量10次操作,合成样本标准差显示为SP=0mm;该分量在改造前、后数据相同:u(Δe1)=Sp=0mm。
②测量中分辨力引发的标准不确定度分量u(Δe2)分析
a.改造前:人工测量分辨力引发的标准不确定度分量
u(Δe2)=(√2×1/2 a)/√3=0.041mm
式中:a——0.1mm,均匀分布,k=√3,测量一次会产生两次分辨力偏差。
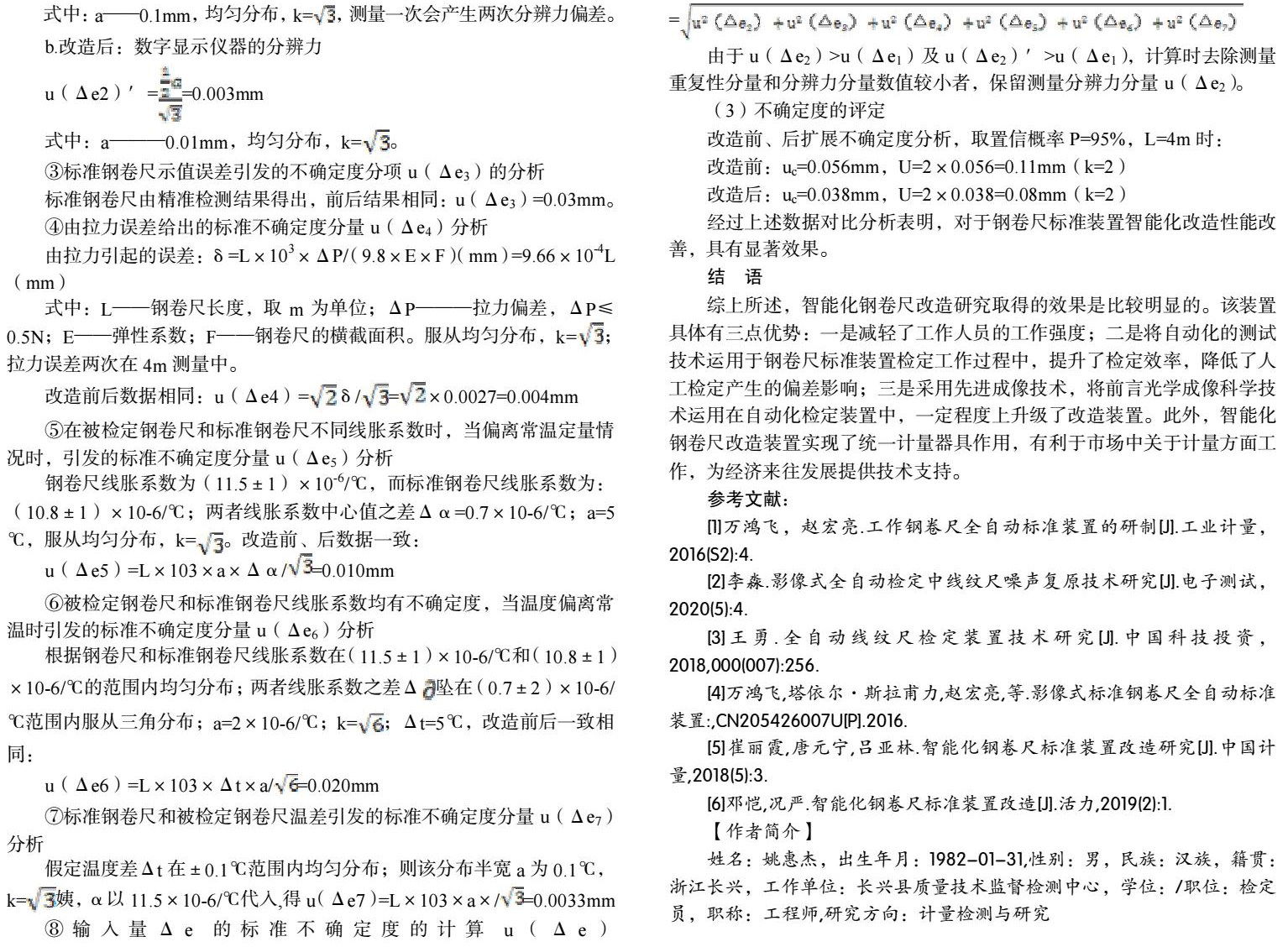
b.改造后:数字显示仪器的分辨力
u(Δe2)′=(1/2 a)/√3=0.003mm
式中:a———0.01mm,均匀分布,k=√3。
③标准钢卷尺示值误差引发的不确定度分项u(Δe3)的分析
标准钢卷尺由精准检测结果得出,前后结果相同:u(Δe3)=0.03mm。
④由拉力误差给出的标准不确定度分量u(Δe4)分析
由拉力引起的误差:δ=L×103×ΔP/(9.8×E×F)(mm)=9.66×10-4L(mm)
式中:L——钢卷尺长度,取m为单位;ΔP———拉力偏差,ΔP≤0.5N;E——弹性系数;F——钢卷尺的横截面积。服从均匀分布,k=√3;拉力误差两次在4m测量中。
改造前后数据相同:u(Δe4)=√2δ/√3=√2×0.0027=0.004mm
⑤在被检定钢卷尺和标准钢卷尺不同线胀系数时,当偏离常温定量情况时,引发的标准不确定度分量u(Δe5)分析
钢卷尺线胀系数为(11.5±1)×10-6/℃,而标准钢卷尺线胀系数为:(10.8±1)×10-6/℃;两者线胀系数中心值之差Δα=0.7×10-6/℃;a=5℃,服从均匀分布,k=√3。改造前、后数据一致:
u(Δe5)=L×103×a×Δα/√3=0.010mm
⑥被检定钢卷尺和标准钢卷尺线胀系数均有不确定度,当温度偏离常温时引发的标准不确定度分量u(Δe6)分析
根据钢卷尺和标准钢卷尺线胀系数在(11.5±1)×10-6/℃和(10.8±1)×10-6/℃的范围内均匀分布;两者线胀系数之差Δ∂坠在(0.7±2)×10-6/℃范围内服从三角分布;a=2×10-6/℃;k=√6;Δt=5℃,改造前后一致相同:
u(Δe6)=L×103×Δt×a/√6=0.020mm
⑦标准钢卷尺和被检定钢卷尺温差引发的标准不确定度分量u(Δe7)分析
假定温度差Δt在±0.1℃范围内均匀分布;则该分布半宽a为0.1℃,k=√3姨,α以11.5×10-6/℃代入,得u(Δe7)=L×103×a×/√3=0.0033mm
⑧输入量Δe的标准不确定度的计算u(Δe)=√(u^2 (Δe_2)+u^2 (Δe_3)+u^2 (Δe_4)+u^2 (Δe_5)+u^2 (Δe_6)+u^2 (Δe_7))
由于u(Δe2)>u(Δe1)及u(Δe2)′>u(Δe1),计算时去除测量重复性分量和分辨力分量数值较小者,保留测量分辨力分量u(Δe2)。
(3)不确定度的评定
改造前、后扩展不确定度分析,取置信概率P=95%,L=4m时:
改造前:uc=0.056mm,U=2×0.056=0.11mm(k=2)
改造后:uc=0.038mm,U=2×0.038=0.08mm(k=2)
经过上述数据对比分析表明,对于钢卷尺标准装置智能化改造性能改善,具有显著效果。
结 语
综上所述,智能化钢卷尺改造研究取得的效果是比较明显的。该装置具体有三点优势:一是减轻了工作人员的工作强度;二是将自动化的测试技术运用于钢卷尺标准装置检定工作过程中,提升了检定效率,降低了人工检定产生的偏差影响;三是采用先进成像技术,将前言光学成像科学技术运用在自动化检定装置中,一定程度上升级了改造装置。此外,智能化钢卷尺改造装置实现了统一计量器具作用,有利于市场中关于计量方面工作,为经济来往发展提供技术支持。
参考文献:
[1]万鸿飞, 赵宏亮. 工作钢卷尺全自动标准装置的研制[J]. 工业计量, 2016(S2):4.
[2]李淼. 影像式全自动检定中线纹尺噪声复原技术研究[J]. 电子测试, 2020(5):4.
[3]王勇. 全自动线纹尺检定装置技术研究[J]. 中国科技投资, 2018, 000(007):256.
[4]万鸿飞, 塔依尔·斯拉甫力, 赵宏亮,等. 影像式标准钢卷尺全自动标准装置:, CN205426007U[P]. 2016.
[5]崔丽霞, 唐元宁, 吕亚林. 智能化钢卷尺标准装置改造研究[J]. 中国计量, 2018(5):3.
[6]邓恺, 况严. 智能化钢卷尺标准装置改造[J]. 活力, 2019(2):1.
【作者简介】
姓名:姚惠杰,出生年月:1982-01-31,性别:男,民族:汉族,籍贯:浙江长兴,工作单位:长兴县质量技术监督检测中心,学位:/职位:检定员,职称:工程师,研究方向:计量检测与研究

 京公网安备 11011302003690号
京公网安备 11011302003690号


