



- 收藏
- 加入书签

核动力运行研究所(105所)主泵转子动平衡技术
摘要:中核武汉核电运行技术股份有限公司(105所)的核动力运行试验台架主泵,由于运行年限长,出现振动、噪声变大,运行不稳定等现象,已经不能满足台架的运行要求。我公司承担了这台主泵的具体维修工作,经拆解后,发现转子的轴颈和电机导轴承磨损相当严重,系转子可能存在较大的不平衡量引起振动,加剧转子轴颈和导轴承的磨损,从而使主泵电机的振动、噪声变大,运行不稳定,需要在维修中对转子进行动平衡修复。修复过程中我们采取先对转子的不平衡量进行测定,数据分析、平衡方式分析;再选择方案进行验证,通过对比几种平衡方法和数据的对比,采取在主泵转子的上护环和叶轮进行去重的方法,完成转子的动平衡操作,达到动平衡修复技术要求。
关键词:动平衡;不平衡量;平衡位置;平衡方式
前言:我公司承接了中核武汉核电运行技术股份有限公司(105所)的主泵维修任务。该主泵系前苏联八十年代制造的主泵,用于105所的核动力运行试验台架。由于运行年限长,出现振动、噪声变大,运行不稳定等现象,已经不能满足台架的运行要求。105所聘请俄罗斯的有关专家进行维修,由于现俄罗斯已经不生产这类产品,没有维修能力。我部门承担了这台主泵的具体维修工作,对主泵进行拆解,各个主要部件的运行后的情况进行了解后,发现转子的轴颈和电机导轴承磨损相当严重。经分析:转子可能存在较大的不平衡量,导致主泵电机在运行时,由于转子的不平衡,引起振动,加剧转子轴颈和导轴承的磨损,从而使主泵电机的振动、噪声变大,运行不稳定,需要在维修中重点对转子进行动平衡修复。
由于该主泵的技术是前苏联生产制造的,缺乏技术资料,对于动平衡的要求、方法,都没有数据可查,而且该机组与我公司的类似产品的结构不同,因此转子动平衡的方法也有就不同。针对现状,我们采取先对转子的不平衡量进行测定,进行数据、平衡方式分析,再选择方案进行验证,最后进行转子动平衡的循循渐进的方法,完成转子的动平衡修复操作。通过这个方法在完全有把握的情况下,达到动平衡修复技术要求。
一、动平衡修复过程
1.对转子的不平衡量的测定
采用部门的HM5UBS卧式高速动平衡机对转子进行动平衡数据进行测定。在第一次测定时,按下图1所示,将转动部件:辅叶轮、推力镜板、叶轮等,全部装配在转子轴上。
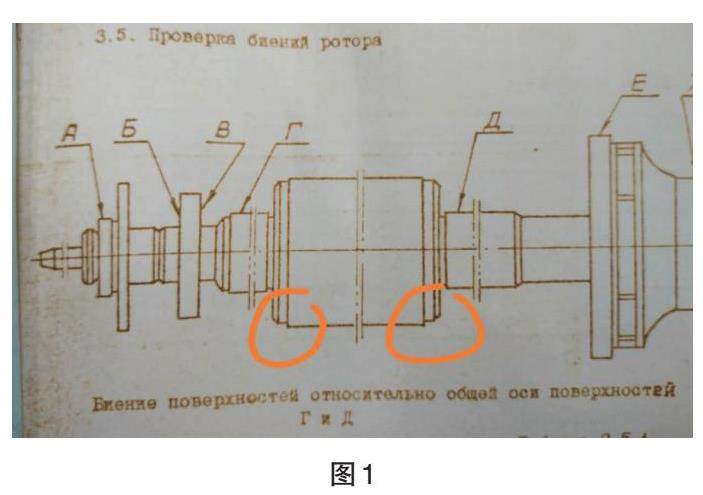
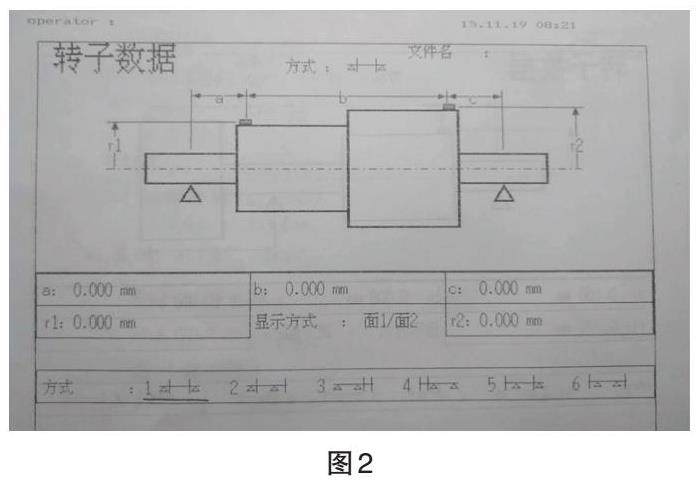
采用图2所示的方式1将转子装在动平衡机上,设置转子的两端的护环为不平衡量的显示位置(即图1画标记处),在转速1700r/min进行测试。测试结果为图3所示:
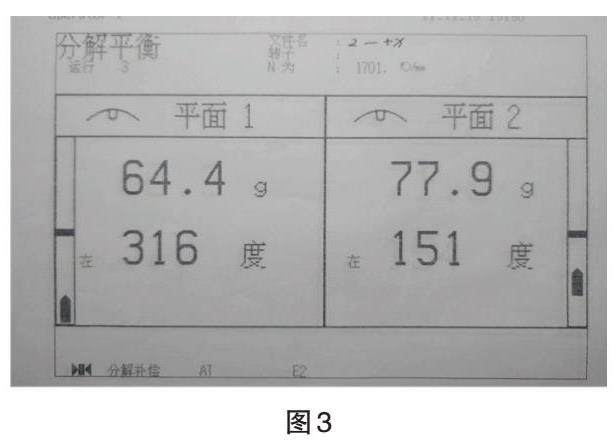
平面1 64.4g/316度 平面2 77.9g/151度
第二次测试:把转子上的所有部件(辅叶轮、推力镜板、叶轮等)拆除,将光转子(即转子本体)装在动平衡机上,在转速1700r/min进行测定,测试结果为:
平面1 9.80g/24度 平面2 17.8g/259度
注:平面1——是转子上护环处的不平衡量
平面2——是转子下护环处的不平衡量
经过两次的数据测试,:光转子(转子本体)的总的不平衡量为27.6g,而转子装配所有的转动部件(整个轴系)的总不平衡量为142.3g。
2.数据分析、平衡方式的分析
初步分析:转子上装配的部件对整个转子的不平衡量有明显影响,特别是转子的末端的叶轮对整个轴系的不平衡量影响最大。
对于这类的不平衡,通常我们考虑在整个轴系中选取合适的动平衡(去重或加重)方式和平衡位置来平衡轴系的不平衡量,以此来达到整个轴系的平衡。
动平衡时平衡位置的选择,可以是转子本身,也可以是转子上装配的部件。
首先考虑选择单个部件(推力镜板、辅叶轮或叶轮等)为动平衡的平衡位置,但是考虑到推力镜板和辅叶轮的厚度较小,结构紧凑,在轴系中处于重要的位置和在机组运行时承担的作用,在动平衡时不宜采用去重或加重的方式对其结构进行改变。剩下的就是叶轮,叶轮的结构复杂,直径较大(大于转子本身的最大直径),而且在叶轮的下冠处也发现了以前的去重痕迹。由此,我们将叶轮选作动平衡时的一个平衡位置。
但是,对于轴系类的动平衡,通常需要选择两个或两个以上的平衡位置,来平衡轴系在旋转时产生的不平衡力偶[1]。通过前面的分析,可以选择转子本体上的平衡位置,只有转子两端的护环。在进行转子动平衡数据测试时,采取的设置方式就是将转子两端的护环选作平衡的位置。如果在测试出的(平面1 64.4g/316度 、平面2 77.9g/151度)这个数据下进行去重的话,将在转子两端护环上分别去掉约60g和70g的重量,才能将转子的动平衡精度达到要求。
但是在图1所示标记位置,可以看出护环的可去重的位置有限(只能由护环端面向内约8mm的厚度范围允许去重,去重的量非常有限),经过计算不能达到60g或70g的重量,因此选用两护环作为去重平衡位置进行动平衡是不行的,那么只能考虑在叶轮和其中一个护环上进行去重平衡。
3.选择方案的验证
综合几个可平衡去重的位置(部件),经过分析后先拟定:采取在其中一个护环和叶轮两个位置作为动平衡去重位置的方案。为了验证这个方案的可行性,采用图4所示的方式2在动平衡机上装配转子,进行数据测试和方案验证。
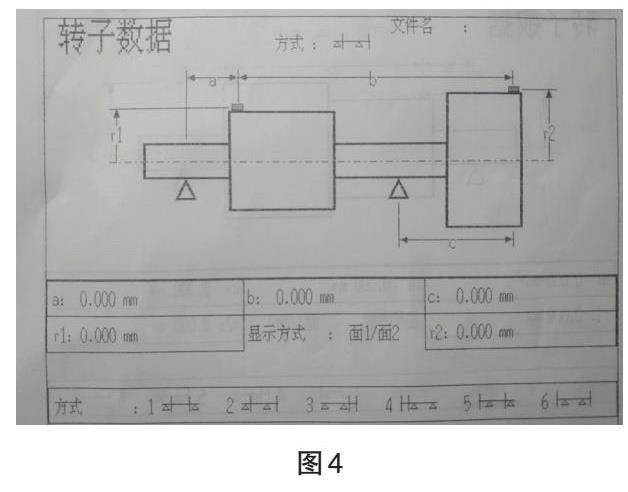
在转速1700r/min测得转子的不平衡数据为:
平面1 69.5g/301度 平面2 45.6g/136度
验证方法:
在显示叶轮(平面2)的不平衡量的180度位置(因为,这时动平衡参数的设置为去重方式)进行配重20g(采取粘贴橡皮泥),同样在转速1700r/min测得转子的不平衡数据为:
平面1 69.8g/302度 平面2 29.9g/134度
注:平面1——是转子下护环处的不平衡量
平面2——是叶轮下冠处的不平衡量
经测试,此时的平面2的不平衡量下降了15.7g(由于橡皮泥采取平摊大面积粘贴在指定位置处,存在质量分散的现象,所以显示出的重量数据小于配重的重量数据),说明采取在叶轮指定位置去重的方案是可以降低转子的不平衡量。
为了再次验证方案的可行性,在这次的装配方式不变和状态不变(叶轮上的橡皮泥未取)的情况下,将动平衡的参数重新设置成:方式1(即图2所示的方式),不平衡量的显示为转子的两个护环,在转速1700r/min,测量转子的不平衡数据为:
平面1 43.3g/313度 平面2 26.6g/166度
将叶轮上橡皮泥取下,再次测量转子在1700r/min时的不平衡数据为:
平面1 64.0g/316度 平面2 71.6g/150度
对比最早测试的数据:
平面1 64.4g/316度 平面2 77.9g/151度
注:平面1——是转子上护环处的不平衡量
平面2——是转子下护环处的不平衡量
经过数据分析发现:将叶轮上的配重橡皮泥去掉,转子回复到最早的状态,其测试的数据也回复到第一次的测量的数据,进一步说明在叶轮上去重,能有效去除转子的不平衡量。而且在单个叶轮部件上进行去重,能同时将整个转子的不平衡量降低。
经过上述的验证方法,找到了转子动平衡的方法:在转子上护环和叶轮下冠作为平衡的去重位置。该方法解决了在转子上、下护环处进行去重,存在去重量不够或去重量大,影响转子结构的问题。
4.转子动平衡
动平衡的方法确定后,采用方式2,在转速1700r/min,根据动平衡机显示的位置,在叶轮的下冠处用手工磨削的去重方法(因为此时叶轮处的不平衡量大于转子上护环的不平衡量,平衡时应先去除大的不平衡量),去除叶轮上的不平衡量。在对叶轮去重的过程中,当叶轮处的不平衡量为23.5g时,转子上护环处显示的不平衡量为45.8g。即:
平面1 45.8g/296度 平面2 23.5g/128度
在叶轮连续去重后,达到一定值后,转子上护环(在没有进行去重的情况下)处的不平衡量也下降了(从原来69.8g下降到45.8g).
这时在转子上护环处进行去重,当两处的不平衡量大致相当时(23.8g/292度 22.5g/128度),则采取在上护环和叶轮上交替去重的方法,最后达到
平面1 18.1g/293度 平面2 4.99g/111度
注:平面1——是转子上护环处的不平衡量
平面2——是叶轮下冠处的不平衡量
图五是转子上护环的去重后的情况
图六是叶轮去重的情况

在转子不拆卸的情况下,重新设置动平衡参数,验证动平衡的效果。将动平衡的参数重新设置成方式1(即上、下个护环为不平衡量显示位置)。在转速1700r/min,测量转子的不平衡数据为:
平面1 7.53g/282度 平面2 2.11g/303度
注:平面1——是转子上护环处的不平衡量
平面2——是转子下护环处的不平衡量
经上面的动平衡方法的实施,最终将转子的不平衡量从几十克,降低到几克。转子的动平衡精度达到G1,完全满足主泵转子动平衡精度要求,为主泵的平稳运行提供了良好的条件。
二、创新性和先进性
在这次的主泵维修工作中的转子动平衡方法,通过采取不同的平衡方式进行验证,收集数据。特别是在验证过程中,采用粘贴橡皮泥的方式,对平衡数据进行验证,避免了对转子的本身结构的改变。同时在动平衡后,通过两种平衡方式,对动平衡结果进行相互校核,进一步验证动平衡的方法满足要求。此种动平衡修复方法解决了维修中遇到的瓶颈,攻克了该主泵转子的动平衡难关。
三、经济效益和社会效益
部门的主泵维修工作,为公司顺利完成了这次价值xxx多万元的维修项目合同。105所主泵转子动平衡修复方法的实施成功,使105所的主泵运行性能达到原主泵的各项技术要求,维修技术达到国内领先。得到中核武汉核电运行技术股份有限公司的好评。同时展现出,我公司能够承接国内尖端主泵机组的维修业务,拓展了部门尖端主泵维修市场。
四、推广应用前景
部门在不同类型转子的动平衡方法又积累了一些经验,该平衡方法在在各类屏蔽泵转子动平衡中应用,将提高屏蔽泵运行的平稳性,降低屏蔽泵的噪声和振动,延长其使用寿命。
部门新产品——屏蔽化工泵中大量使用此种平衡方法,生产出的屏蔽化工泵具有运行平稳、噪声小、振动低的优点,性能领先国内同类产品,具有良好的市场前景。
结束语:中核武汉核电运行技术股份有限公司105所试验台架用的主泵维修工作,经厂内零部件修复、转子动平衡、工地装配、台架试运行等,最后圆满交付用户。主泵在运行中,用户反应:其运行平稳,振动、噪声均达到了原主泵的各项技术要求。
经过这次主泵维修工作,转子动平衡技术的创新和应用,使我们对动平衡技术有了更进一步的认识,敦促我们在动平衡技术继续创新,探索更好,更合理的动平衡方法,提高动平衡精度。
参考文献:
[1]吴强. 电机转子动平衡工艺研究[J]. 现代制造技术与装备, 2019, 266(1):170-170.

 京公网安备 11011302003690号
京公网安备 11011302003690号


