



- 收藏
- 加入书签

航空产品测量系统分析(MSA)交叉参考结果研究与应用
 打开文本图片集
打开文本图片集
摘要:通过对航空发动机供应链测量系统分析标准AS13003的深入研究和理解,并针对标准中交叉参考结果应用方法进行研究和运用,实现了同类零件尺寸特性MSA的交叉参考结果应用,同时通过建立数据库,实现尺寸特性/量测具的属性匹配并获取相应特性MSA的结果,高效使用质量工具,加速测量系统验证工作,确保测量系统正确有效运行。
关键词: MSA 航空零部件 数据库 交叉参考
0引言
航空产品作为一种高科技产品,在使用的过程中对质量要求极其严格,客户对于产品的要求也越来越高,而航空产品高度依靠可靠的检验来保证产品满足设计要求、符合图纸要求,因此可靠的测量系统对于检验过程至关重要,确保测量系统能胜任对检验过程的效能关系重大。近年来,随着国际航空标准AS13003的颁布,测量系统分析(MSA)工具在航空制造企业中得以应用,但对于分析数据和结果没有形成数据管理,不能形成量测具MSA结果的查询和数据积累,无法实现同类零件同类尺寸特性交叉参考结果应用,依靠人工识别匹配,效率低,不利于测量系统分析工具的高效运用,影响了测量系统验证工作效率及生产进展。本文通过对标准条款的深入研究,并在外贸产品上实践应用,首次实现了交叉参考结果应用方法的成功验证,并建立数据库实现了结果的快速识别和匹配,减少了重复工作量,同时满足客户要求,取得了良好的效果。
1MSA的定义及实施目的
1.1 MSA的定义
测量系统分析,英文为“Measurement System Analysis”缩写为“MSA”,它用于评估测量系统的质量,是运用统计方法来分析研究测量系统中各个变差源以及它们对测量结果的影响,并根据可接受的判断方法,判断测量系统的符合性。
1.2 实施MSA的目的
航空产品非常依赖可靠的检验来保证产品满足设计要求,因此可靠的测量系统对于检验过程至关重要。测量系统分析(MSA)可确定测量系统的总变差,通过分析变差来源以及采取措施保证测量系统的重复性和再现性。
2MSA中交叉参考结果的研究应用
2.1 交叉参考结果应用的目的和意义
随着国际航空标准AS13003的颁布,测量系统分析(MSA)工具在航空制造企业中得以应用, 通常企业都是针对尺寸特性和测量系统进行逐项分析,但对于分析数据和结果没有形成数据统一管理,且随着零件号相关尺寸特性的全面实施,迅速发展的新产品、新工艺导致MSA的工作需求量迅速增长,其中全首件或局部首件零件触发的MSA工作将耗费大量的成本资源。因此,交叉参考结果的应用对提高MSA的工作效率,保障企业测量系统稳定性有着极其重要的作用。通过对类似零件同类尺寸特性进行分析研究,从而对结果进行交叉参考,可以实现同类零件同类尺寸特性交叉参考结果应用,减少重复工作,加速测量系统验证工作。此方法首次在外贸航空产品上实施和应用,为后续在行业内全面推广和应用奠定坚实基础。
2.2交叉参考结果应用的适用性评估
2.2.1 MSA研究通常针对特定特征、部件和测量系统进行。在某些情况下,与进行新研究相比,交叉参考测量能力结果可能更为适当。此种交叉参考仅可在测量系统特性被判定为合适且等效时进行。通过对主体研究获得的研究特性进行评估,考虑特性关键性,从而确认对结果进行交叉参考的决定。
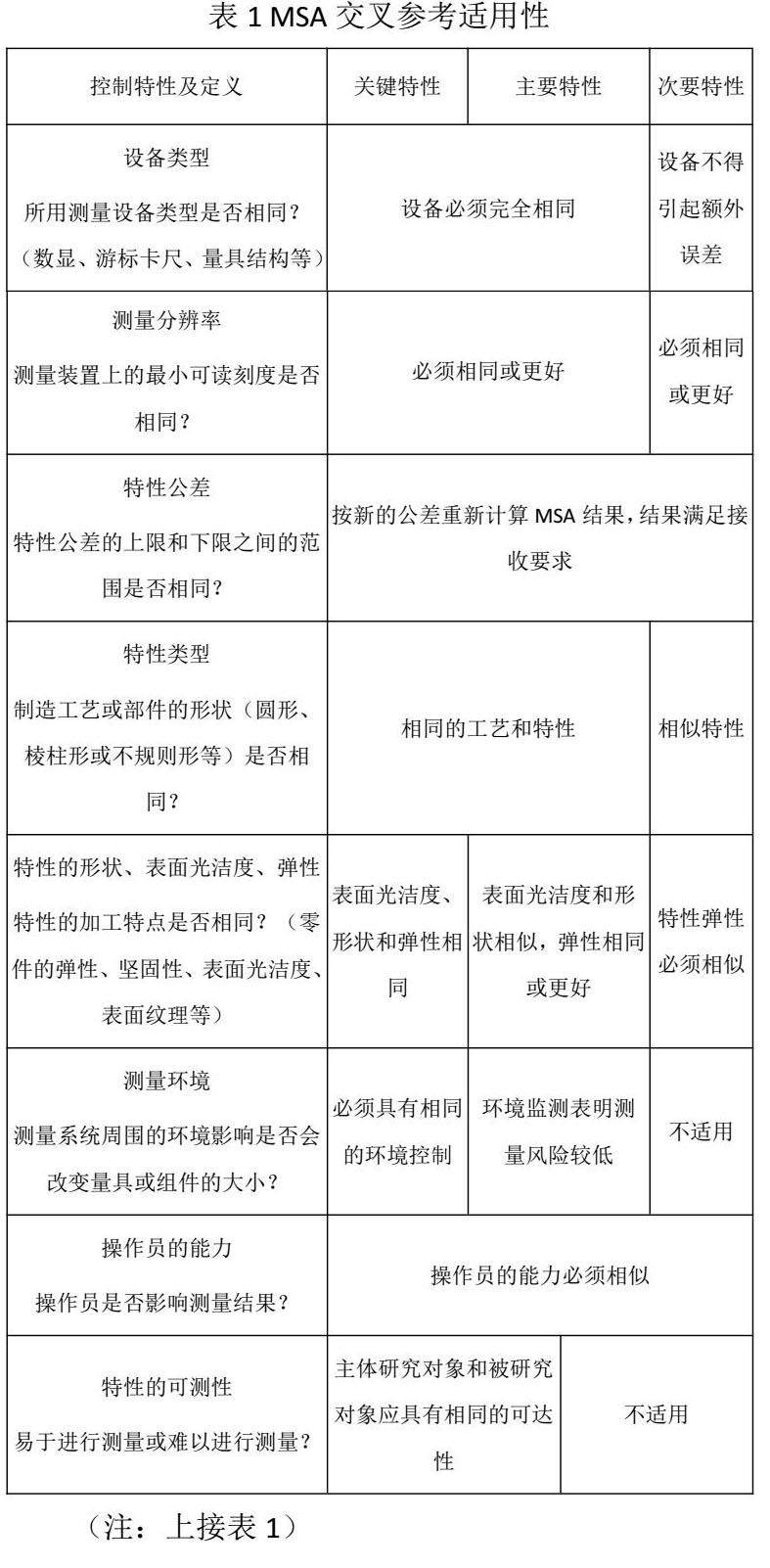
2.2.2.交叉参考应用的结果必须通过测量系统结果评估流程经客户授权人员的批准并保存记录。研究特性和接收标准示例如表1所示(引用AS13003)
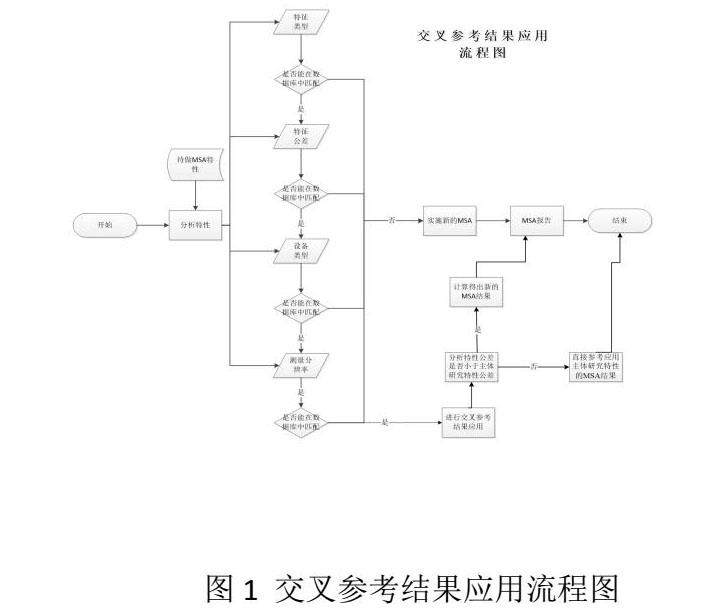
2.3 交叉参考结果应用的流程方法
2.3.1根据MSA的输入信息进行特性分析:按照手工特性汇总表的内容将待分析特性输入对应的要素中,主要包括特性种类、特性公差、设备类型、测量精度等信息。
2.3.2 根据特性要素表,对照表1中交叉参考适用性要求,按照特性类型、特性公差、设备类型、测量分辨率等要素顺序逐一输入自制excel软件工具菜单中,对照过去已完成MSA的特性数据进行分析,筛选出符合交叉参考结果的对应特性数据。
2.3.3 对于所筛选出的符合要求的MSA特性数据,待分析特性直接参考应用其MSA结果,对于小于主体研究特性公差的特性需要代入公差数据进行重新计算,得到新的MSA结果,并更新之前已形成的报告。
2.3.4 若经过对照筛选,没有符合要求的MSA数据,则根据相关标准文件要求对待分析特征实施新的MSA。交叉结果参考应用流程如图1所示。
2.4 交叉参考结果应用的实施案例
MSA的交叉参考结果应用已在外贸航空产品上成功验证和应用。例如2021年3月,根据RR客户要求,成发公司需对XX零件A的内径尺寸Φ5.6±0.3进行MSA。根据交叉参考结果应用要求,按以下步骤进行:
2.4.1首先按零件设计图、工艺规范梳理该尺寸特性要素,将相关信息填入到特性汇总表中,要素主要包括特征类型、特征公差、设备类型、测量精度等。
2.4.2 根据特性要素,按照表1中适用性原则,从尺寸特性种类、公差、测量方式、精度等要素与已完成的MSA特性数据进行匹配,通过软件工具筛选出符合交叉参考结果应用的特性数据,筛选出的特性数据为XX零件B的内径尺寸Φ16.15±0.20的MSA数据。
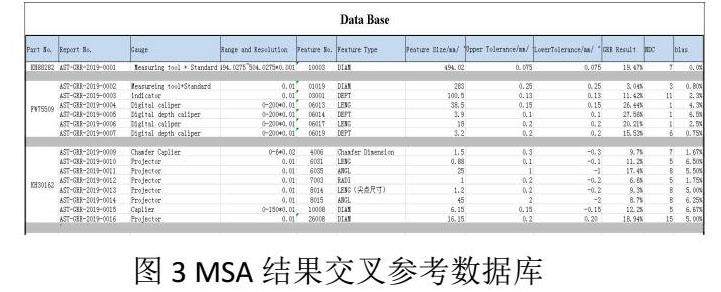
2.4.3按照筛选匹配XX零件B的内径尺寸Φ16.15±0.20的MSA结果是GuageR&R %=18.94%、NDC=15和Bias%=5%,XX零件A的内径尺寸5.6±0.3的MSA交叉参考应用以上数据结果,均满足指标要求,因此此次交叉参考结果合格,该测量系统稳定可靠。
2.5 MSA结果数据积累和数据库的建立
2.5.1.基础数据积累是交叉参考结果应用的关键要素,为了将所有分析数据和结果形成数据库管理,实现MSA结果的快速查询和匹配,我们建立了MSA数据库(如图3),通过建立数据库,实现尺寸特性/量测具的属性匹配并获取相应特性MSA的结果,逐步实现公司所有量测具MSA的全覆盖,建立整个公司所有量测具测量系统稳定可靠的数据库。
2.5.2.该数据库包含所有MSA实施特性的主要分析要素,包括零件号、特性编号、特性类别、测量方式、设备类型、精度以及分析结果等,为MSA的交叉结果应用提供基础数据保障,最终建成覆盖公司所有测量系统的完整、可追溯的MSA数据库。
3 结论
通过对航空标准AS13003的研究并在航空产品上的实践验证,得到以下结论:采用MSA交叉参考结果应用方法并建立MSA数据库,将大大提升测量系统分析的效率和质量;将零散数据集中储存处理,形成系统化管理的数据库,为企业精减成本;为行业树立标杆,逐步在行业内形成标准,在进一步推动先进质量工具的应用过程中具有深远意义。
参考文献:
AS13003 航空发动机供应链测量系统分析要求 July 31, 2017
AEMQ38A 测量系统分析(MSA)实施指南 中国航空发动机集团有限公司 2019
GB/T 19000 质量管理体系基础和术语
GB/T 19001 质量体系管理要求
MSA How to guide-appendices 测量系统分析指南-附录 Version 6.1 August 2013

 京公网安备 11011302003690号
京公网安备 11011302003690号


