



- 收藏
- 加入书签

超大型集装箱船长轴系拉线照光工艺研究
 打开文本图片集
打开文本图片集
摘要:船舶轴系是指从主载体传递到螺旋翼上的动力传递部件的总称。作为船舶驱动的重要组成部分,船舶和波浪的安装尤为重要。整个过程的正确安装可以保证各轴承的负荷在合理的工作范围内,系统处于良好的工作状态。同时,轴系安装学校也是造船过程中的重要节点,影响着造船进程。
关键词:船舶轴系;拉线;照光;主机定位;
如何提高造船速度,缩短建造周期,是每个造船设计师关心的问题。通过优化建造流程,提前规划实施船舶建造系统,缩短建造时间。
一、轴系第一次拉线
轴系拉线前,必须准备好所有的工具和设备:工作平台安装在从A到C’的支持区域,配备扶手、自动扶梯、照明和电源。将临时牵引支架焊接到C’、C、D上,安装牵引支架;在主机支架漏洞中,主机支架与多个角钢相连。
1.做好工作准备。后部区域吊装和客舱区域焊接完成,检查确认可以在后部进行预应力工作;预张拉工作必须在夜间或雨天进行,以避免船体变形影响中心轴线的精度;停止所有有重大振动和重物的起重作业;张拉前,应将第一个理论参考点C′和D提交给机身装配部门进行验证和确认。同时,船体底座可以转换成连接平台上小标记的线,并通过船体和发动机检查部门之间的转移进行确认。
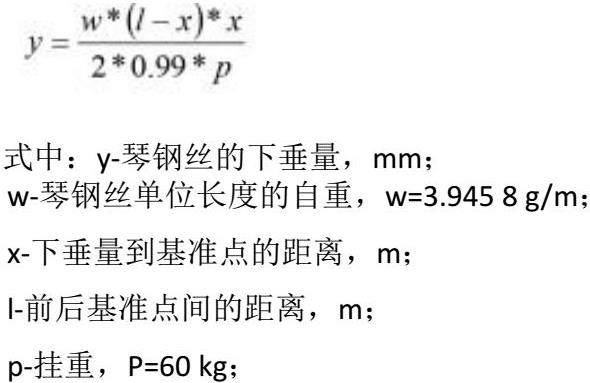
2.预拉线。预应力竖井的主要目的是预先确定竖井的理论轴线,并确定主机及其接地螺栓孔的位置。主要要求是:实际轴线与理论轴线重合,左右偏差≤±5mm;与龙骨线平行,上下偏差≤±7mm;测量轴距距离主板的高度,检查底座的中心位置,预测主环氧密封的厚度;确定中间轴承的轴向位置并确定参考点C。具体操作包括将直径拉至φ,使用悬挂重量为60公斤的0.8毫米钢琴线穿过C’和D处的可调节支撑杆,调整钢琴线使其穿过C’(尾部参考点)和D(头部参考点)处船体提供的轴的牵引线参考点,并且从该预定参考点C进行检查;考虑到钢琴线的重量引起的变形,使用以下变形计算公式计算钢琴线在参考点C处的弯曲悬挂,并根据计算结果对参考点C进行校正:
计算琴钢丝在每个测量点的弧悬(弯),沿轴线放置测试棒,确定轴线的理论轴线;根据理论尺寸误差(60mm),检查样品棒上主振荡轮端缘投影点与主基板上F21棒的距离;从飞轮端部开始,确定主基座上第一个地脚螺栓孔的精确轴向位置;在鞋底投影点处的中心轴承轴向位置的初步确定和标记。
3.预钻孔和主机定位指主机底板。(1)确定主机轴系轴线和定位基准点。通过点C’、C、d再画一条线,精确画出轴的理论轴的投影;曲轴的轴线由钢琴线向双折底部的投影确定,点M和N分别位于F20和f29。它们的连线是主曲轴轴到双折底的投影线的代表;用MN线上的轴系取样杆确定主方向盘端缘和方向盘端部第一个螺栓孔的轴向位置。该方法包括沿着轴的中心布置样条,然后考虑滑块斜率的影响值x,将它们垂直引导到X线:
X=K·H mm
式中:K-船台斜度,K=1/20;
H-样棒测量点距MN连线的实测距离,mm;
MN连线和P、V、P’点,即为主机定位基准。
(2)确定主机定位螺钉的位置,并预先钻定位螺钉。以第一个螺栓孔中心的M-N连接和P’点为基础,画出一个具有几何形状的EFMH矩形,它由每个螺栓孔的中心线和每个螺栓孔的中心位置组成。确定主机螺栓孔的中心,在主机外壳子板上画一个φ42的钻孔圆,用钻机标记,安装主机前先钻孔。(3)主机的位置。当完成以下工作并进行喷漆时,可将机器放置在机舱内:夹紧座放置在机舱内,放置在临时位置;所有采油树系统悬挂在机舱内,临时放置;以主轴螺栓的位置为基准,根据主轴安装方案,画出环氧树脂密封的位置,画出每个环氧树脂密封区域,在打磨区域画线并标注外部连接器。预定周期后,使用防锈油进行保养,修补受损油漆外部区域,根据主机安装方案将环氧树脂垫焊接到内部板上;根据主机的螺栓开口位置和主机的安装平面,画出主机支架的转折边和线底部的左右边;在焊机的左边缘线和下边缘线安装两块印制板,在选定的右下边缘线焊接另一块印制板,并在相应位置设置一系列侧面和临时支撑。
二、轴系二次拉线
在完成以下任务后,经检验部门确认,可以进行扩轴工作:焊接和校正所有船体结构和底座,从机舱前壁到主甲板后部和下部,完成活动地板储罐的气密性测试,完成5号货舱的分段焊接。应重新确认由第一条线确定的基准点C;将对角括号留在C'和C处,在第一个对角步后,将琴线拖到通过C(尾部参考点)和C(第一个校正偏转的参考点)的对角括号上,并调整它们以通过C'和C处的轴的对角参考点;检查轴系与舵系的中心线的不相交度与不垂直度误差。要求的分离误差不得超过≯4mm,不垂直度误差不得超过≯1mm/m;检查排气尾孔中心与钢琴线之间的间隙。
三、轴系照光
1.可调双靶架放置在第二次提取确定的中轴线上,可调靶架放置在B、C上的工艺线上;设直线经过c’,A,b,c;在A、B、C位置设置光学靶标的可调框架,使每个可调框架的圆柱中心与钢丝中心相匹配;为了消除偏差值对A的影响,将柱面的中心从光学靶标的可调框架向上移动到A处,使偏离距离等于C到A处钢琴线的偏差值,然后将A点和C点作为轴线照明的参考点;在A端面标出可调光靶框的射芯十字,检查射芯是否移动。在此基础上,检查完上述拉伸工作后,不要将可调靶架移动到另一个位置,取下绳索。
2.把照明靶插入C的单靶舵机,找到参考点C,把光源放在后面。此时,固定准直照明的后端,调整前端,使照明目标的十字中心与C点照明目标的十字中心相匹配,然后固定准直照明;将照明靶插入可调节的单靶盒B中,调节照明靶的十字中心与A和C的光十字中心相匹配;一旦设定了参考点A、B和C,校准后的参考点将被精确地绘制在后轮和前轮的端面上。
3.安装排气管和其他部件。调整调节器调整螺钉,根据前后轮端面检查圆线,对准后管,对准后管与后轮之间的环氧树脂塞;前桥、后轮、后管和螺钉之间安装孔;检查锅炉的温度传感器是否有效;清洁并安装其他附件,测试压力为2.0bar,5分钟内无泄漏。前轴包含在驱动轴中,从开始到结束在驱动轴中缓慢上升。 根据第二次的结果,定位焊接中间轴座,然后将中间轴及其轴承安装到位;放置螺旋叶片,安装液压螺旋叶片,测量螺旋叶片之间的间隙,检查螺旋叶片轴的沉积情况,将油注入重力容器,观察油位,确保2小时内不漏油;将前后油箱加满至工作高度,30分钟内不会出现渗漏。
总之,船舶轴系系统的安装是船舶推进系统建造中的一项重要工作,它不仅影响到船舶的建造阶段,而且对船舶运行的安全和效率也非常重要。必须严格按照主体工程相关方案、计算、方法推荐施工,严格按照验收标准进行检查验收。
参考文献:
[1]王飞.船舶轴系校中原理及其应用.2020.
[2]张海英.超大型集装箱船长轴系拉线照光工艺探讨.2021.

 京公网安备 11011302003690号
京公网安备 11011302003690号


